 |
Главная |


Классификация контактных устройств
|
из
5.00
|
При выборе конструкции контактного устройства учитывают как их гидродинамические и массообменные характеристики, так и экономические показатели работы колонны при использовании того или иного типа контактных устройств. При выборе типа контактных устройств обычно руководствуются следующими основными показателями:
а) производительностью;
б) гидравлическим сопротивлением;
в) коэффициентом полезного действия;
г) диапазоном рабочих нагрузок;
д) возможностью работы на средах, склонных к образованию смолистых или других отложений;
е) материалоемкостью;
ж) простотой конструкции, удобством изготовления, монтажа и ремонта.
Основные принципы классификации тарелок.В настоящее время в промышленной практике известны сотни различных конструкций тарелок, которые можно классифицировать по способу передачи жидкости с тарелки на тарелку, по способу взаимодействия жидкой и паровой (газовой) фаз, по характеру диспергирования взаимодействующих фаз, по конструкции устройства для ввода пара (газа) в жидкость и др.
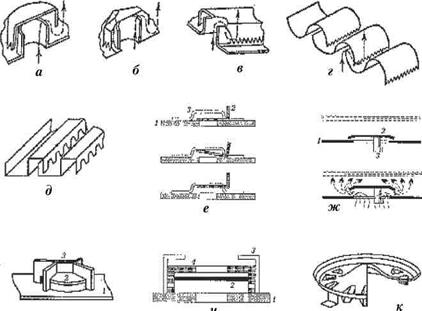
По способу передачи жидкости различают тарелки со специальными переточными устройствами и тарелки провальные. У тарелок со специальными переточными устройствами жидкость перетекает с тарелки на тарелку отдельно от потока пара через специальные каналы (рис. VII-2). В зависимости от нагрузки по жидкости и технологического назначения колонны переток жидкости может осуществляться одним, двумя и более потоками (рис. VII-2, а —в). При применении тарелок с большим числом потоков следует учитывать, что при этом уменьшается длина пути жидкости на тарелке и, как следствие, снижается эффективность массопередачи.
В пределах полотна тарелки течение жидкой фазы можно направить по горизонтальной поверхности или по слегка наклонной в сторону слива как в одном уровне, так и каскадом (рис. VII-2, г). Применение каскадных тарелок позволяет уменьшить значение градиента уровня жидкости, что обеспечивает в колоннах большого диаметра более эффективную работу тарелок. Однако в этом случае увеличивается расстояние между тарелками и усложняется конструкция полотна.
При низких значениях нагрузки по жидкости обычно используют переливные трубы (рис. VII-2, д) или специальные конструкции переливов с кольцевым движением жидкости на тарелке (рис. VII-2, е). В последнем случае корпус аппарата и полотно тарелки разделяются вертикальной перегородкой на две части, что позволяет вдвое уменьшить длину сливной перегородки и увеличить нагрузку по жидкости на единицу длины сливной перегородки.
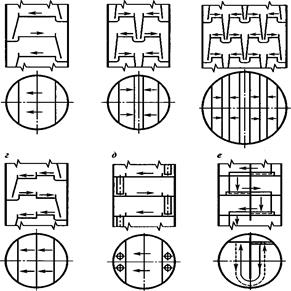 |  | ||
Стремление увеличить производительность колонны по паровой фазе привело к разработке переливных устройств (рис. VII-2, ж), оснащенных в месте ввода жидкости на тарелку дополнительной горизонтальной перегородкой, под которой располагаются контактные элементы. Такая конструкция устраняет «мертвые» зоны под сливным карманом, что позволяет увеличить производительность колонны на 10н-20 %.Конструкции тарелок, приведенных на рис. VII-2, и, оснащены специальными переливными устройствами, распределенными по полотну и не доходящими до нижележащей тарелки. Применение таких тарелок целесообразно при повышенных нагрузках по жидкости. Тарелки с двумя зонами контакта фаз (см. рис. VII-2, и) обеспечивают взаимодействие жидкости и пара как в барботажном слое на полотне тарелки, так и в стекающих струях, что увеличивает эффективность массопередачи.
Рис. VII-2. Различные схемы организации движения потока жидкости на тарелках с переливными устройствами:
а — однопоточная; б — двухпоточная; в — четырехпоточная; г — каскадная; д — с переливными трубами; е — с кольцевым движением жидкости на тарелке; ж — тарелка NYE фирмы "Glitsch"; ;з — с двумя зонами контакта фаз
|
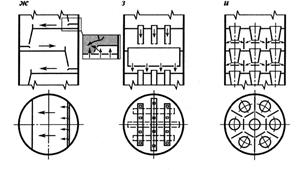
Контакт между жидкой и паровой фазами осуществляется главным образом по схемам перекрестного тока (тарелки с переливными устройствами) (рис. VII-3, а) или противотока (провальные тарелки) (рис. VII-3, в). В последние годы получили распространение перекрестно-прямоточные контактные устройства, использующие сочетание перекрестного тока и прямотока в зоне контакта фаз, что в целом обеспечивает высокие показатели по производительности и эффективности (рис. VII-3, б). Скоростные прямоточные тарелки (рис. VII-3, г) обеспечивают контактирование пара и жидкости в закрученном восходящем потоке.
Для повышения производительности тарелки используют для контактирования фаз прямоток, а для повышения эффективности взаимодействия фаз предпочитают перекрестный ток или противоток.
;
Рис. VII-3. Основные схемы движения пара и жидкости в контактной зоне тарелки:
а — перекрестный ток; б — перекрестный прямоток; в — противоток г — прямоток
Противоточные тарелки характеризуются высокой производительностью по жидкости, простотой конструкции и малой металлоемкостью. Основной их недостаток - низкая эффективность и узкий диапазон устойчивой работы, неравномерное распределение потоков по сечению колонны, что существенно ограничивает их применение.
Прямоточные тарелки отличаются повышенной производительностью, но умеренной эффективностью разделения, повышенным гидравлическим сопротивлением и трудоемкостью изготовления, они предпочтительны для применения в процессах разделения под давлением.
Перекрестноточные тарелки характеризуются в целом (за исключением ситчатых) наибольшей разделительной способностью, поскольку время пребывания жидкости на них наибольшее по сравнению с другими типами тарелок. Перекрестноточным типам тарелок, получившим в современной технологии переработки нефти и газа преимущественное применение, относятся:
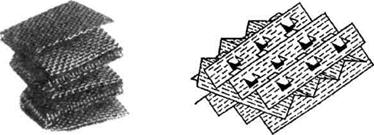
1) тарелки с нерегулируемым сечением контактирующих фаз следующих конструкций: ситчатые, ситчатые с отбойниками, колпачковые с круглыми, прямоугольными, шестигранными, S-образными, желобчатыми колпачками (рис. 3.10 а–д);
2) тарелки с регулируемым сечением следующих конструкций: клапанные с капсульными, дисковыми, пластинчатыми, дисковыми эжекционными клапанами; клапанные с балластом; комбинированные колпачково-клапанные (например, S-образные и ситчатые с клапаном) (рис. 3.10е–к) и др.
Перекрестно-прямоточные тарелки отличаются от перекрестноточных тем, что в них энергия газа (пара) используется для организации направленного движения жидкости по тарелке, тем самым устраняется поперечная неравномерность и обратное перемешивание жидкости на тарелке и в результате повышается производительность колонны. Однако эффективность контакта в них несколько меньше, чем в перекрестноточных тарелках.(рис.3.10 л).
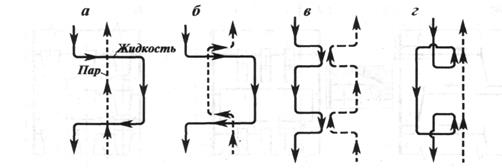
По характеру диспергирования взаимодействующих фаз различают тарелки барботажного и струйного типов. На тарелках пар (газ), диспергируясь на мелкие пузырьки и струи, с большой скоростью проходит через слой жидкости. Образующаяся при этом газожидкостная система называется пеной. Режим взаимодействия фаз, когда пар является дисперсной фазой, а жидкость сплошной фазой, называется барботажным, а тарелки, реализующие этот режим работы, называются барботажными. У барботажных тарелок элементы контактных устройств (колпачки, клапаны, отверстия) создают в слое жидкости движение пара почти в вертикальном направлении. Барботажный режим имеет место при относительно небольших скоростях пара.
При больших скоростях пара дисперсной фазой становится жидкость, а пар — сплошной фазой. Контакт между фазами осуществляется на поверхности капель и струй жидкости, движущихся в межтарельчатом пространстве с большой скоростью. Этот режим называется струйным, а контактные устройства, основанные на этом принципе взаимодействия фаз, — струйными.
При струйном режиме контакт между паром (газом) и жидкостью осуществляется в прямотоке. Необходимо отметить, что при реализации чистого прямоточного движения контактирующих фаз, несмотря на значительное повышение производительности аппарата, эффективность такого взаимодействия в пределах отдельного контактного элемента обычно невысока и ограничена условиями достижения равновесия на выходе из области контактной зоны, где осуществляется прямоток фаз. Для повышения общей эффективности взаимодействия контактирующих фаз прибегают к различным способам локализации (компенсации) прямотока.
Устройство и работа барботажной тарелки.Рассмотрим особенности работы барботажной тарелки на примере колпачковой тарелки с круглыми колпачками, схема которой приведена на рис. VII-7.
 |
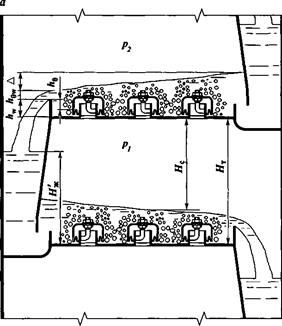 |
Рис. VII-7. Схема работы барботажной тарелки с круглыми колпачками:
а — общий вид тарелки; 6 — схема барботажа газа в зоне контакта
Жидкость поступает на полотно тарелки из переливного устройства (рис. VII-7, а) и течет от приточной стороны тарелки к сточной, при этом на тарелке возникает градиент уровня жидкости ∆. Стенка переливного устройства погружена в жидкость, находящуюся на нижележащей тарелке, что обеспечивает в колонне соответствующий гидравлический затвор, исключающий возможность прохождения паров через переливное устройство. Уровень жидкости Н'ж в переливном устройстве выше уровня жидкости на тарелке, что обеспечивает необходимый расход жидкости.
Высота слоя жидкости на полотне тарелки определяется высотой сливной перегородки hw и подпором жидкости над гребнем слива how. Изменяя высоту сливной перегородки, можно менять уровень жидкости на тарелке.
Вследствие разности давлений P1 > Р2 между двумя смежными тарелками и наличия гидравлического затвора в переливном устройстве поток паров направляется через паровые патрубки под колпачки и через прорези в его нижних кромках поступает в слой жидкости на тарелке. При барботаже, т. е. прохождении газа (пара) сквозь слой жидкости, осуществляется контакт между фазами и протекает процесс массообмена между ними.
К недостаткам колпачковых тарелок следует отнести низкую удельную производительность, относительно высокое гидравлическое сопротивление, большую металлоемкость, сложность и высокую стоимость изготовления.
Бесколпачковые барботажные тарелки (из S-образных элементов, клапанные, струйные, ситчатые), снабженные переливными устройствами, по принципу работы аналогичны работе колпачковой тарелки. У этих тарелок поток паров разбивается на струи в соответствии с числом отверстий, имеющихся на тарелке. Слой жидкости удерживается на таких тарелках благодаря напору потока паров, проходящих через отверстия в полотне тарелки. Высота слоя жидкости регулируется высотой сливной перегородки hw. При недостаточном напоре паров жидкость начинает стекать на нижележащую тарелку через те же отверстия, через которые проходит и пар, в связи с чем поддержание необходимого уровня жидкости на тарелке становится невозможным
Тарелки из S-образных элементов(рис. VII-8) являются разновидностью колпачковых тарелок и состоят из отдельных элементов, каждый из которых образует одновременно полость для паров и жидкости.. Профиль S-образного элемента имеет повышенную жесткость, что позволяет изготавливать их из стального листа толщиной 2 мм и при диаметре колонны до 4000 мм не применять промежуточных опорных балок.
|
Жидкость движется единым потоком по тарелке в направлении к сливу, проходя над S-образными элементами и переливаясь через них. Пары проходят через прорези S-образных элементов, барботируют через жидкость и при этом способствуют ее движению по тарелке.
|
Рис. 2.7. Тарелка с S-образными элементами: а — общий вид; б — схема
Более прогрессивны и эффективны, по сравнению с колпачковыми, комбинированные колпачково-клапанные тарелки. Так, S-образная тарелка с клапаном работает следующим образом: при низких скоростях газ (пар) барботирует преимущественно через прорези S-образных элементов, и при достижении некоторой скорости газа включается в работу клапан. Такая двухстадийная работа тарелки позволяет повысить производительность ректификационной колонны на 25…30 % и сохранить высокую эффективность разделения в широком диапазоне рабочих нагрузок.
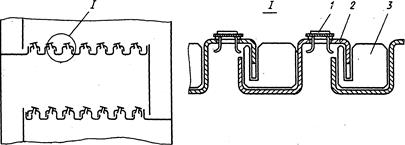
Рис. 2.8. Тарелка с S-образными элементами и клапанами
Клапанные тарелки.Принцип действия клапанных тарелок состоит в том, что свободно лежащий над отверстием в тарелке клапан различной формы автоматически регулирует величину площади зазора между клапаном и плоскостью тарелки в зависимости от газопаровой нагрузки и тем самым поддерживает постоянной (в пределах высоты подъема клапана) скорость газа и, следовательно, гидравлическое сопротивление тарелки в целом.
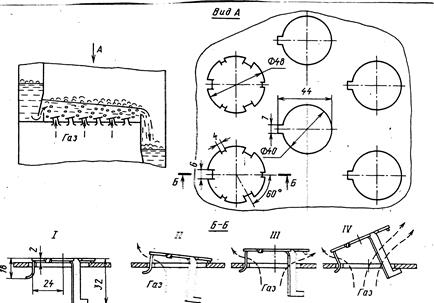
Рис. 2.9. Клапанно-прямоточная тарелка
Высота подъема клапана ограничивается высотой ограничителя (кронштейна, ножки).Отличительной особенностью клапанных тарелок является увеличение их свободного сечения по мере увеличения скорости газа. Благодаря этому скорость газа при его выходе в слой жидкости остается примерно постоянной вплоть до полного открытия клапана. Перекрытие отверстий тарелки саморегулирующимися клапанами позволяет расширить интервал рабочих нагрузок.
|
. 
|
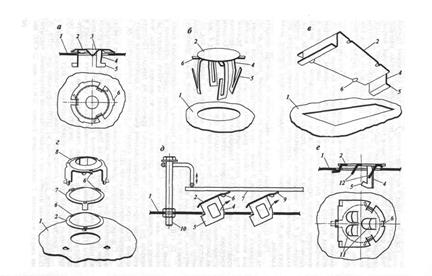
Рис. 3.10. Типы некоторых колпачков и клапанов: колпачки: а — круглый; б — шестигранный; в — прямоугольный; г — желобчатый; д — S-образный; клапаны: е — прямоугольный; ж — круглый с нижним ограничителем; з — то же с верхним ограничителем; и — балластный; к — дисковый эжекционный перекрестноточный; л — пластинчатый перекрестно-прямоточный; м — S-образный колпачок с клапаном; 1 — диск тарелки; 2 — клапан; 3 — ограничитель; 4 — балласт
Среди клапанных тарелок нового поколения можно отметить дисковые эжекционные (перекрестноточные) и пластинчатые перекрестно-прямоточные тарелки, внедрение которых на ряде НПЗ страны позволило улучшить технико-экономические показатели установок перегонки нефти (рис. 3.10к, л) 1.
Эжекционная клапанная тарелка представляет собой полотно с отверстиями (∅ 90 мм) и переливными устройствами. В отверстия полотна тарелок устанавливаются клапаны, представляющие собой вогнутый диск (∅ 110 мм) с просечными отверстиями (каналами) для эжекции жидкости, имеющий распределительный выступ для равномерного стока жидкости в эжекционные каналы. Клапаны имеют 4 ограничительные ножки и 12 эжекционных каналов. Они изготавливаются штамповкой из нержавеющей стали толщиной 0,8...1,0 мм. Масса одного клапана составляет всего 80…90 г (а капсульного с паровым пространством — 5…6 кг).
При минимальных нагрузках по парам клапаны работают в динамическом режиме. При увеличении нагрузки клапаны приподнимаются в пределе до упора ограничителей и начинается эжекция жидкости над клапанами, что способствует более интенсивному перемешиванию жидкости в надклапанном пространстве. Распределительный выступ на клапане при остановке колонны способствует полному стоку жидкости с тарелки.
Опытно-промышленные испытания показали высокие эксплуатационные их достоинства: устойчивость и равномерность работы в широком диапазоне нагрузок без уноса жидкости; исключительно высокий КПД (≈ 80…100 %), высокая производительность, превышающая на ≈ 20 % производительность колпачковых тарелок, и т. д.
Среди известных в настоящее время конструкций клапанных тарелок с перекрестным движением фаз особое место занимает тарелка, разработанная фирмой "Glitsch", с дисковыми клапанами V-1, у которых направляющие с нижними ограничителями подъема штампуются заодно с клапаном и отгибаются затем под углом 90°. Края клапана несколько отогнуты вниз, что повышает локальную скорость газа при выходе его из-под клапана. Эти тарелки многие годы успешно эксплуатируются в промышленности и хорошо себя зарекомендовали.
|
Рис. V1I-9. Конструкции клапанных тарелок:
а — дисковый клапан фирмы "Nutter"; б — дисковый клапан фирмы "Sulzer"; в — трапециевидный клапан ВНИИнефтемаша; г — балластный клапан V-4 фирмы "Glitsch"; д — балластный клапан ВНИИнефтемаша; е — прямоточный клапан РГУ нефти и газа им. И.М. Губкина; 1 — полотно тарелки; 2 — клапан; 3 — коническое углубление; 4 — направляющие; 5 — ограничители вертикального подъема; 6 — ограничители начального зазора; 7 — балласт; 8 — специальный ограничитель подъема; 9 — рычаг; 10 — болт; 11 — отверстия в клапане; 12 — козырьки
На рис. VII-9, а представлена конструкция тарелки с дисковыми клапанами, являющаяся дальнейшим усовершенствованием клапана V-1. В отверстиях полотна 1 тарелки установлены дисковые клапаны 2, которые центрируются тремя, расположенными под углом 120°, направляющими 4, имеющими нижние ограничители подъема 5. Начальный зазор между кромкой диска клапана и полотном тарелки получают при помощи ограничителей 6. Для уменьшения гидравлического сопротивления в центре клапана выполнено коническое углубление 3, направленное навстречу потоку пара, что обеспечивает плавное обтекание паровым потоком диска клапана.
При сборке клапанных тарелок в зависимости от диаметра аппарата на полотне одной тарелки устанавливают от нескольких десятков до нескольких тысяч клапанов
Существует тарелка с трапециевидными клапанами (рис. VII-9, в), у которых меньшее основание трапеции обращено в сторону слива жидкости.
С целью повышения производительности тарелки, увеличения поверхности контакта фаз и расширения диапазона устойчивой работы разработаны балластные клапанные тарелки (рис. VII-9, г). При малых нагрузках по пару тарелка работает как обычная с дисковыми клапанами меньшей массы. При увеличении нагрузки дисковый клапан упирается в балласт и работает совместно с ним как один утяжеленный клапан. Такая конструкция позволяет расширить диапазон саморегулирования и уменьшить сопротивление тарелки(на 10…15 %), особенно при низких нагрузках по пару.
Представляет интерес конструкция прямоточной клапанной тарелки с групповым балластом (рис. VII-9, д).
На рис. VII-9, е представлена конструкция прямоточной клапанной тарелки с перфорированными клапанами, в которой выгодно сочетаются повышенная производительность прямоточных клапанных тарелок и высокая эффективность ситчатых тарелок. В отверстиях горизонтального полотна 1 установлены пластинчатые клапаны 2, имеющие отверстия с козырьками 12, высота которых увеличивается в сторону открытия клапанов.
|
Рис. 2.14. Элемент ситчато-клапанной
тарелки
При небольших нагрузках пар проходит через отверстия в клапанах и тарелка работает всем сечением как обычная ситчатая. В области повышенных газовых нагрузок одна часть парового потока выходит из-под клапанов в прямотоке с жидкостью, а другая направляется козырьками в отверстия клапанов.
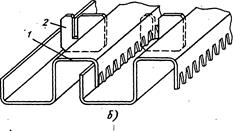
Струйные тарелки.У струйных тарелок контактные элементы (просечки, лепестки и т. п.) расположены таким образом, что пар, выходящий в жидкость под некоторым углом к горизонту, приобретает горизонтальную составляющую скорости, совпадающую с направлением движения жидкости по тарелке или под некоторым углом к нему. Благодаря этому можно создать наиболее благоприятные условия для эффективного контакта фаз при высокой производительности контактного устройства. При чисто прямоточном движении фаз и большой скорости пара происходит снос жидкости в направлении сливного кармана, что затрудняет работу переливного устройства и приводит к снижению эффективности работы тарелки.
Чтобы избежать этого, прибегают к различным приемам, позволяющим локализировать (скомпенсировать) прямоточное движение фаз и не допустить его распространения на всю тарелку, примером может служить установка поперечных секционирующих перегородок (рис. VII-10, б и д), создание движения фаз в пересекающихся направлениях, когда оси соседних лепестков расположены во взаимно перпендикулярном направлении или образуют пучок прямых (рис. VII-10, в и г) и т.п.
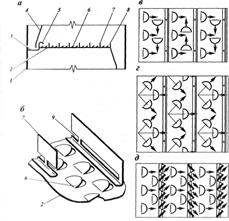
Рис. V1I-10. Схема струйно-направленной тарелки с вертикальными поперечными секционирующими перегородками:
а — общий вид; б — схема контактной зоны; в — ввод части потока пара поперек потока жидкости; г — ввод части потока пара под углом кпотоку жидкости; д — установка поперечных перегородок в форме гребенки: 1 — корпус колонны; 2 — полотно тарелки; 3 — приемный карман; 4 — стенка переливного кармана; 5 — подпорная перегородка; 6 — лепесток (язычок); 7 — вертикальная перегородка; 8 — сливная перегородка; 9 — прорезь в вертикальной перегородке
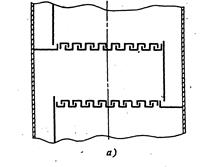
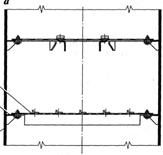
Тарелки провального типа(рис. VII-11) перекрывают все сечение колонны и состоят из отдельных секций, укрепленных на опорном кольце и балках каркаса. Для прохода паровой и жидкой фаз выполнены отверстия или прорези, площадь которых составляет от 10 до 30 % площади всей тарелки. На тарелках провального типа паровая и жидкая фазы контактируют по схеме противотока, благодаря чему происходит интенсивное перемешивание жидкости по всей высоте контактной зоны.
|
 г
г
|

Рис. V1I-11. Схемы тарелок провального типа:
а — решетчатая тарелка; б — ситчатая волнистая тарелка; в — решетчатая тарелка с отогнутыми кромками щелей; г — ситчатая
Пар и жидкость проходят через одни и те же каналы, при этом места стока жидкости и прохода паров случайным образом перемещаются по площади тарелки.
Тарелки этого типа гораздо более чувствительны к изменению нагрузок по жидкости и пару и имеют более узкий диапазон рабочих нагрузок , чем тарелки со специальными переливными устройствами. При небольшой паровой нагрузке напор паров недостаточен для образования слоя жидкости на тарелке. При больших паровых нагрузках сопротивление течению жидкости через отверстия тарелки становится столь значительным, что пена заполняет практически все межтарельчатое пространство и нормальный переток жидкости с тарелки на тарелку нарушается. При этом резко возрастает гидравлическое сопротивление потоку паров. Такой режим работы называется захлебыванием и определяет предельные паровую и жидкостную нагрузки колонны.
Стандартные провальные решетчатые тарелки диаметром 1000 — 3000 мм имеют ширину прямоугольных прорезей 6X60 мм, шаг от 10 до 36 мм. На двух смежных тарелках прорези выполняют во взаимно перпендикулярных направлениях. На рис. VII-11, а показан прогрессивный вариант изготовления решетчатой провальной тарелки, когда край полотна отгибается и выполняет роль несущей балки. Такая конструкция применяется при переработке коррозионных продуктов и позволяет изготовить полотно и опорные конструкции из легированной стали.
Ситчатые тарелки с отбойниками имеют относительно низкое гидравлическое сопротивление, повышенную производительность, но более узкий рабочий диапазон по сравнению с колпачковыми тарелками. Применяются преимущественно в вакуумных колоннах.
Для увеличения производительности и эффективности провальных тарелок за счет более равномерного распределения потоков по сечению колонны применяют ситчатые волнистые тарелки (рис. VII-11, б), решетчатые тарелки с отогнутыми кромками щелей (рис. VII-11, в).
Насадки
Насадочные колонны применяются преимущественно в малотоннажных производствах и при необходимости проведения массообменных процессов с малым перепадом давления. Благодаря созданию в последние годы новых типов насадок, позволяющих значительно снизить задержку жидкости в контактной зоне и гидравлическое сопротивление аппарата, создались перспективы применения их для многотоннажных производств (вакуумная ректификация мазута, газоразделение и др.).
Основными конструктивными характеристиками насадки являются ее удельная поверхность и свободный объем.
Удельная поверхность насадки f — это суммарная поверхность насадочных тел в единице занимаемого насадкой объема аппарата. Удельную поверхность обычно измеряют в м2/м3. Чем больше удельная поверхность насадки, тем выше эффективность колонны, но ниже производительность и больше гидравлическое сопротивление.
Под свободным объемом насадки е понимают суммарный объем пустот между насадочными телами в единице объема, занимаемого насадкой. Свободный объем измеряют в м3/м3. Чем больше свободный объем насадки, тем выше ее производительность и меньше гидравлическое сопротивление, однако при этом снижается эффективность работы насадки.
Конструкции насадок, применяемых в промышленных аппаратах нефтегазопереработки и нефтехимии, можно разделить на две группы — нерегулярные (насыпные) и регулярные насадки.
В зависимости от используемого для изготовления насадки материала они разделяются на металлические, керамические, пластмассовые, стеклянные, стеклопластиковые и др.
По способу изготовления элементы насадки бывают штампованные, литые, прокатанные, полученные методом экструзии и т. п.
На эффективность работы насадки в значительной степени влияет смачиваемость жидкостью поверхности элементов насадки. Для улучшения смачиваемости элементов насадки их зачастую подвергают специальной обработке, создают искусственным путем шероховатости или делают на поверхности просечки, выступы и т. д.
К насадкам предъявляются следующие основные требования:
1) большая удельная поверхность;
2) хорошая смачиваемость жидкостью;
3) малое гидравлическое сопротивление;
4) равномерность распределения жидких и газовых (паровых) потоков;
5) высокие химическая стойкость и механическая прочность;
6) низкая стоимость.
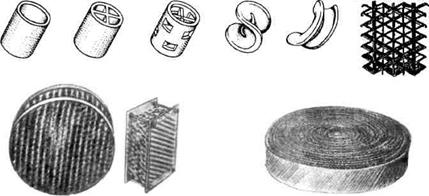
Насадок, полностью удовлетворяющих всем указанным требованиям, не существует, поскольку некоторые из требований противоречивы, например, пункты 1 и 3. При нормальной эксплуатации насадочных колонн массообмен происходит в основном в пленочном режиме на смоченной жидкостью поверхности насадок. Естественно, чем больше удельная поверхность насадки, тем эффективнее массообменный процесс. Однако насадки с высокой удельной поверхностью характеризуются повышенным гидравлическим сопротивлением. В химической промышленности и нефтегазопереработке применяют разнообразные по форме и размерам насадки, изготавливаемые из различных материалов (керамика, фарфор, сталь, пластмассы и др.) (рис. 3.12).
|
| ж з |
|
а б в г д е
Рис. 3.12. Типы насадок: кольца: а — Рашига; б — Лессинга; в — Паля; седла: г — Берля; д — «Инталлокс»; ситчатые и из перфорированного металлического листа: е — «Спрейпак», ж — Зульцер; з — Гудлоу; и — складчатый кубик; к — Перформ-Грид
Нерегулярные (насыпные) насадки.В качестве нерегулярных наcадок используют твердые тела различной формы, загруженные в корпус колонны в навал. В результате в колонне образуется сложная пространственная структура, обеспечивающая значительную поверхность контакта фаз.
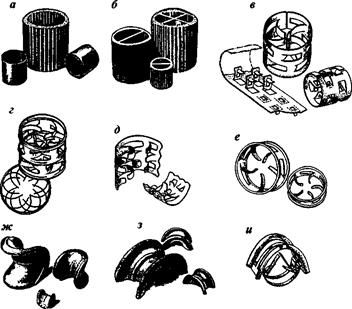
Рис. VII-24. Нерегулярные (насыпные) насадки:
а — кольца Рашига; б — кольца Рашига с перегородками; в — кольца Палля; г — кольца Ну-Рак фирмы "Norton"; д — полукольца Levapak; e — кольца Cascade Mini-Rings фирмы "Glitsch"; ж — седла Берля; з — седла Инталлокс; и — седла Инталлокс фирмы "Norton"
Среди насадок, засыпаемых внавал, широкое распространение получили кольца Рашига, представляющие собой отрезки труб, высота которых равна наружному диаметру (рис. VII-24, а). Низкая стоимость и простота изготовления колец Рашига делают их одним из самых распространенных типов насадок. Для интенсификации процесса массообмена разработаны конструкции цилиндрических насадок с перегородками диаметрально расположенными, крестообразными или выполненных в виде лопастей (рис. VII-24, б). По сравнению с другими типами насадок кольца Рашига обладают относительно невысокой производительностью и сравнительно высоким сопротивлением.
Промышленное использование в настоящее время нашла одна из разновидностей кольцевых насадок — кольца Палля (рис. VII-24, в). При изготовлении таких колец на боковых стенках сделаны два ряда прямоугольных, смещенных относительно друг друга надрезов, лепестки которых отогнуты внутрь насадки. Конструкция колец Палля по сравнению с кольцами Рашига позволяет при их близких геометрических параметрах в 1,2 раза увеличить пропускную способность, в 1,6 — 4 раза снизить гидравлическое сопротивление и почти на 25 % увеличить ее эффективность.
На рис. VII-24, г приведена насадка Ну-Рак (Хай-Пек), разработанная фирмой "Norton". Она представляет собой цилиндрические кольца, на боковой поверхности которых также выполнены отверстия, но в отличие от колец Палля каждый лепесток кроме того разрезан вдоль и отогнут внутри.
Основной недостаток нерегулярных (насыпных) насадок, ограничивающий их применение в крупнотоннажных производствах, - неравномерность распределения контактирующих потоков по сечению аппарата. кольца в противоположные стороны. Боковая поверхность элемента имеет три кольцевых ребра жесткости, что обеспечивает определенный зазор между кольцами в слое и увеличивает долю свободного объема. Во внутренней полости колец Ну-Pak происходит турбулизация парового потока и интенсивное дробление жидкости, что позволяет по сравнению с кольцами Палля при близких гидродинамических показателях увеличить интенсивность массообмена на 10—30 %.
На рис. VII-24, д показана насадка Levapak усовершенствованной конструкции, выполненная из колец, разрезанных по образующей на две части, каждая из которых имеет два или три ряда отверстий с язычками разной длины, отогнутыми в смежных рядах в разные стороны. Такая насадка образует слой с равномерно распределенной порозностью и насыпной плотностью, что способствует более равномерному распределению жидкости в слое. Боковые кромки элементов насадки имеют зубцы, что также способствует дополнительному дроблению и турбулизации потоков. Насадка Levapak превосходит кольца Палля по эффективности массопередачи в среднем на 27 % и имеет более низкое (на 23 %) гидравлическое сопротивление.
На рис. VII-24, e показана насыпная насадка Cascade Mini-Rings фирмы "Glitsch". На боковой стенке таких колец выполнен один ряд просечек, лепестки отогнуты внутрь кольца. При загрузке элементов насадки в аппарат осуществляется принцип автоориентации, т.е. кольца в слое ориентируются предпочтительно в открытом для потока паров положении, что обеспечивает равномерное распределение потока жидкости по поверхности насадки, высокую пропускную способность и малое гидравлическое сопротивление.
Основным отличием седлообразных насадок от цилиндрических является их высокая способность к перераспределению потоков жидкости по сечению аппарата. Седла Берля (рис. VII-24, ж), поверхность которых представляет гиперболический параболоид, по сравнению с кольцами Рашига при одинаковых размерах насадочных тел имеют примерно на 25 % большую удельную поверхность и обладают меньшим гидравлическим сопротивлением.
Насадка (рис. VII-24, з), известная как седла Инталлокс, является сегодня наиболее распространенной керамической насадкой. Поверхность ее представляет часть тора. Седла Инталлокс по сравнению с седлами Берля проще в изготовлении, обладают большей механической прочностью, обеспечивают большую однородность размещения насадки и не создают предпочтительных путей для протекания жидкости.
Особое место среди седловидных насадок занимают металлические седла Инталлокс фирмы "Norton" (рис. VII-24, и), образованные дугообразной отбортованной полоской с выштампованной перегородкой и отогнутыми внутрь лепестками. Опыт эксплуатации промышленных аппаратов показал, что эта насадка обеспечивает высокую эффективность даже при низких нагрузках, хорошее самораспределение жидкости, механическую прочность, небольшую массу и давление на стенку аппарата.
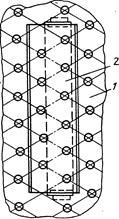
Регулярные насадки, изготавливаемые из сетки, перфорированного металлического листа, многослойных сеток и т. д., обеспечивают более однородное, по сравнению с традиционными насадками из колец и седел, распределение жидкости и пара (газа) в колоннах. Кроме того, они обладают исключительно важным достоинством, таким как низкое гидравлическое сопротивление — в пределе до1…2 мм рт. ст. (130…260 Па) на 1 теоретическую тарелку. По этому показателю они значительно превосходят любой из известных типов тарельчатых контактных устройств.
Регулярные насадкиотличаются упорядоченной ориентацией отдельных структурообразующих элементов в пространстве и их разделяют на две группы — с индивидуальной укладкой и блочные (в том числе рулонные).
Регулярная насадка с индивидуальной укладкой состоит из отдельных элементов (кольца, треугольные призмы с постоянным или переменным по высоте сечением), которые располагают в корпусе колонны слоями. Для упрощения монтажа такой насадки отдельные элементы могут быть предварительно собраны в контейнеры, которые затем устанавливают в корпусе колонны. Широкого применения в промышленности насадки с индивидуальной укладкой не получили, так как это резко увеличивает трудоемкость и себестоимость монтажа.
На рис. VII-26 приведены варианты регулярной блочной насадки. Известны регулярные насадки фирмы "Sulzer", представляющие собой пакет гофрированных листов. Гофрирование листов выполнено под фиксированным к вертикальной оси углом (чаще 30° или 45°) и на смежных листах направлено в противоположные стороны. Имеются модификации такой насадки, изготавливаемые из различных материалов: стального рифленого листа, пластмассы, керамики, фарфора, стекла, графитового волокна. Для колонн диаметром от 200 до 12 000 мм фирма "Sulzer" рекомендует насадку Меллапак, выпускаемую 12 типов. На рис. VII-26, а показан элемент насадки Меллапак 250.Y (число характеризует величину удельной поверхности насадки в м2/м3, a Y указывает на то, что гофрирование листов выполнено под углом 45°).
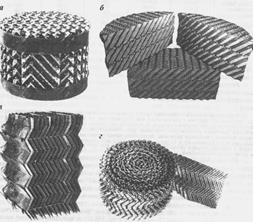
Рис Конструкции регулярных насадок
Конструкция блочной регулярной насадки Инталлокс, разработанная фирмой "Norton", представлена на р
|
из
5.00
|
Обсуждение в статье: Классификация контактных устройств |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы