 |
Главная |


Классификация видов сварки
|
из
5.00
|
| Виды сварки | Класс | |
| Термический | Термомеханический | Механический |
| Дуговая | Контактная | Холодная |
| Электрошлаковая | Диффузионная | Взрывом |
| Электронно-лучевая | Индукционно-прессовая | Ультразвуковая |
| Плазменная | Газопрессовая | Трением |
| Ионно-лучевая | Дугопрессовая | Магнито-импульсная |
| Тлеющим разрядом | Шлакопрессовая | |
| Световая | Термокомпрессионная | |
| Индукционная | Печная | |
| Газовая | ||
| Термитная | ||
| Литейная |
Дуговая сварка (ручная, полуавтоматическая и автоматическая (ФИЛЬМ)) является наиболее распространенным технологическим процессом сварки. Ручную сварку применяют для получения швов небольшого размера (ФИЛЬМ). За один проход без предварительной разделки кромок. Ручной сваркой соединяют заготовки толщиной 4…8 мм. Автоматическую сварку можно выполнять одним или несколькими электродами под слоем флюса (ФИЛЬМ), в среде защитных газов (аргона, гелия, углекислого газа) (ФИЛЬМ). При сварке под флюсом толщина свариваемых элементов может достигать 20 мм без разделки кромок, и производительность сварки возрастает в 6 - 8 раз по сравнению с ручной. Производительность полуавтоматической сварки в углекислом газе примерно в 2 - 4 раза выше, чем ручной.
Источником теплоты при дуговой сварке является электрическая дуга, которая горит между двумя электродами, при этом часто один электрод представляет собой свариваемую заготовку. В зависимости от материала и числа электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие схемы дуговой сварки:
• сварка неплавящимся (угольным или вольфрамовым) электродом, при которой соединение выполняется путем расплавления основного металла либо с применением присадочного металла;
• сварка плавящимся (металлическим) электродом и дугой прямого действия с одновременным расплавлением основного металла и электрода, который пополняет сварочную ванну;
• сварка косвенной дугой горящей между двумя неплавящимися электродами, при этом основной металл нагревается и расплавляется теплотой столба дуги;
• сварка трехфазной дугой, при которой дуга горит между электродами, а также между электродом и основным металлом.
При применении постоянного тока различают сварку прямой и обратной полярности. В первом случае электрод подключается к отрицательному полюсу и служит катодом, во втором – положительному и служит анодом.
Понятие об электрической дуге и её свойствах. Дуга - мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе её горения. Процесс зажигания дуги в большинстве случаев включает три этапа: короткое замыкание электрода на заготовку, отвод электрода на расстояние 3 – 6 мм и возникновение устойчивого дугового разряда. Короткое замыкание (а) выполняется для разогрева торца электрода и заготовки в зоне контакта с электродом. После отвода электрода (б) с его разогретого торца (катода) под действием электрического поля начинается эмиссия электронов. Столкновение быстродвижущихся по направлению к аноду электронов с молекулами газов и паров металла приводит к их ионизации. В результате дуговой промежуток становится электропроводным. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда.
Возможно зажигание дуги без короткого замыкания и отвода электрода с помощью высокочастотного электрического разряда через дуговой промежуток, обеспечивающего его первоначальную ионизацию. Для этого в сварочную цепь подключается источник высокочастотного переменного тока высокого напряжения (осцилятор). Этот способ применяют для зажигания дуги при сварке неплавящимся электродом.
Электрическая дуга – концентрированный источник теплоты с очень высокой температурой. Температура столба дуги достигает 6000 - 7000°С, а температура катодного и анодного пятен стальных электродов - 2400° и 2600°С.
Полная тепловая мощность дуги (в Дж/с)
Q = KIсвUд
Где К – коэффициент несинусоидальности напряжения и тока (для постоянного тока равен 1, для переменного тока 0,7 – 0,97; Iсв – сварочный ток, А; Uд – напряжение дуги, В.
Однако не вся мощность дуги полностью расходуется на нагрев и расплавление электрода и основного металла, часть ее теряется в результате теплоотдачи в окружающую среду.
Часть мощности дуги, расходуемая на нагрев заготовки, называется эффективной тепловой мощностью сварочной дуги (в Дж/с):
q = ŋQ
где ŋ – кпд дуги, представляющей отношение эффективной мощности дуги к полной, величине ŋ зависит от способа сварки, вида и состава сварочных материалов 9для автоматической сварки под флюсом, электрошлаковой, ручной дуговой покрытым электродом и газоэлектрической сварки среднее значение ŋ соответственно равно 0,9; 0,7; 0,8; 0,6).
Для обеспечение устойчивости горения сварочной дуги необходимо, чтобы ее основные параметры (ток и напряжение) находились в определенной зависимости друг от друга.
Электрошлаковая сварка (ФИЛЬМ) при производстве толстостенных (s > 50 мм) сварных конструкций в тяжелом машиностроении обеспечивает высокую экономическую эффективность за счет снижения потребления электроэнергии в 1,5 - 2 раза и флюса - в 20 - 40 раз по сравнению с автоматической дуговой сваркой под флюсом. Кроме того, при этом виде сварки не требуется предварительная разделка кромок.
Сущность способа заключается в том, что расплавление электродной проволоки и свариваемых кромок производится за счет тепла расплавленного флюса, который непрерывно нагревается при прохождении через него тока.
Свариваемые детали устанавливаются вертикально. С обоих сторон свариваемого стыка плотно прижимаются медные охлаждаемые водой ползуны, которые, в свою очередь, охлаждают расплавленный металл ванночки и препятствуют вытеканию жидкого металла и расплавленного флюса. Охлаждаемые ползуны в процессе сварки двигаются вверх. Расплавленный металл электрода и свариваемых кромок стекает вниз, образуя сварочную металлическую ванну. По мере продвижения автомата вверх происходит затвердевание металла сварочной ванны и образуется шов. При этом способе расплавленный металл надёжно защищается расплавленный металл надежно защищается расплавленным шлаком от воздействия атмосферы.
Электронно-лучевая сварка (ФИЛЬМ) позволяет получить сварные соединения без существенных деформаций и с низким уровнем сварочных напряжений. Кроме того, проведение процесса в вакууме обеспечивает получение зеркально чистой поверхности шва и дегазацию расплавленного металла. Этим видом сварки получают изделия из тугоплавких химически активных металлов и их сплавов, а также из алюминиевых сплавов и высоколегированных сталей.
Свободный электрон, обладающий элементарным зарядом и минимальной массой из всех известных частиц, под действием электрического поля может развивать огромную скорость (до 105 км/с) и за счет этого приобретать большой запас кинетической энергии. Это свойство электрона широко используется при электронно-лучевой сварке.
Скорость электрона v зарядом e и массой m определяется величиной ускоряющего напряжения u:
v = (2∙eu/m)½.
В современных устройствах для электронно-лучевой сварки используют напряжение от 25 до 250 квт.
Энергия таких быстродвижущихся электронов расходуется на плавление металла свариваемых деталей. При ударе электрона о поверхность и внедрении его в металл свариваемых деталей происходит резкое торможение, сопровождающееся превращением кинетической энергии в тепловую. Процесс выделения теплоты происходит на поверхности металла и на некоторой его глубине, где электроны испытывают наибольшее торможение. Вакуум порядка 133∙104 Па необходим для того, чтобы энергия электронов не расходовалась на ионизацию газов.
Контактная сварка характеризуется кратковременным нагревом места соединения без оплавления или с оплавлением и с последующей осадкой разогретых заготовок. Характерная особенность этого процесса - пластическое деформирование, в ходе которого формируется сварное соединение. Контактная сварка (стыковая (ФИЛЬМ), точечная (ФИЛЬМ), шовная (ФИЛЬМ), конденсаторная (ФИЛЬМ)) отличается высокой производительностью и экономичностью. Этот вид сварки применяют для соединения заготовок из углеродистых, низколегированных и коррозионостойких сталей, а также из алюминия, титана и их сплавов. При стыковой сварке можно соединить стальные стержни, рельсы, трубы и другие профили сечением до 10000 мм2,а заготовки из цветных сплавов - сечением до 4000 мм2. Точечной сваркой соединяют заготовки (листы, швеллеры, уголки) одинаковой или разной толщины от сотых долей миллиметра до 30 мм. Шовной сваркой соединяют внахлест листовые заготовки непрерывным швом при изготовлении герметичных емкостей, кузовов автомобилей и т.п.
Сварка трением (ФИЛЬМ) происходит в твердом состоянии при воздействии теплоты, возникающей при трении соединяемых поверхностей. Трение в зоне сварки осуществляется вращением или возвратно-поступательным перемещением сжатых заготовок. При этом виде сварки по сравнению с контактной стыковой снижаются затраты энергии в 5 - 10 раз. Сваркой трением соединяют однородные и разнородные металлы и сплавы с различными свойствами, например, медь со сталью, алюминий с титаном и др. В промышленности сварку трением применяют при изготовлении режущего инструмента, различных валов, штоков с поршнями, пуансонов.
Холодную сварку(ФИЛЬМ) выполняют без нагрева при обычных, даже пониженных температурах. Этим видом сварки выполняют точечные, шовные и стыковые соединения заготовок толщиной 0,2…15 мм. Необходимое давление в зоне сварки зависит от химического состава, толщины соединяемых элементов и в среднем составляет 150…1000 МПа. Холодной сваркой формируют соединения из однородных и разнородных металлов и сплавов, обладающих высокой пластичностью. Этот вид сварки используют для соединения заготовок из алюминия, меди, никеля, свинца, серебра, цинка и золота.
При производстве заготовок ограниченно применяют газовую, плазменную, лазерную (ФИЛЬМ), диффузионную (ФИЛЬМ), ультразвуковую и ряд других видов сварки. В изделиях сложной геометрической формы, при изготовлении которых применение сварки затруднительно, целесообразно выполнять соединение пайкой.
Пайка является технологическим процессом получения неразъемного соединения заготовок без их расплавления путем смачивания поверхностей жидким припоем с последующей его кристаллизацией. Припой имеет температуру плавления более низкую, чем температура соединяемых металлов, и заполняет зазор между соединяемыми поверхностями за счет действия капиллярных сил. При охлаждении привой кристаллизируется и образует прочную связь между заготовками. В процессе пайки наряду с нагревом необходимо удаление окисных пленок с поверхности паяных металлов. Образование соединения без расплавления основного металла обеспечивает возможность распая соединения.
Процесс пайки включает:
1. Нагрев материала, образующего соединение, до температуры, близкой к температуре плавления припоя.
2. Расплавление и растекание жидкого припоя по поверхности твердого материала.
3. Заполнение паяемого шва.
4. Охлаждения и кристаллизация припоя в паяном шве.
При пайке заготовки соединяются в результате смачивания, растекания жидкого припоя по нагретым поверхностям и затвердения его после охлаждения. Свойства паянных соединений (прочность, герметичность, надежность) зависят от характеристик материала заготовок, припоя, способа нагрева, зазоров, типа соединения. Паять можно углеродистые и легированные стали всех марок, тугоплавкие металлы, твердые сплавы, цветные металлы и их сплавы, чугуны, а также разнородные металлы, стекло, керамику, графит и др.
Припой представляют собой сплавы цветных металлов и должны хорошо растворять основной металл, обладать смачивающей способностью, требуемой температурой плавления и минимальным интервалом кристаллизации. Все припои по температуре плавления подразделяют на особо легкоплавкие (Тпл = 145oС), легкоплавкие (Тпл = 145…450oС), среднеплавкие (Тпл = 450….1100oС) и тугоплавкие (Тпл > 1050oС).
Способы пайки классифицируют в зависимости от используемых источников нагрева. Наиболее распространена в промышленности пайка в печах, индукционная, погружением, газопламенная и паяльниками. Выбор способа пайки выполняют исходя из требований, предъявляемых к паяемому изделию, с учетом состава и свойств заготовок и припоя, типа производства и наличия на предприятии соответствующего оборудования. По особенностям процесса и технологии пайку можно разделить на капиллярную, диффузионную, контактно-реактивную, реактивно-флюсовую и пайку-сварку.
Капиллярная пайка. Припой заполняет зазор между соединяемыми поверхностями и удерживается в нём за счет капиллярных сил. На рисунке 15.1 показана схема образования шва. Соединение образуется за счет растворения основы в жидком припое и последующей кристаллизации раствора. Капиллярную пайку используют в тех случаях, когда применяют соединение внахлестку. Однако капиллярное явление присуще всем видам пайки.

Рисунок 15.1. Схема капиллярной пайки: а – перед пайкой; б – после пайки; 1 – припой.
Диффузионная пайка. Соединение образуется за счет взаимной диффузии компонентов припоя и паяных материалов, причем возможно образование в шве твёрдого раствора или тугоплавких хрупких интерметаллов. Для диффузионной пайки необходима продолжительная выдержка при температуре образования паяного шва и после завершения процесса при температуре ниже солидуса припоя.
Контактно-реактивная пайка. При пайке между соединяемыми металлами или соединяемыми металлами и прослойкой другого металла в результате контактного плавления образуется сплав, который заполняет зазор и при кристаллизации образует паяное соединение. На рисунке 15.2 показана схема контактно-реактивной пайки.

Рисунок 15.2. Схема контактно-реактивной пайки: а – перед пайкой; б – после пайки; 1 – медь; 2 – серебро; 3 – эвтектический сплав меди с серебром.
Реактивно-флюсовая пайка. Припой образуется за счет реакции вытеснения между основным металлом и флюсом. Например, при пайке алюминия с флюсом 3ZnCl2 + 2Al → 2AlCl3 + 3Zn восстановленный цинк является припоем. Реакционно-флюсовую пайку можно вести без припоя и с припоем.
Пайка-сварка. Паяное соединение образуется так же, как при сварке плавлением, но в качестве припоя.
Материалы для пайки. Припой. Припои для пайки должны отвечать следующим требованиям:
1. температура их плавления должна быть ниже температуры плавления паяемых материалов,
2. они должны хорошо смачивать паяемый материал и легко растекаться по его поверхности;
3. должны быть достаточно прочными и обеспечивать герметичность,
4. коэффициенты термического расширения припоя и паяемого материала не должны резко различаться,
5. иметь высокую электропроводность при паянии радиоэлектронных и токопроводящих изделий.
Все припои по температуре плавления подразделяют на низкотемпературные (температура плавления ниже 500°С) или мягкие припои, и высокотемпературные (температура плавления выше 500°С) или твердые припои. Припои изготавливают в виде прутков, проволок, листов, полос, спиралей, колец, дисков, зерен, укладываемых в место соединения.
Основными типами паяных соединений являются: внахлестку, встык, вскос, в тавр, в угол и соприкасающиеся. Зазор между соединениями поверхностями должен быть таким, чтобы улучшить заполнение припоем под действием капиллярных сил и увеличить прочность соединения. Так, для серебряных припоев устанавливают зазор до 0,05 мм, а для меди - до 0,012 мм.

Рисунок 15.3. Типы паяных соединений.
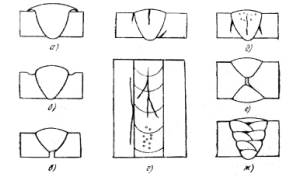
Рисунок 15.4. Виды дефектов в сварных соединениях.
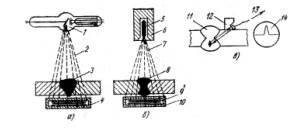
Рисунок 15.5. Методы контроля сварных соединений: а – рентгеновский; б – гамма-излучением; в – ультразвуковой.
|
из
5.00
|
Обсуждение в статье: Классификация видов сварки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы