 |
Главная |


Обработка на фрезерных станках
|
из
5.00
|
Основные типы станков: 6Н82, 6Н83, 6Р12 (Н - с горизонтальным и Р - с вертикальным шпинделем, 2...3 - габарит станка ).
Основные узлы станка: станина, фрезерная головка, стол станка, хобот.
Основные движения: главное движение - вращение шпинделя с инструментом, подачи - вертикальное Sверт , продольное Sпрод и поперечное Sпоп перемещение стола ( при настройке - вручную ).
Производимые работы: фрезерование плоскостей и фасонных поверхностей.

|
Классификация фрез: цилиндрические, торцовые, концевые, фасонные, пазовые ( отрезные ), шпоночные и т.п. фрезы.
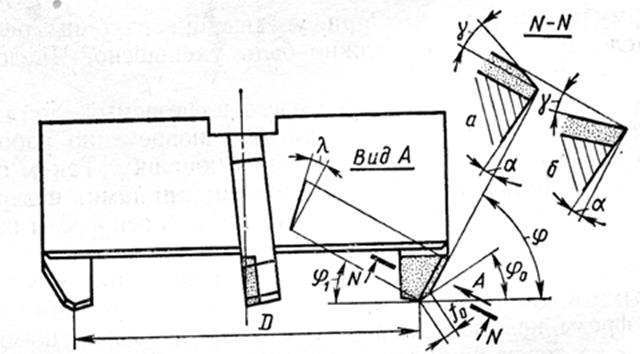
Геометрические параметры осевых цилиндрических фрез
Цилиндрические фрезы предназначены для обработки плоскостей. Это многозубый инструмент. Число зубьев
Z = x  ,
,
где x - коэффициент, зависящий от типа фрезы и условий её работы: x = 1 для сборных фрез и x = 1.5...2 для цельных фрез. Зубья фрезы делаются винтовыми, главное лезвие - винтовая линия.
w - угол наклона винтовой канавки соответствует углу наклона режущей кромки l, для стандартных фрез принимают равным 25...300, а для специальных
фрез его рассчитывают из условия осуществления равномерного фрезерования.
Тт - торцовый шаг зубьев фрезы, расстояние между двумя зубьями по торцу:  .
.
Т0 - осевой шаг зубьев, расстояние между двумя зубьями вдоль оси фрезы:
 .
.
Передний угол g - угол между плоскостью, касательной к передней поверхности, и нормалью к плоскости, касательной к цилиндрической поверхности, на которой расположены лезвия фрезы, выбирается в зависимости от механических характеристик - твёрдости или прочности - обрабатываемого материала. С их увеличением передний угол уменьшается, изменяясь в пределах 5...25°
Задний угол a - угол между плоскостями, касательными к задней поверхности зуба и цилиндрической поверхности, на которой расположены зубья, удобно измерять в плоскости, перпендикулярной к оси фрезы. Его величина зависит от подачи, увеличиваясь с её уменьшением. Для фрез с крупным зубом / x = 1.1 / a= I5°, а для фрез с мелким зубом/x = 1.75 / a = 20° .

|
Геометрические параметры торцовых фрез
|
Торцовая фреза представляет собой корпус, в котором установлены отдельные зубья, оснащенные пластинками из твёрдого сплава. Диаметр торцовой фрезы выбирается в зависимости от ширины фрезеруемой детали: D = ( 1.4...1.5) В.
Режущие лезвия: главное, переходное ( f0 ), вспомогательное. На торцовых фрезах принимают: j = 45...90°, j/ =j/2, j1 = 5° - это углы в плане. g = f( sВ, НВ ) - передний угол, он равен при обработке стали g = - ( 5...15°), при обработке чугуна g = 0...10°, задний угол a = 12...15°. Главное лезвие наклоняют под положительным утлом l: при обработке сталиl=+( 10...15° ), при обработке чугуна l = +( 5...10°).
Элементы резания и размеры срезаемого слоя
при фрезеровании цилиндрическими фрезами
Движением резания при фрезеровании является вращательное движение фрезы. Если фреза совершает n об/мин, то скорость резания

|
 .
.
Перемещение детали по касательной к окружности фрезы является движением подачи. Различают подачи:
SZ - подача на зуб, мм/зуб;
S0 - подача на оборот, мм/об;
sm - минутная подача,мм/мин.
Они связаны между собой зависимостями:
SM = S0 n = SZ Z n .
С детали удаляется слой материала, характеризуемый размерами:
t - глубина фрезерования, мм;
В - ширина фрезерования, мм.
Периодически повторяющиеся чередования рабочего и холостого циклов зуба фрезы /циклическая прерывистость процесса резания/ являются первой характерной особенностью фрезерования.
Длительность рабочего хода характеризуется величиной угла QМ, называемым максимальным углом контакта
 .
.
ОбычноQМ < 20...25°. Мгновенное положение точки лезвия на поверхности резания можно определить мгновенным углом контакта Q, изменяющемся от 0 до QМ. Из треугольника можно найти:
a = SZ sin Q,
где а - мгновенная толщина срезаемого слоя. Величина а изменяется от 0 до максимальной величиныаmax = SZ sin Q. Переменность величины толщины срезаемого слоя - вторая особенность фрезерования.
Обычно окружная составляющая силы резания при фрезеровании PZ считается пропорциональной суммарной площади срезаемого слоя
|
PZ = СРZ FS,
Встречное фрезерование Попутное фрезерование
|
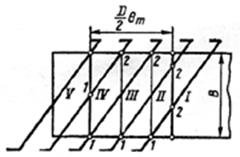
а составляющие РX и РY определяются постоянными относительно PZ. Стабильность проведения процесса фрезерования и получение заданного качества обрабатываемой поверхности обеспечивается постоянством PZ во времени. На развертке поверхности резания видно, что процесс резания можно представить как относительное ( осевое ) смещение работающих участков зубьев фрезы по поверхности резания. При этом в определенном промежутке времени участок контакта зуба с припуском будет иметь постоянные параметры bi - ширину и ai - толщину срезаемого слоя. Изменение данных параметров возможно только на участках входа и выхода зуба из контакта с припуском. Колебание bi и ai на этих участках обеспечит изменение силы резания PZ и соответственно неравномерность процесса фрезерования. Если на данных участках обеспечить постоянными суммарные параметры bi и ai, то процесс резания будет равномерным. Это возможно, если в осевом направлении конечная точка зуба, входящего в припуск будет совпадать с начальной точкой зуба, выходящего из контакта с припуском. То есть осевой шаг зубьев фрезы Т0 должен быть кратен ширине поверхности резания В
В / Т0 = N - целое число.
В случае заданных параметров детали В и фрезы Zф и Dф можно за счет рациональной величины угла наклона зуба w обеспечить условия равномерного фрезерования
 , откуда
, откуда  .
. 
Элементы резания и размеры срезаемого слоя при фрезеровании
торцовыми фрезами

|
Скорость резания и подачи при торцовом фрезеровании определяются по тем же формулам, что и при фрезеровании осевыми фрезами. Но торцовое фрезерование - процесс несвободного резания, поэтому ширина срезаемого слоя b не равна ширине фрезерования В.
Мгновенный угол контакта Q при торцовом фрезеровании отсчитывается от положения диаметра фрезы, перпендикулярного к направлению движения подачи, он переменен. Максимальный угол контакта Qm определяется по формуле:

справедливой для симметричного фрезерования.
Поперечное сечение срезаемого слоя - параллелограмм с толщиной а и шириной b . Толщина срезаемого слоя:
 ,
,
следовательно, при Q = 90° a = a max = SZ sin j - по мере продвижения зуба по поверхности резания, толщина a изменяется от минимальной в точке входа зуба до максимальной при Q = 90° и опять до минимальной в точке выхода.
В отличие от осевых фрез ширина срезаемого слоя остаётся постоянной:
 .
.
Площадь поперечного сечения слоя, срезаемого одним зубом F = a b = SZ t sin Q по мере продвижения по поверхности резания изменяется по такому же закону, что и толщина срезаемого слоя.
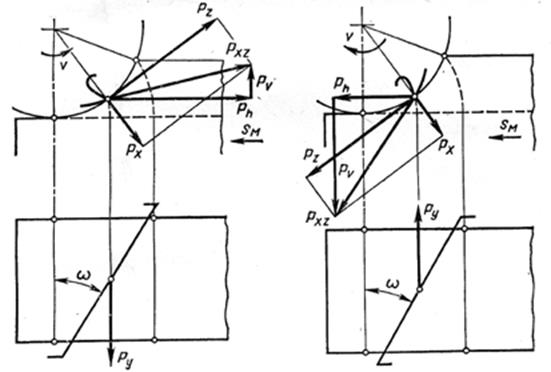
Силы, действующие на зубе осевой цилиндрической фрезы
Система сил, с которыми зуб осевой фрезы действует на срезаемый слой, показана на рисунке. Реакция силы резания Р разложена на три составляющие:
P = PZ + PY + PX ,
РZ - окружная сила, создающая крутящий момент, определяющая расходуемую мощность;
РY - радиальная составляющая /радиальная сила/;
РX - осевая сила, стремящаяся сдвинуть деталь вдоль оси фрезы, а её реакция - фрезу вдоль оправки.
Величины этих сил неодинаковы. Среднее соотношение между ними:
РX = ( 0.4...0.5 ) РZ ; PY = ( 0.2...0.4 ) PZ tg w .
Встречное и попутное фрезерование
Фрезерование называется встречным в случае противоположного направления главного движения ( вращения фрезы ) и подачи заготовки и попутным, если они совпадают.
Преимущества встречного фрезерования:
1. Т.к. толщина срезаемого слоя изменяется от нуля до максимального значения, то зубья более плавно входят в работу.
2. При обработке по литейной или штамповочной корке возможно повышение стойкости фрезы, т.к. зубья подходят к корке с нижней стороны, подрывая её.
3. Невозможно резкой колебание подачи на зуб SZ за счет люфтов в механизме подач стола станка.
Преимущества попутного фрезерования:
1. При резании по снятой корке стойкость фрез, работающих с попутным фрезерованием выше. При встречном фрезеровании интенсивное изнашивание наблюдается в начальный момент входа зуба в срезаемый слой: в это время толщина срезаемого слоя меньше радиуса округления режущего лезвия и происходит сминание , выдавливание материала.
2. При прочих равных условиях шероховатость обработанной поверхности при попутном фрезеровании меньше.
3. Вертикальная сила ру направлена вниз и прижимает обрабатываемую заготовку к столу станка.
Порядок назначения режима резания
при фрезеровании
Назначение режима резания при фрезеровании ведётся в следующем порядке:
1. Задаёмся глубиной резания t мм, стремясь срезать припуск за один проход.
2. Задаёмся величиной подачи: при черновой обработке выбирают подачу на зуб SZ мм/зуб в зависимости от глубины резания, диаметра фрезы и т.д; при чистовой обработке назначают подачу на оборотS0 мм/об в зависимости от требуемой шероховатости обработанной поверхности.
3. Принимаем период стойкости Т мин фрезы.
4. По обобщенной формуле определяем скорость резания V м/мин.

5. Определяем частоту вращения шпинделя n об/мин.
6. Определяем минутную подачу SM мм/мин.
SM = S0 n = SZ Z n .
7. Определяем эффективную мощность главного привода Nе квт.
8. Подбираем станок и корректируем режим резания в соответствии с имеющимся на станке
9.Определяется окружная сила резания PZ
PZ = CPZ SZYp BPp Dgp tXp Zфtp KS
и средний крутящий момент M кгс*м
M = 974 NE / n кгс*м
и сравнивается с крутящим моментом, допускаемым станком:
M < M СТ .
10. Определяем основное технологическое время обработки t0 мин.
 .
.
Длина врезания lвр зависит от типа фрезы, конфигурации заготовкии, например, при фрезеровании осевыми цилиндрическими фрезами определится по формуле:
 .
.
Длина перебега lпер принимается в пределах 2...3 мм.
ЛЕКЦИЯ №7
План лекции:
1. Обработка на шлифовальных станках:
а) оборудование;
б )производимые работы;
в) инструмент.
|
из
5.00
|
Обсуждение в статье: Обработка на фрезерных станках |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы