 |
Главная |


Общие принципы конструирования сварных заготовок
|
из
5.00
|
Проектирование изделий выполняют с учетом обеспечения эксплуатационных характеристик сварных конструкций и их технологичности. На стадии проектирования изделия необходимо определить принципиальную возможность получения сварной заготовки. Затем устанавливают последовательность сборочно-сварных операций и оценивают ожидаемые сварочные деформации (коробление), точность размеров и конфигурацию сварного изделия после механической обработки.
Рациональный вид сварки выбирают с учетом конструкторско-технологических признаков изделия, технико-экономических показателей процесса сварки и программы выпуска сварных конструкций. Одновременно с выбором вида сварки обычно назначают тип сварного соединения.
После этого разделяют заготовки на свариваемые элементы. Место деления изделия выбирают учетом двух обстоятельств. С одной стороны, в результате деления должны образовываться элементы (исходные заготовки), которые могут быть получены из профилей или технологичных отливок и поковок. С другой стороны, зона сварки должна быть удобной для осуществления выбранного способа сварки, доступной для сварочного инструмента и присадочного материала.
Проектирование свариваемых элементов осуществляется на следующем этапе. Если исходной заготовкой является отливка или поковка, то ее проектируют в соответствии с указаниями, приведенными в лекциях 17, 18 и 22. В том случае, если исходная заготовка - профиль, то проектирование сводится к выбору его оптимальных размеров и определению разделки кромок в соответствии с выбранным типом сварного шва. При необходимости на исходных заготовках предусматривают сборочные и фиксирующие элементы, а также припуски на механическую обработку после сварки. Ввиду значительного влияния формы сварного соединения и режимов сварки на прочность изделия конструирование заготовки должно вестись одновременно с проработкой технологии ее изготовления.
Технологичность сварных заготовок
Технологичность сварных заготовок обеспечивается выбором материала, типа соединения, формы и размера свариваемых элементов, вида сварки и мероприятий по уменьшению сварочных деформаций и напряжений.
Выбор материала. При выборе марки материала для сварных заготовок необходимо учитывать не только эксплуатационные свойства, но и технологические мероприятия, обеспечивающие хорошую свариваемость.
Для получения сварных соединений равноценных по работоспособности основному металлу при конструировании сварных заготовок следует по возможности выбирать хорошо свариваемые материалы. К таким металлам относятся спокойные низкоуглеродистые стали и многие низколегированные стали, ряд сплавов цветных металлов, применение которых не ограничивается какими-либо требованиями к виду и режимам сварки.
Для малогабаритных изделий возможно применение металлов с пониженной свариваемостью, поскольку при их изготовлении используются оптимальные, с точки зрения свариваемости, виды сварки. Например, для изготовления сварных конструкций из тугоплавких металлов (титана, молибдена и др.) применяют электронно-лучевую сварку.
Выбор типа сварного соединения.Взаимное расположение свариваемых элементов и форма подготовки (разделки) их кромок под сварку определяют тип сварного соединения (таблица 16.1).
По первому признаку различают четыре основных типа сварных соединений: стыковые, тавровые, нахлесточные и угловые.
Стыковые соединения элементов имеют высокую прочность при статических и динамических нагрузках. Их выполняют ручной дуговой, контактной и др. видами сварки.
Тавровые соединения широко применяют при изготовлении пространственных конструкций. Этот тип соединения выполняют всеми видами сварки плавлением. Сварку давлением для тавровых соединений применяют редко.
Таблица 16.1
Типы сварных соединений, применяемых при основных способах сварки плавлением и давлением
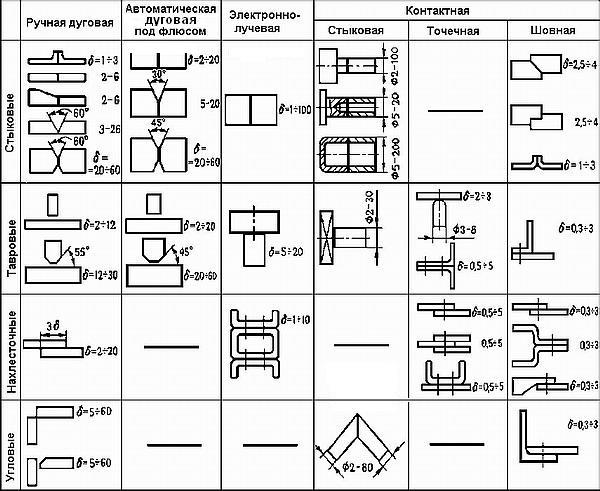
Нахлесточные соединения часто выполняют для сварки листовых заготовок. Эти соединения, полученные сваркой плавлением (ручной дуговой, электронно-лучевой), менее прочны, по сравнению со стыковыми соединениями. Они не экономичны вследствие перерасхода основного металла, обусловленного наличием перекрытия свариваемых элементов. Однако этот тип соединения является основным при сварке давлением (контактной точечной и шовной) тонколистовых элементов.
Угловые соединения, как правило, выполняют в качестве связующих. Они не предназначены для передачи рабочих усилий. Их выполняют всеми видами сварки плавлением.
Тип сварного соединения наряду с общими конструктивными соображениями выбирают с учетом обеспечения равнопрочности соединения с основным металлом и технологичности изделия.
Кромки разделывают в целях полного провара заготовок по сечению, что является одним из условий равнопрочного сварного соединения с основным металлом. Форму и размеры элементов разделки (угол, притупление и зазоры) назначают из условий проплавления, обеспечения формирования корня шва (без непроваров и прожогов) и минимального объема наплавленного металла. Выбор разделки кромок зависит от толщины соединяемых элементов, теплофизический свойств материала и вида сварки.
Выбор формы и размеров свариваемых элементов. Сварные изделия, как правило, изготавливают из профилей, литых, кованых и штампованных элементов. При проектировании сварных конструкций необходимо учитывать следующее:
● количество и длина сварных соединений должны быть минимальными, при этом следует отдавать предпочтение прямолинейным и непрерывным швам;
● форма и взаимное расположение соединяемых элементов должны обеспечивать удобство доступа сварного инструмента в зону сварки;
● необходимо избегать пересечения швов в одном узле и сводить к минимуму количество наплавленного металла;
● в зоне сварки не должно быть ступенчатых переходов по толщине (рисунок 16.3), несимметрично расположенных элементов. В противном случае возможно разрушение конструкции в результате концентрации напряжений;
● размеры сварных заготовок должны соответствовать возможностям их обработки в термических печах и на металлорежущих станках.

Рисунок 16.3. Сварка исходных заготовок различной толщины: а - при S / S1 < 3; б - при S / S1 > 3, при этом l > 5 (S - S1); l ' < 3 (S - S1).
Указанным рекомендациям соответствуют элементы простой геометрической формы: прямолинейные, цилиндрические, конические и полусферические с длинными прямыми, кольцевыми, стыковыми и тавровыми соединениями между ними. При выборе сортамента материалов для изготовления элементов сварной заготовки следует отдавать предпочтение профилям и их сочетаниям. При этом необходимо стремиться к минимальному количеству типоразмеров и толщин свариваемых элементов.
На рисунке 16.4 показаны варианты сварных двутавровых и коробчатых балок из листового проката (рисунок 16.4, а, б, в) и гнутых профилей (рисунок 16.4, г, д). Более технологичными являются балки, выполненные из гнутых элементов, так как при их использовании снижается масса изделия, уменьшается трудоемкость его изготовления вследствие сокращения числа элементов и объема сварочных работ.

Рисунок 16.4. Варианты сварных двутавровых и коробчатых балок: а, б, в - балка из листового проката; г, д - балка из гнутых профилей.
Основным результатом рационального выбора формы и размеров соединяемых элементов соединения является уменьшение массы сварных изделий, трудоемкости и себестоимости их изготовления.
Уточнение вида сварки. Важнейшей задачей при проектировании сварных конструкций является правильный выбор вида сварки исходя из размера и формы соединяемых заготовок, типа сварного соединения и расположения швов в изделии; возможности механизации и автоматизации процесса сварки.
Назначение вида сварки в значительной степени определяется свариваемостью материала заготовок, степенью ответственности изделия и производительностью сборочно-сварочного процесса. Так, для сварки толстолистовых конструкций из стали всех марок и некоторых цветных сплавов широко применяют дуговую и электрошлаковую сварки. В производстве тонколистовых конструкций из сталей и цветных металлов для нахлесточных соединений наиболее распространены точечная и шовная контактная сварка. Изготовление конструкций из алюминиевых, магниевых, титановых сплавов и высоколегированных сталей требует надежной защиты зоны сварки от взаимодействия с газами атмосферы, которая обеспечивается в условиях дуговой сварки под флюсом, аргонодуговой, электронно-лучевой и диффузионной сварки.
Кроме того, при выборе вида сварки стремятся к снижению температуры и времени нагрева з.т.в., предотвращению химического взаимодействия между разнородными заготовками, а также к уменьшению зоны нагрева и объема расплавленного металла. Поэтому при переходе от дуговой сварки к лучевым видам (лазерная, электронно-лучевая) и к сварке в твердом состоянии значительно уменьшается деформация сварных соединений.
Выбор способа уменьшения сварочных деформаций и напряжений. Изменения формы и размеров заготовок при сварке, вызванные сварочными деформациями, приводят к снижению их точности и назначению больших припусков на механическую обработку резанием. Одновременно с развитием сварочных деформаций в изделиях образуются остаточные сварочные напряжения. Они представляют собой систему внутренних сил, находящихся в равновесии. В процессе последующей механической обработки сварного соединения напряжения перераспределяются, что сопровождается упругими и пластическими деформациями в дополнение к деформациям полученным ранее в процессе сварки. Например, в результате механической обработки резанием сварных заготовок с высоким уровнем остаточных напряжений могут произвольно изменяться размеры и форма изделия.
Уменьшение сварочных деформаций и напряжений может быть реализовано на этапах конструирования и изготовления заготовок.
Конструктивные мероприятия. Деформации поперечной и продольной усадок (рисунок 16.5, а) можно уменьшить увеличением размеров заготовок под сварку на величину предполагаемой деформации. Угловая деформация может быть снижена уменьшением сечения а за счет замены V - образной разделкой на U - образную (рисунок 16.5, д, е), симметричным размещением наплавленного металла относительно центра тяжести сечения шва заменой V - образной разделки на Х - образную (рисунок 16.5, ж) или применением ребер жесткости (рисунок 16.5, к).

Рисунок 16.5. Усадка и угловая деформация сварных заготовок и способы их устранения:
а - продольная и поперечная усадки; в, г, и - угловая деформация: rпр, rп - продольная и поперечная деформации соответственно; 1…6 - последовательность укладки швов: a - угол предворительного изгиба.
Технологические мероприятия. Деформации поперечной и продольной усадок можно уменьшить за счет рациональной последовательности укладки швов (рисунок 16.5, б). Угловая деформация (рисунок 16.5, в и рисунок 16.6, а) может быть устранена или снижена предварительным угловым изгибом заготовок перед сваркой (рисунок 16.5, г), жестким закреплением заготовок при сварке (рисунок 16.5, з) и предварительным обратным прогибом балки (рисунок 16.6, б). При многопроходной сварке рекомендуется последовательно переходить с одной стороны сечения на другую сторону (рисунок 16.7, а). При сварке пространственных конструкций необходима рациональная последовательность укладки швов относительно центра тяжести сварной балки (рисунок 16.7, б). Для уменьшения напряжений после сварки стальных конструкций применяют высокий отпуск при 550-600 оС в течение нескольких часов.

Рисунок 16.6. Деформация и устранение изгиба сварной заготовки:
а - без предварительного прогиба; б - с предварительным прогибом: P - усадочная сила; f – прогиб.

Рисунок 16.7. Рациональная последовательность наложения сварных швов:
а - при многопроходной сварке; б - при сварке пространственных конструкций.
Полностью удалить сварочные деформации, как правило, не удается, поэтому необходимо применять правку сварных конструкций. Деформации изгиба после сварки моно исключить термической обработкой (горячей правкой) путем нагрева зон, сокращение которых необходимо для исправления деформации до температур термопластического состояния (рисунок 16.8).

Рисунок 16.8. Термическая правка заготовки, претерпевшей деформацию изгиба в процессе наплавки: 1- после наплавки, 2- зоны нагрева, 3 - после термической правки.
Зоны нагрева претерпевают пластическую деформацию, а после охлаждения - остаточное укорочение. Последнее обусловливает деформацию сварной заготовки, противоположную по знаку сварочной деформации. Для уменьшения сварочных напряжений также проводят прокатку или проковку сварных швов и околошовной зоны.
|
из
5.00
|
Обсуждение в статье: Общие принципы конструирования сварных заготовок |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы