 |
Главная |


ИСХОДНЫЕ ДАННЫЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
|
из
5.00
|
РЕФЕРАТ
Курсовая работа 33 страницы, 6 рисунков, 10 таблиц, 3 источника.
Цель данной курсовой работы – выбор средств технологического оснащения и расчет показателей механизации и автоматизации технологического процесса ремонта дейдвудной втулки.
В процессе работы был предложен комплекс мер по по повыщению эффективности производства и улучшения качества судоремонных работ, путем замены старого и малоэффективного оборудования и оснастку на современные приспособления, и механизированные технические устройства, такие как: токарный станок с ЧПУ «DMTG CAK 50135di», шлифовальный станок «M1440», установка для металлизации «ARCJET-96», ручная шлифовальная машина «Bosch GWS 12-125 CIE» и сверлильный станок с ЧПУ «Mark Super CNC».
Все предложенные мероприятия позволили значительно сократить применение энергии живой природы, механизировав процесс изготовления.
ВВЕДЕНИЕ
ремонта судов является повышение производительности судор
Целью механизации и автоматизации емонтного производства, обеспечение его качества и безопасности. Морские суда являются сложнейшими техническими объекта и их ремонт требует применения совершенных средств технологического оснащения (СТО). Специфика судоремонтного производства как единичного так и мелкосерийного привела к тому что большое количество средств его механизации и автоматизации разрабатывается и изготавливается на самих судоремонтных предприятиях и нередко существуют в единичных экземплярах. В этой связи возникает необходимость обобщения современного опыта разработки и внедрения СТО при ремонте судов.
Характерной чертой современного судостроения является создание крупных одновинтовых транспортных судов различного назначения. Если ранее на маломощных судах удовлетворительную работу дейдвудной втулки обеспечивали большие запасы прочности, то с введением в эксплуатацию крупнотоннажных судов участились аварии, причиной которых является повреждение дейдвудных втулок. Известно, что выход из строя дейдвудной втулки, а значит и устройства в целом наносит ущерб значительно превышающий стоимость заменяемых деталей.
Дейдвудные втулки до настоящего времени остаются наиболее уязвимым местом судна. Статистика аварий дейдвудных втулок делает эту проблему особо острой. Поэтому в современном судоремонте идут поиски оптимальных методов механизации и автоматизации процесса с целью повышения скорости и качества ремонта дейдвудных втулок.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ОБЪЕКТА МЕХАНИЗАЦИИ (АВТОМАТИЗАЦИИ)
Дейдвудные втулки используются на больших судах для охватывания гребного вала, проходящего от приводного двигателя через корпус судна к гребному винту. Дейдвудная втулка предназначена для стабилизации гребного вала с обеспечением при этом герметичности между вращающимся гребным валом и неподвижной стенкой судна. Дейдвудные втулки расположены в дейдвудной трубе путем запрессовки.
Дейдвудная втулка работает в условиях высоких гидродинамических нагрузок, коррозии.
Дейдвудная втулка изготавливается из латуни ЛЦ40Мц2Л.
Таблица 1 – Химический состав стали ЛЦ40Мц2Л.
| Компоненты | кремний | олово | цинк | марганец |
| Массовая доля, % | 0,2 | 0,5 |
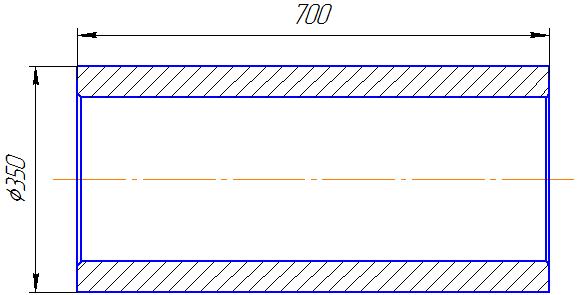
Рисунок 1 – Эскиз кормовой дейдвудной втулки.
ИСХОДНЫЕ ДАННЫЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Таблица 2 – Исходные данные технологического процесса.
| № п/п | Операция, перечень работ | Средства технологического оснащения | Штучное время и его составные части, ч | |||||||

| 
| 
| 
| 
| 
| 
| 
| |||
| Слесарная:засверлить, разделать трещины под сварку, заглушить отверстия для стопорных планок | Слесарный верстак, тисы, зубило, сверлильный станок 2С132 | 1,2 | 0,3 | 0,8 | 1,1 | 0,1 | 1,2 | 0,1 | ||
| Сварочная: заварить трещины аргонодуговой сваркой | Аппарат аргонно-дуговой сварки ТИР-315, аргон,электроды | 0,1 | 0,05 | 0,095 | 0,1 | 0,1 | ||||
| Слесарная:обработать сварочные швы заподлицо с основным металлам | Слесарный верстак, тисы, ручная шлифовальная машина WS620, абразивный круг | 0,8 | 0,1 | 0,5 | 0,6 | 0,2 | 0,8 | 0,2 | ||
| Токарная:точить посадочные места втулки под металлизацию, нарезать «равную» резьбу, выдерживая размеры по операционному эскизу | Токарно-винторезный станок PROMA SPD-1000P , трехкулочковый патрон, центр вращающийся, резец проходной, штангенциркуль, микрометрическая скоба | 1,6 | 3,2 | 4,8 | 5,2 | 5,2 | ||||
| Металлизационная:нанести на посадочные места металлизационное покрытие, выдерживая размеры по операционному эскизу | Металлизационный аппарат ЭМ-12 | 2,0 | 0,9 | 0,8 | 1,7 | 0,3 | 2,0 | 0,3 | ||
| Шлифовальная:шлифовать посадочные места, выдерживая размеры по операционному эскизу | Ручная шлифовальная машина WS620, абразивный круг | 3,0 | 0,3 | 1,4 | 1,7 | 1,3 | 3,0 | 1,3 |
Окончание табл. 2
| Слесарная:подготовить втулку для гидравлических испытаний, испытать, предъявить ОТК. Восстановить отверстия для стопорных планок | Слесарный верстак, тисы, насос ОНЦ 100/50 «Ермак», усилитель давления «УРРД», сверлильный станок 2С132 | 2,5 | 0,4 | 1,3 | 1,7 | 0,8 | 2,5 | 0,8 | ||
| Контрольная:окончательный контроль ОТК | Кантовочная площадка, микрометрическая скоба 350 мм, штангенциркуль | 0,3 | 0,1 | 0,2 | 0,3 | 0,3 |
В данной таблице и в хронограммах, приведенных ниже, приняты следующие обозначения:
 штучное время, равное интервалу времени, определяемому отношением цикла технологической операции к числу изделий, одновременно изготавливаемых на одном рабочем месте;
штучное время, равное интервалу времени, определяемому отношением цикла технологической операции к числу изделий, одновременно изготавливаемых на одном рабочем месте;
 ручное время, равное части штучного времени, затрачиваемой людьми при выполнении технологической операции без применения средств технологического оснащения;
ручное время, равное части штучного времени, затрачиваемой людьми при выполнении технологической операции без применения средств технологического оснащения;
 кооперированно-ручное время, равное части штучного времени, затрачиваемой людьми при выполнении технологической операции с применением средств технологического оснащения, приводимой в действие энергией людей или животных;
кооперированно-ручное время, равное части штучного времени, затрачиваемой людьми при выполнении технологической операции с применением средств технологического оснащения, приводимой в действие энергией людей или животных;
 неперекрытое ручное время, равное части штучного времени, определяемой суммой ручного и кооперированно-ручного времени;
неперекрытое ручное время, равное части штучного времени, определяемой суммой ручного и кооперированно-ручного времени;
 машинно-ручное время, равное части штучного времени, затрачиваемой при одновременном применении энергии людей и неживой природы;
машинно-ручное время, равное части штучного времени, затрачиваемой при одновременном применении энергии людей и неживой природы;
 полное ручное время, равное части штучного времени, затрачиваемой людьми при выполнении технологической операции и определяемой в общем случае, суммой ручного, кооперированно-ручного и машинно-ручного времени;
полное ручное время, равное части штучного времени, затрачиваемой людьми при выполнении технологической операции и определяемой в общем случае, суммой ручного, кооперированно-ручного и машинно-ручного времени;
 полное машинное время, равное части штучного времени, определяемой временем функционирования средств технологического оснащения при использовании энергии неживой природы совместно с энергией людей и без нее;
полное машинное время, равное части штучного времени, определяемой временем функционирования средств технологического оснащения при использовании энергии неживой природы совместно с энергией людей и без нее;
 неперекрытое машинное время, равное части штучного времени, определяемой временем функционирования средств технологического оснащения при использовании только энергии неживой природы.
неперекрытое машинное время, равное части штучного времени, определяемой временем функционирования средств технологического оснащения при использовании только энергии неживой природы.
|
из
5.00
|
Обсуждение в статье: ИСХОДНЫЕ ДАННЫЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы