 |
Главная |


Выбор вспомогательного инструмента
|
из
5.00
|
Вспомогательный инструмент служит для соединения режущего инструмента со станком.
Вспомогательный инструмент выбирают по уже выбранному режущему инструменту для данной операции. Он должен иметь установочные поверхности и элементы крепления, соответствующие режущему инструменту. Для универсальных токарных станков вспомогательный инструмент для резцов не требуется . Для токарных станков с ЧПУ вспомогательный инструмент выбирают по литературе [3,312]
В пояснительной записке должны быть указаны: наименование и назначение вспомогательного инструмента, основные присоединительные размеры, позволяющие определить правильность выбора.
3.8 Выбор и расчет режимов резания
Режимы резания назначают так же, как в примере, приведённом в сборнике задач на стр. 76-79 [2]:
1. Устанавливаем глубину резания: t = 
2. Назначаем подачу по карте 17, стр.64-65 [4] - для чернового точения, по карте 18, стр.66 [4] - для чернового растачивания; по карте 19, стр.67-68[4] и по карте 20, стр.69-70[4] - для чистового точения.
3. Определяем скорость главного движения резания по карте 23, стр.75-76 [4] - для стали, по карте 25, стр.79 [4] - для стали жаропрочной; по карте 26, стр.80[4] - для чугуна; по карте 28, стр.83-85[4] - для алюминиевых и медных сплавов.
При определении скорости резания учитывают прочность (sв) или твердость (НВ) материала, глубину резания (t ) и подачу (So), а также главный угол в плане (j).
Табличное значение Vp необходимо умножить на поправочный коэффициент, зависящий от условий работы инструмента ( Kv ).
4. Определяем частоту вращения шпинделя, соответствующую скорости резания:
n  , (3.1)
, (3.1)
где D - наибольший на обрабатываемом участке диаметр в мм. Найденную частоту вращения корректируем по паспорту станка и устанавливаем действительноезначение – nд.
5. Определяем действительнуюскорость резания:
 (3.2)
(3.2)
6. Определяем мощность, затрачиваемую на резание (только для черновых переходов) по карте 24, стр.77-78 [4] – для стали; по карте 27, стр.82 [4] – для чугуна; по карте 29, стр.86-87 [4] – для алюминиевых и медных сплавов.
7. Проверяем, достаточна ли мощность привода станка. Необходимо, чтобы
Nрез £ Nшп
Мощность на шпинделе станка по приводу: Nшп = Nд×h, (3.3)
где Nд – мощность двигателя привода главного движения (кВт), h = 0,8 – к.п.д. привода. Если выполняется условие Nрез .£ Nшп., то обработка при выбранных режимах на данном станке возможна.×
8. Минутную подачу определяем по формуле: Sмин = Sо×nд (мм/мин) (3.4)
3.9 Расчет нормы времени
Норма штучного времени на операцию при работе на станке с ЧПУ определяется по формуле:
 (стр.14 [4]), (3.5)
(стр.14 [4]), (3.5)
где Та – время автоматической работы по программе.
Та = Тоа + Tв a (стр. 15[4]), (3.6)
где Тоа – время основной автоматической работы (основное автоматное);
Тва – время вспомогательной автоматической работы (вспомогательное автоматное), затрачиваемое на вспомогательные переходы (автоматическую смену инструмента, автоматическое изменение режимов, технологические паузы и т.п.).
 , (3.7)
, (3.7)
где Li – длина шага траектории инструмента;
SМi – минутная скорость подачи па участке.
Время ручной вспомогательной работы:
Тв = Тву +Твсп + Тви (стр. 15[4]) (3.8)
Тву – время на установку и снятие заготовки можно найти по картам 2, 3, 4 на стр. 36- 41 [4].
Твсп – вспомогательное время, связанное с выполнением операции можно найти по карте 8, стр. 50-51 [4]
Тви – время на контрольные измерения - по карте 9, стр. 52 -54 [4].
Тоб – время на техническое и организационное обслуживание рабочего места, отдых и личные надобности - по карте 10, стр. 55 [4].
Ktв – поправочный коэффициент учитывающийсерийность работы (стр. 35 [4]).
3.10 Операционная технологическая карта и карта эскизов заполняются на стандартных бланках в соответствии с ГОСТ 3.1418 - 82
Практическая часть
1. Исходные данные:
Задача. Ступенчатый вал (рисунок 1) подвергается черновой токарной обработке в условиях среднесерийного производства. В качестве заготовки принимается горячекатаный прокат круглого сечения нормальной точности. Исходная заготовка - штучная диаметром D, массой mо. Токарной обработке предшествовала обработка торцов с выдерживанием размера L и зацентровка их с двух сторон. Материал детали –сталь40Х ГОСТ4543-74 (НВ 282,  в=980 МПа).
в=980 МПа).
Требуется спроектировать токарную операцию на указанную обработку
(обрабатываемые поверхности обозначены утолщенными линиями).
Варианты приведены в таблице 1 для обозначений по рисунку 1.
Таблица 1.
| № варианта | Заготовка | Размеры детали, мм | ||||||
| Размеры,мм | Масса, кг | D1 | D2 | L1 | L2 | |||
| D | L | mо | ||||||
| 1 | 80 | 430 | 17 | 51,3 | 76,2 | 117 | 84 | |
| 2 | 95 | 460 | 26,5 | 61,6 | 86,9 | 132 | 79 | |
| 3 | 70 | 320 | 9,7 | 41,5 | 66 | 97 | 74 | |
| 4 | 105 | 450 | 30,5 | 71,4 | 95,8 | 137 | 90 | |
| 5 | 65 | 325 | 8,4 | 36,3 | 61,2 | 78 | 85 | |
| 6 | 110 | 425 | 31,8 | 81,6 | 106,2 | 127 | 110 | |
| 7 | 75 | 400 | 13,9 | 46,3 | 71,6 | 108 | 75 | |
| 8 | 110 | 420 | 31,4 | 76,4 | 101,2 | 132 | 100 | |
| 9 | 90 | 450 | 22,5 | 66,4 | 81 | 127 | 80 | |
| 10 | 60 | 300 | 6,7 | 31,3 | 56,2 | 85 | 70 | |
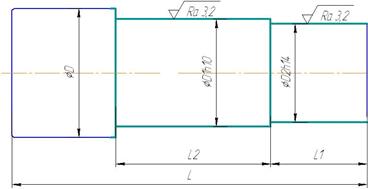
Рисунок 1. Рабочий чертеж обрабатываемой детали.
4. Порядок выполнения работы
4.1. Разработать операционный эскиз с траекторией движения инструмента
4.2. Выбрать приспособление для закрепления заготовки на данном станке.
4.3. Выбрать режущий инструмент.
4.4. Установить последовательность вспомогательных переходов и технологических переходов.
4.5. Выбрать и рассчитать режимы резания.
4.6. Определить нормы времени.
4.7. Заполнить операционную карту.
4.8. Заполнить карту эскизов.
5. Содержание отчета
5.1. Операционный эскиз детали с траекторией движения инструмента.
5.2. Выбор технологической оснастки.
5.3. Определение последовательности вспомогательных и технологических переходов.
5.4. Расчет режимов резания.
5.5. Расчет нормы времени.
5.6. Заполненные стандартные бланки технологической документации.
Примечание:
1.Выполнение работы рассчитано на 3 занятия (6 часов)
1-е занятие –выполнение пунктов 4.1; 4.2; 4.3.
2-е занятие–выполнение пунктов 4.4; 4.5;
3-е занятие–выполнение пункта 4.6, 4.7 .
2. Оформление отчета и карты эскиза выполняется самостоятельно внеаудиторно.
Вопросы для контроля
1. Какие станочные приспособления применяются при токарной обработке?
2. Назвать основные типы токарных резцов.
3. Какая оснастка необходима для применения осевых инструментов (сверл, зенкеров, разверток и т.п.) на токарном станке?
4. Как определяется действительная скорость резания (Vд) при точении на станке с ЧПУ?
5. Что необходимо предпринять, если Nр > Nшп?
6. Как рассчитывается основное автоматное время (Тоа)?
7. На что тратится вспомогательное время, связанное с выполнением операции (Твсп)?
Литература
1. Технология машиностроения: В2кн. Кн.2. Производство деталей машин: Учеб. пособ. для вузов/Э.Л.Жуков, И.И.Козарь, С.Л. Мурашкин и др.; Под ред. С.Л. Мурашкина.-М.: Высш.шк., 2005.-295 с.: ил.
2. ГузеевВ.И., БатуевВ.А., Сурков И.В. Режимы резания для токарных и сверлильно-фрезерных-расточных станков с числовым программным управлением: Справочник, -М: машиностроение, 2005. 368 с
3 Обработка металлов резанием: Справочник технолога/ А.А.Панов., В.В.Аникин, Н.Г.Бойм. и др.: Под общей ред. А.А.Панова. - М.: Машиностроение 1988.-756 с.
4. Общемашиностроительные нормативы времени: вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство. Изд.2-е - М: Машиностроение , 1980. 421с.
|
из
5.00
|
Обсуждение в статье: Выбор вспомогательного инструмента |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы