 |
Главная |


Обработка на токарно-винторезных станках
|
из
5.00
|
Министерство образования и науки Российской Федерации
Федеральное государственное образовательное бюджетное учреждение
Высшего профессионального образования
«Тульский государственный педагогический университет
им. Л.Н. ТОЛСТОГО»
Факультет «Технологии и бизнеса»
Кафедра технологии
Обработка конструкционных материалов
Курс лекций
Автор Ушаков М.В.
ТУЛА-2014
ЛЕКЦИЯ №1
План лекции:
1. Введение. Изделие и его качество. Цели и задачи курса.
2. Взаимозаменяемость изделий.
3. Допуски и посадки.
Наименование дисциплины - "Обработка конструкционных материалов". Лекционный курс - 16 часов, лабораторные работ 32 часов, курсовой проект, срок его сдачи - до 1-го июня.
Отчётность - экзамен.
Контроль посещаемости занятий и усвоения пройденного материала. Еженедельные консультации по курсу. Аттестации. Возможность заниматься НИРС, написанием рефератов, подготовкой выступлений по отдельным темам дисциплины.
По курсовому проекту необходимо:
провести анализ чертежа детали, обосновать методы получения заготовки, провести расчет припусков и режимов резания под механическую обработку, определить крутящий момент привода станка, выбрать технологическое оборудование, металлорежущий и мерительный инструмент, а также технологическую оснастку, спроектировать схемы наладок под механическую обработку, оформить маршрутную и операционные карты технологии обработки.
Литература:
Основная – 1. Бобров В.Ф. Основы теории резания металлов. М., " Машиностроение", 1975 г. ГОСТы.
2. Аршинов В.А., Алексеев Г.А. Резание металлов и режущий инструмент. М., Машиностроение.
3. Чернов Н.Н. Металлорежущие станки, М., Машиностроение, 1988 г.
3. Ростовцев Н.М. Технология обработки конструкционных материалов, Тула, 2000 г.
Дополнительная: Грановский Г.И., Грановский В.Г. Резание металлов. М., Высшая школа, 1985 г.
Введение.
Современная жизнь и производственная деятельность людей характеризуется использованием большого числа машин, механизмов и приспособлений, облегчающих деятельность человека, повышающих его работоспособность и производительность и снижающих временные, трудовые и материальные затраты, необходимые для совершения тех или иных действий.
Учитывая широкую функциональность, в своей деятельности человек использует большую номенклатуру машин, механизмов и приспособлений, позволяющих механически, физически, кинематически и т.д. воздействовать на окружающую среду, обеспечивая себе необходимые условия для жизнедеятельности. Это приводит к необходимости создания машин, состоящих из большого числа элементов – деталей, каждая из которых имеет свою форму, строго определенные размеры, прочность и износостойкость.
Основными материалами, которые используются при создании машин для повышения их надежности, работоспособности, малых габаритов и веса являются материалы повышенной прочности и износостойкости такие как: металлы и конструкционные стали, пластмассы, древесина и т.п. Способы получения данных материалов и первичных изделий ( заготовок ) из них являются наиболее трудоемкими и энергоемкими и не позволяют получить на данном этапе изделия необходимой эксплуатационной формы. Это приводит к необходимости дальнейшей механической обработки заготовок для достижения условий, требуемых при эксплуатации деталей изделий или машин.
Основой создания изделия или машины является ее технический проект, учитывающий условия эксплуатации, эксплуатационные требования и технические условия на изготовления, что выражается в создании сборочных и деталировочных чертежей, а также в содержании пояснительных записок, описывающих полный жизненный цикл изделия ( см. ЕСКД ).
Чертежи изготавливаемых изделий содержат основные требования, предявляемые к их эксплуатационным характеристикам, которые в большинстве случаев выражаются в:
- заданной форме деталей;
- точности получаемых размеров;
- прочности и износостойкости;
- шероховатости контактных поверхностей;
- физико-механических характеристиках контактного слоя поверхности.
Прочность и износостойкость деталей определяется выбором проектировщиком марки и термической обработки материала детали. Остальные показатели в большей степени зависят от способа механической обработки – получения данной детали.
В настоящее время существует значительное число способов механической обработки материалов, позволяющих получать изделия заданной формы с заданной точностью, шероховатостью и качеством поверхностного слоя. К ним можно отнести:
- обработку металлов резанием ( шлифование включено в данный раздел );
- ручную или механическую пригонку или доводку;
- электрохимические и электрофизические методы обработки;
- лучевую, а также электро-магнитную обработку и т.д.
В большинстве случаев требуемая точность размеров деталей не превышает 0.01…0.02 мм, а допускаемые размеры микронеровностей поверхностей ( шероховатость ) находится в пределах 0.02…0.0004 мм. Данные показатели вполне достижимы всеми вышеперечисленными способами обработки, однако наиболее производительным из них является обработка металлов резанием ( в 5…10 раз ). Поэтому данный способ в виде обработки деталей на металлорежущих станках наиболее распространен в производстве. От 40 до 60% производственных мощностей, площадей и трудовых резервов занято данным видом обработки, изучению основ данных процессов посвящен и предмет «Обработка конструкционных материалов».
Цель изучения курса – приобретение элементарных знаний в области технологии машиностроения, резания, металлорежущего оборудования и приспособлений и видах работ, проводимых на них. Это позволит молодым учителям технологии и предпринимательства более грамотно и целенаправленно использовать свои знания в преподавании технологических дисциплин.
При создании какого-либо изделия его основными показателями являются:
- выполнение требуемых функций в заданных режимах и условиях применения;
- надежность функционирования.
Что же такое надежность (ГОСТ 27.002-89)? Это – свойство объекта сохранять во времени в установленных пределах значения всех параметров, характеризующих способность выполнять требуемых функций в заданных режимах и условиях применения, технического обслуживания, хранения и транспортирования.
Как видно данная функция является временной характеристикой. Наиболее значимыми ее показателями являются:
- наработка до отказа – наработка объекта от начала эксплуатации до возникновения первого отказа;
- наработка между отказами – наработка объекта от окончания восстановления его работоспособного состояния после отказа до возникновения следующего отказа;
- время восстановления – продолжительность восстановления работоспособного состояния объекта;
- ресурс – суммарная наработка объекта от начала его эксплуатации или ее возобновления после ремонта до перехода в предельное состояние.
Основными причинами отказов являются: износ поверхностей деталей и случайные поломки в большинстве своем связанные с нарушением правил эксплуатации. Обычно ресурс изделия кратен календарным периодам и составляет 1, 3, 5, 10 лет. Наиболее нагруженные детали машин не всегда могут выдержать данный срок работы, то есть наработка между отказами для них гораздо меньше ресурса. Поэтому в процессе эксплуатации предусматривается замена отказавших деталей и узлов на новые. Это возможно только в случае полной идентичности заменяемой и устанавливаемой деталей. То есть детали и узлы машин и механизмов должны быть полностью взаимозаменяемыми. Это позволяет после ремонта восстановить работоспособность машины и сократить до минимума время восстановления.
Кроме этого специализация производства привела к тому, что технологическое оборудование, оснастка, режущий (сверла, развертки, метчики, плашки и т.п.) и мерительный инструмент изготавливаются на предприятиях, не связанных с предприятием – изготовителем конечных изделий и выпускающих свою продукцию по собственным техническим требованиям. Это потребовало к взаимной увязке размеров и допусков на изготовление деталей как при проектировании, так и при изготовлении. Результатом этого явилось создание единых рядов линейных размеров (ГОСТ ), члены которых определяются как геометрические прогрессии со знаменателями  . Наиболее применимы ряды с n = 5 и n = 10, менее с n = 20 и n = 40.
. Наиболее применимы ряды с n = 5 и n = 10, менее с n = 20 и n = 40.
Кроме этого была разработана единая система допусков и посадок ( СТ СЭВ 145-88, ГОСТ25346-89), определившая систему построения основных отклонений, допусков и посадок для указанных выше размерных рядов.
 Настоящий стандарт распространяется на гладкие элементы деталей, цилиндрические и ограниченные параллельными плоскостями, а также на образованные ими посадки ,и устанавливает термины, определения и условные обозначения, допуски и основные отклонения системы допусков и посадок для размеров до 3150 мм и любых линейных размеров, если они не установлены другими стандартами.
Настоящий стандарт распространяется на гладкие элементы деталей, цилиндрические и ограниченные параллельными плоскостями, а также на образованные ими посадки ,и устанавливает термины, определения и условные обозначения, допуски и основные отклонения системы допусков и посадок для размеров до 3150 мм и любых линейных размеров, если они не установлены другими стандартами.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1.1.Размер — числовое значение линейной величины (диаметра, длины и т. п.) в выбранных единицах измерения.
1.1.2.Наибольший предельный размер - наибольший допустимый размер элемента.
1.1.3.Наименьший предельный размер - наименьший допустимый размер элемента .
1.1.6.Номинальный размер - размер, относительно которого определяются отклонения.
1.1.7.Отклонение - алгебраическая разность между размером (действительным или предельным размером) и соответствующим номинальным размером.
1.1.8. Предельное отклонение - алгебраическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения.
1.1.10. Верхнее отклонение ES, es - алгебраическая разность
между наибольшим предельным и соответствующим номинальным
размерами.
1.1.11. Нижнее отклонение EI, ei — алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами.
1.1.12.Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. В данной системе допусков и посадок основным является отклонение, ближайшее к нулевой. линии.
1.1.13.Нулевая линия-линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные - вниз.
1.1.14.Допуск Т - разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.
1.1.16. Поле допуска - поле, ограниченное наибольшим в наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера.
1.1.17 Квалитет (степень точности) - совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
1.1.19.Вал—термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы.
1.1.20.Отверстие - термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
1.1.21.Основной вал - вал, верхнее отклонение которого равно нулю.
1.1.22.Основное отверстие - отверстие, нижнее отклонение которого равно нулю.
1.1.25.Посадка — характер соединения двух деталей, определяемый разностью их размеров до сборки.
1.1.26.Номинальный размер посадки — номинальный размер, общий для отверстия и вала, составляющих соединение.
1.1.27.Допуск посадки — сумма допусков отверстия и вала, составляющих соединение.
1.1.28. Зазор — разность между размерами отверстия и вала до сборки, если размер отверстия больше размера вала.
1.1.29. Натяг — разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.
1.1.30. Посадка с зазором — посадка, при которой всегда образуется зазор в соединении, т. е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала.
1.1.31. Посадка с натягом - посадка, при которой всегда образуется натяг в соединении, т. е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала .
1.1.32. Переходная посадка- посадка, при которой возможно получение как зазора, так и натяга в соединении, в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично.
1.1.33.Наименьший зазор - разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала в посадке с зазором.
1.1.34.Наибольший зазор - разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала в посадке с зазором или в переходной посадке.
1.1.35. Наименьший натяг- разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия до сборки в посадке с натягом.
1.1.36. Наибольший натяг - разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия до сборки в посадке с натягом или в переходной посадке.
1.1.36. Посадки в системе отверстия - посадки, в которых требуемые зазоры и натяги получаются сочетанием различных по
лей допусков валов с полем допуска основного отверстия.
1.1.37. Посадки в системе вала - посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала .
1.3.1. Квалитеты
Квалитеты обозначаются порядковыми номерами, например, 01, 7, 14.
Допуски по квалитетам обозначаются сочетанием прописных букв IT с порядковым номером квалитета, например, IT01, IT7, IT 14.
1.3.2. Основные отклонения
Основные отклонения обозначаются буквами латинского алфавита, прописными для отверстий (А... ZC) и строчными для валов (a...zc) .
1.3.3. Поле допуска
Поле допуска обозначается сочетанием буквы (букв) основного отклонения и порядкового номера квалитета.
Например: g6, js7, H7, Н11 Обозначение поля допуска указывается после номинального размера элемента.
Например: 40g6, 40H7, 40Н11.
В обоснованных случаях допускается обозначать поле допуска с основным отклонением «Н - символом « + IT», с основным отклонением «h» - символом «-IT», e отклонениями «js» или «JS» — символом «±IТ/2».
Например: + IT14, —IT14, ±1Т14/2.
1.3.4. Посадка
Посадка обозначается дробью, в числителе которой указывается обозначение поля допуска отверстия, а в знаменателе - обозначение поля допуска вала.
Например: H7/g6.
Обозначение посадки указывается после номинального размера посадки.
Например: 40H7/g6.
2. ДОПУСКИ
2.1. Настоящий стандарт устанавливает 20 квалитетов: 01, 0,1, 2...18.
Примечание. Квалитеты от 01 до 5 предназначены преимущественно для калибров.
ЛЕКЦИЯ №2
План лекции:
1. Шероховатость поверхностей.
2. Основы технических измерений.
3. Технологические способы соединения металлических деталей.
Шероховатость поверхностей.
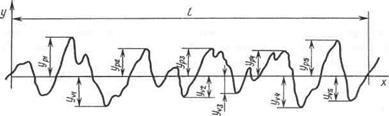
Шероховатость обрабатываемой поверхности задается по ГОСТ25142-82 в виде показателей, определяющих фактическую несущую способность соединения. Основными из них являются следующие:
- высота микронеровностей профиля поверхности определяется в сечении перпендикулярном или параллельном направлению неровностей;
- отклонения профиля определяются относительно базовой линии, проходящей так, что среднеквадратическое отклонение профиля до этой линии минимально;
- длина базовой линии (опорная длина ) должна содержать не менее 10 периодов микронеровностей профиля ( рекомендуемые значения 4, 2.5…0.63…025 мм);
|
- высота неровностей профиля по десяти точкам RZ - cумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины
 ;
;
- среднеарифметическое отклонение профиля Ra - среднеарифметическое абсолютных значений отклонений профиля в пределах базовой длины
 ;
;
- наибольшая высота неровностей профиля Rmax - расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины;
- средний шаг неровностей профиля Sm - среднее значение шага неровностей профиля в пределах базовой длины;
- средний шаг местных выступов профиля S - среднее значение шагов местных выступов профиля, находящихся в пределах базовой длины;
- относительная опорная длина профиля tp – отношение опорной длины профиля к базовой длине
 .
.
Согласно ГОСТ задается 14 классов шероховатости со следующими предельными значениями микронеровностей в мкм
| № кл. | RZ | Ra |
| 2.5 | ||
| 1.25 | ||
| 2.5 | 0.63 | |
| 1.25 | 0.32 | |
| 0.63 | 0.16 | |
| 0.32 | 0.08 | |
| 0.16 | 0.04 | |
| 0.08 | 0.02 | |
| 0.04 | 0.01 |
Каждый класс дополнительно разбивается на 3 группы. Например 7 класс – 1группа 1.25…1, 2 группа 1…0.8, 3 группа 0.8…0.63. На чертежах рекомендуется указывать шероховатость в показателе Ra с численным значением, соответствующим 3-ей группе предыдущего класса. Например: если вы хотите задать шероховатость по 8-ому классу следует указывать - Ra0.8.
Продукция — это результат труда, полученный в определенном месте за определенное время и предназначенный для использования потребителями в целях удовлетворения их материальных или духовных потребностей.
Основы технических измерений.
Любой продукции присущи объективные свойства, особенности, проявляющиеся при ее создании, эксплуатации или потреблении. Совокупность свойств, обусловливающую пригодность продукции удовлетворять определенные потребности в соответствии с ее назначением, называют качеством продукции. При этом свойства продукции, не связанные с ее назначением, считаются не влияющими на ее качество.
Проверка соответствия продукции или процессов, от которых зависит качество продукции, установленным техническим требованиям составляет сущность технического контроля.
Объектом технического контроля могут быть процессы разработки продукции и соответствующая техническая документация, технологические процессы изготовления, применения, транспортировки, хранения, технологического обслуживания и ремонта продукции и собственно продукция.
Технический контроль осуществляют на стадиях проектирования (контроль проектирования), производства (производственный контроль) и эксплуатации (эксплуатационный контроль) продукции. Эксплуатационный контроль — это неотъемлемая составная часть технического диагностирования объектов (диагностика — от греч. diagnosticos — способный распознавать).
Для технического контроля и диагностики важным свойством продукции является контролепригодность. Оно определяет возможность, удобство и надежность технического контроля и диагностирования продукции в процессе изготовления, испытания, технического обслуживания и эксплуатации (ГОСТ 26656—85).
В процессе создания продукции выполняют контроль:
входной (контроль продукции, поступающей к потребителю и предназначаемой для использования при изготовлении (ремонте) другой продукции или для эксплуатации). Основные положения входного контроля установлены ГОСТ 24297—87;
пооперационный (контроль продукции или процесса во время выполнения или после завершения технологической операции);
приемочный (контроль продукции, по результатам которого принимают решение о ее пригодности к поставкам потребителю и использованию).
В эксплуатационном различают входной, профилактический (необязательный) и текущий виды контроля. Контролю подвергают или все единицы (элементы) продукции (сплошной контроль), или некоторую часть (выборочный контроль). При выборочном контроле решение о соответствии (несоответствии) всей продукции установленным техническим требованиям принимают по результатам контроля выборки из исследуемой партии продукции (см. ГОСТ 15895—77; 18321—73). Контроль проводят по запланированному графику (плановый контроль) или в случайные моменты, выбираемые службами контроля (летучий контроль). Эффективность летучего контроля обусловливается его внезапностью для разработчиков и изготовителей продукции. Летучий контроль, как правило, проводят непосредственно на месте изготовления, ремонта, хранения продукции.
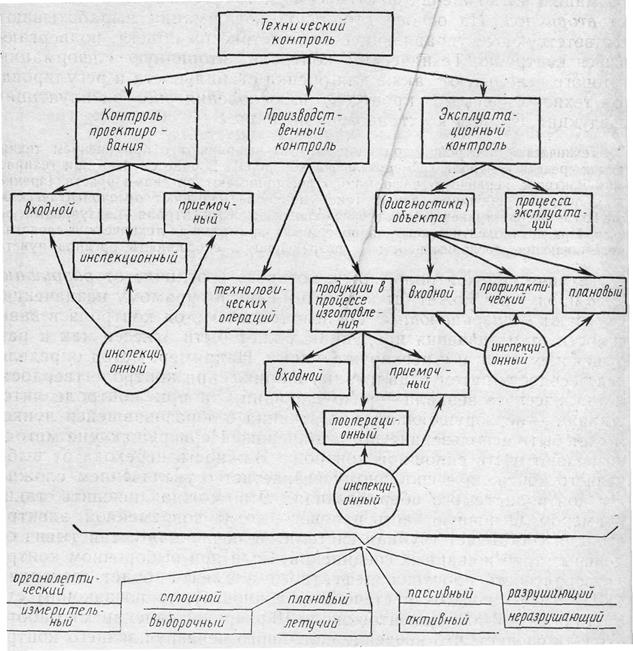
Рис. 1.2. Классификация технического контроля по видам
В ряде случаев с целью проверки эффективности ранее выполненного контроля осуществляют вторичный, инспекционный контроль продукции специально уполномоченными исполнителями. Инспекционный контроль, как правило, летучий и выборочный.
Технический контроль продукции обычно выполняют с применением технических средств контроля (измерительный контроль). В ряде случаев при техническом контроле первичную информацию воспринимают органами чувств (зрение, слух, осязание, обоняние, вкус). Такой контроль называют органолептическим. Наиболее распространенный вид органолептического контроля — визуальный осмотр. При органолептическом контроле могут применяться технические средства, увеличивающие восприимчивость и разрешающую способность органов чувств.
При контроле используются средства контроля ( СК ) общего назначения, способные производить контроль большой номенклатуры изделий, и специальные СК, применяемые для контроля только специальных изделий или параметров.
СК общего назначения подразделяются на:
- для отверстий – пробки ( проходные ПР и непроходные НЕ );
- для валов скобы – ( ПР и НЕ ) односторонние и двухсторонние;
- меры длины – концевые меры ( плитки Иогансона ), штриховые меры ( линейки, рулетки );
- штангенинструмент – штангенциркуль, штангенглубомер, штангенрейсмас;
- микрометрический инструмент – микрометр, глубиномер, нутромер;
- оптические приборы – инструментальные и прекционные микроскопы, оптиметры;
- электроконтактные, индуктивные и емкостные датчики;
- пневматические измерительные приборы ( ротаметры, длинномеры ),
и т.п.
Неразъемные соединения изделий из металла
Основой создания неразъемных соединений является стремление изготовления сложных изделий с наименьшей трудоемкостью и металлоемкостью, а также возможность использования для сложных изделий заготовок ( лист, пруток, труба и т.п. ) заготовок, выпускаемых металлургической промышленностью. В некоторых случаях невозможно изготовление и эксплуатация изделий, изготовленных из одного куска металла.
Основу неразъемных соединений составляют:
- фальцовочные;
- соединения с гарантированным натягом;
- заклепочные;
- паянные;
- сварные;
- клееные.
Фальцовочные соединения применяются при жестяницких работах в основном при гибке листового металла с толщиной до 1 мм ( водосточные трубы, бочки, консервные банки, ящики и короба, а также отбортовка краев ).
Определение первоначальных размеров сгибаемых заготовок сводится к вычислению (помимо прямых участков) длины в пределах закруглений:
А = 2p (R +  )
)  = 0.01744 (R + ) a
= 0.01744 (R + ) a
где R - радиус гибки;
d - толщина заготовки;
a - угол гибки.
Соединения с гарантированным натягом ( в основном валы и втулки ) получаются прессованием ( запрессовкой ) при изготовлении деталей по посадкам Н4…7 / (r4…7 – v4…7).
Усилие запрессовки можно определить как
 с,
с,
где d - посадочный диаметр,
d2 - наружный диаметр втулки,
l - длина втулки,
dТ - величина натяга в мм.
Заклепочные соединения применяются в основном для простоты сборки листовых соединений, а также для соединений, работающих при больших вибрациях и давлениях. Прочность соединения определяется прочностью заклепок
 кГс,
кГс,
где n – число заклепок в соединении,
d – диаметр заклепки в мм,
[sр] - допускаемые напряжения на разрыв материала заклепки в кГс/мм2.
Для установки заклепки в соединяемых деталях сверлится отверстие на 0.1 мм больше диаметра заклепки, а ее конец расклепывается в форму полушара с радиусом, равным диаметру заклепки.
Паяные соединения используются при относительно малых передаваемых нагрузках. Пайка производится в стык или внахлест. Прочность определяется размером шва
 кГс,
кГс,
где l – длина шва в мм,
b – ширина шва в мм,
[sр] - допускаемые напряжения на разрыв материала припоя в кГс/мм2.
Пайке подвергаются в основном соединения не несущие значительных нагрузок. Пайке подвергаются изделия из железа, стали, меди и ее сплавов, а также свинца. Основным принципом пайки является явление смачивания поверхности деталей материалом припоя при нагреве до температуры плавления припоя. В качестве припоев используют материалы типа:
1. оловянно – свинцовистые с без добавления флюса ПОС, ПОССу, ПОСК;
2. серебряные ПСр;
3. медные прутки М1..М2;
4. латунные прутки Л58…Л62;
5. латунные ПМЦ.
В случае использования прутков, не содержащих флюс, со спаиваемых поверхностей предварительно удаляется окисная пленка при нанесении и нагреве соляной кислоты, канифоли и буры.
Сварные соединения имеют прочность близкую к прочности свариваемых материалов. Сварка производится в стык, внахлест, под углом и т.п.
Прочность определяется размером шва
 кГс,
кГс,
где [sр] - допускаемые напряжения на разрыв материала электрода в кГс/мм2.
Кс – коэффициент пористости шва 0.6…0.8.
Материал электрода соответствует материалу свариваемых деталей. Сварка ведется при температуре, превышающей температуру плавления материала. Для раскисления поверхностей используют:
1. защитные среды – газы типа углекислого или аргона;
2. флюсовые обмазки – основной компонент, смесь жидкого стекла с мелом, или бура.
Сварка бывает: электродуговая и электроконтактная ( шовная и точечная), ручная и автоматическая, постоянным и переменным током. Основные марки флюсов ОН, ОП, УОНИ.
Клееные соединения имеют прочность в пределах до 100…120 МПа в зависимости от состава используемого клея. Используются при малых температурах и нагрузках для соединения тонких, листовых и малоразмерных изделий. Склеивание производится в основном внахлест. Прочность определяется размером шва
кГс,
где [sр] - допускаемые напряжения на разрыв материала клея в кГс/мм2.
Перед склеиванием поверхности обезжириваются растворителем или соляной кислотой. Для повышения прочности соединения его выдерживают в течение 1…2 часов при температуре, рекомендуемой для данного состава клея. Основные марки технических клеев: БФ, ЭПу, ВК, «Инструментол», ПВА и т.п.
Основу неразъемных соединений деревянных конструкций составляют клеевые соединения. Склеиванию обычно подвергаются периодические шиповые соединения типа «ласточкин хвост», открытый сквозной (двойной или тройной), усовый и т.п. Дополнительно данные соединения могут упрочняться «нагелями» также посаженными на клей. Основные марки клеев:
1. глютиновые ( животные: костные, жировые, из отходов рыбы);
2. Козеиновые ( основа – обезжиренное молоко);
3. синтетические (фенолформальдегидные, карбомидные).
Прочность клеевого соединения на скалывание достигает 6…10 Мн/м2. Влажность древесины при склеивании не должна превышать 6…10%.
При создании разборных деревянных соединений используют дополнительные элементы крепления, такие как: шурупы, болты с гайками, накладные уголки и пластины.
ЛЕКЦИЯ №3
План лекции:
1. Ручная обработка материалов: оборудование и инструменты, виды и методы обработки.
2. Общие сведения о механической обработке материалов.
К ручной обработке металлов относятся слесарные работы. К основным видам слесарных работ относятся рубка, резка, правка, опиливание, шабрение, гравирование, разметка и др. Размеры инструментов для выполнения указанных видов работ регламентированы ГОСТами и нормалями (табл. 1)
1. Перечень ГОСТов и нормалей на инструмент и приспособления для слесарных работ
| Наименование | % ГОСТ или МН |
| 1. Зубила 2. Крейцмейсели 3. Канавочники 4. Молотки слесарные 5. Молотки пневматические 6. Тиски слесарные 7. Ручные ножовки 8. Ножовочные полотна 9. Кусачки (острозубцы) 10. Ножницы ручные 11. Напильники 12. Борнапильники 13. Надфили 14. Рашпили | 7211-72 7212-74 МН 485-60 2309-54 15997-70 4045-75 МН 524-60 6645-68 7282-75 7210-75 1465-69 МН 2227-61 – МН 2234-61 1513-67 6876-68 |
Рубка.Ударным инструментом при рубке служат слесарные и пневматические молотки, а режущим - зубила, крейцмейсели, канавочники. При выборе слесарного молотка необходимо учитывать размер ширины лезвия зубила: при рубке зубилом на 1 мм ширины его лезвия должно приходиться 30—40 г массы молотка, а для крейцмейселя 80 г. Кроме того, необходимо руководствоваться данными табл. 2. Качество и производительность рубки зависят от угла заострения, значения которого следующие (градусы):
Чугун, твердая сталь, бронза..... 70
Сталь мягкая и средней твердости 60
Латунь, медь, титановые сплавы. 45
Алюминиевые сплавы................... 35
Технология рубки. За один проход следует снимать слой металла толщиной 1,5—2 мм. При рубке вязких металлов рабочую кромку зубила следует смачивать машинным маслом или эмульсией. Хрупкие металлы (чугун, бронза) рекомендуется рубить от края к середине заготовки. Для облегчения и ускорения процесса рубки широких плоскостей рекомендуется предварительно прорубать канавки крейцмейселем, а затем срубать зубилом оставшийся между канавками металл. Толстый листовой или полосовой материал надо надрубать с обеих сторон примерно наполовину, а затем ломать. Точность рубки обычно не выше0,5—1 мм.
С целью механизации процесса рубки применяют пневматические молотки со специальными зубилами.
2. Данные для выбора слесарных молотков
| Масса молотка, г | ||||||||||
| Выполняемые работы | Легкие | Средние | Тяжелые | |||||||
| Категория работающих | Ученики в возрасте 13—14 лет | Ученики в возрасте 15—17 лет | Взрослые рабочие | Физически развитые рабочие | ||||||
| Длина рукоятки молотка, мм | 250—300 | 320—350 400 | ||||||||
Число ударов таких молотков достигает 1000-2400 в минуту при расходе воздуха 0,5—0,6 м3/мин. Производительность механизированной рубки возрастает в 4-5 раз по сравнению с ручной.
Резка. Для разрезания сортового и профильного материала применяют ручные и механические ножовки. Полотна (табл. 3) с шагом 0,8-1 мм используют для резки листового материала и тонкостенных труб; с шагом 1,25 мм — профильного проката; с шагом 1,6 мм — во всех остальных случаях резки. Геометрические параметры (g- передний угол, a - задний угол) зубьев ножовочных полотен следующие: для алюминиевых и медных сплавов g = 12° и a = 35°, для стали и чугуна g = 0° и a = 30°. Разводку зубьев ножовочных полотен с шагом зубьев 0,8 мм производят по полотну. На полотнах с шагом зубьев >0,8 мм разводку производят по каждому зубу или через зуб или двух смежных зубьев через один неразведеиный.
Резку тонкого листового и полосового материала осуществляют ручными ножницами. Ножницы с прямолинейными лезвиями используют для резки по прямой линии и по окружности большого радиуса, а с криволинейными лезвиями для вырезки криволинейных поверхностей с малыми радиусами, а также отверстий в трубах и сосудах из материала толщиною < 1 мм. Используют механизированные ножницы (пневматические, электромагнитные, вибрационные) и стационарные (механические ножовки, ленточные пилы, гильотинные ножницы, парнодисковые ножницы, вибрационные ножницы).
Проволоку диаметром до 5 мм режут кусачками (острогубцами).
Опиливаниебывает ручное и машинное. В процессе опиливания малые и средние заготовки крепят в тисках, а тяжелые прихватами. Напильники с одинарной насечкой применяют для цветных металлов и дерева, с двойной (перекрестной) насечкой для черных металлов и с рашпильной насечкой для кожи, кости, дерева и других материалов.
У напильников с одинарной и двойной насечкой (рис. 1) угол наклона

|
зубьев l = 25°, а угол наклона вспомогательной насечки w = 45°. У напильников с нарезанными зубьями l = 20°, а w = 70°.
Основная насечка (нарезка) имеет направление слева направо, а вспомогательная справа налево. Основная насечка образует профиль зуба, а вспомогательная разделяет его на отдельные участки, обеспечивая тем самым дробление стружки. Шаг основной насечки больше шага вспомогательной. Рашпильную (точечную) насечку выполняют в виде зубьев пирамидальной формы, при этом каждый зуб смещен относительно расположенного впереди зуба на половину шага.
Дуговую насечку выполняют в виде зубьев криволинейной формы. Форма зубьев напильников и их геометрия зависят от способа их получения.
Насечку напильника выбирают в зависимости от толщины снимаемого слоя (припуска) требуемой точности и шероховатости поверхности (табл. 5). Форму поперечного сечения напильника и его размеры выбирают в зависимости от вида, размеров и расположения обрабатываемой поверхности, а длину - в зависимости от величины обрабатываемой поверхности.
Надфилииспользуют для обработки мелких точных деталей и зачистки труднодоступных мест. Они имеют перекрестную (двойную) насечку:
5. Точность и шероховатость поверхности при опиливании напильниками общего назначения в зависимости от вида напильника
| Вид обработки | Вид напильника | Номера насечки | Припуск на обработку, мм | Слой, снимаемый за один проход, мм | Точность обработки, мм | Класс шероховатости поверхностиности | ||||||||
| 1.Черновое опиливание 2.Чистовое опиливание 3.Отделочная обработка | Драче- вый Личной Бархатный | 0 и 1 2 и 3 4 и 5 | 0,5 - 0,1 0,15-0,30 0,05-0,10 | 0,05 - 0,10 0,02 - 0,06 0,01 - 0,03 | 0,1-0,2
0,02 -
0,05 0,01 - 0
Популярное:  ©2015-2024 megaobuchalka.ru Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. (827)
|
Почему 1285321 студент выбрали МегаОбучалку... Система поиска информации Мобильная версия сайта Удобная навигация Нет шокирующей рекламы |
(0.045 сек.)