 |
Главная |


Выбор методов раскроя. Определение размеров проката
|
из
5.00
|
Карта раскроя сборочной единицы (обечайки, корпуса, днища) представляет собой чертеж развертки на плоскости, который определяет количество и габаритные размеры листов-заготовок, расположение и протяженность продольных и поперечных швов. От вида раскроя зависят основные технологические операции (особенно сборочно-сварные и их последовательность), возможная точность изготовления изделия, необходимое оборудование, себестоимость изделия, а также отходы металла. Среди многочисленных разновидностей на практике имеют место две принципиально разные карты раскроя корпусов аппаратов (рисунок 4.1).
I тип - метод обечаек, характеризуется тем, что продольная ось листа располагается перпендикулярно оси аппарата. При применении карты раскроя I типа сборочный узел (корпус) составляется из отдельных обечаек. Каждая обечайка, по возможности, выполняется из одного листа.

Рисунок 4.1 - Карты раскроя корпусов
II тип - метод карт, характеризуется тем, что продольная ось листа
располагается параллельно оси аппарата. Однозначное решение вопроса о предпочтении карт того или иного типа не представляется возможным и лишено целесообразности, каждый имеет свои особенности. При использовании метода обечаек увеличивается количество кольцевых швов, которые меньше напряженны, но имеют большую трудоемкость сборочно-сварочных работ. Листогибочные машины используются с небольшой длиной валков. Имеют место значительные допуски по длине аппарата. При методе карт используются максимальные размеры листа по длине. Имеет место малое количество кольцевых швов, большое количество продольных. Отклонения по периметру получаются наибольшие, а по длине минимальные. Продольные швы выполняются на плоскости, что приводит к снижению трудоемкости сварочных и сборочных операций. Трудоемкость снижается также за счет сокращения количества кольцевых швов. Требуются вальцы большой мощности, так как длина валков доходит до 12 метров. Метод карт является более прогрессивным и предполагает наличие высокой технической оснащенности производства и выполнения сварных соединений по принципу равнопрочности. Применение того или иного метода карт раскроя зависит от конкретных условий и выбирается с учетом необходимого оборудования, технологических операций и их последовательности, точности изготовления аппарата, отходов металла и себестоимости изделия. Выбор конкретного метода карты раскроя нужно производить сопоставлением обоих методов.
Участок №1
Ш1=π(Dв+S1), (4.1)
где Ш1 – ширина участка;
Dв – внутренний диаметр обечайки;
S1 – толщина стенки.
Ш1=π(1800+20)=5715 мм.
Длинна участка L1=2000 мм;
По ГОСТ 19903-74 выбираем лист 1000х6000, следовательно, участок состоит из 2 листов при изготовлении методом обечаек. Применение метода карт не целесообразно.
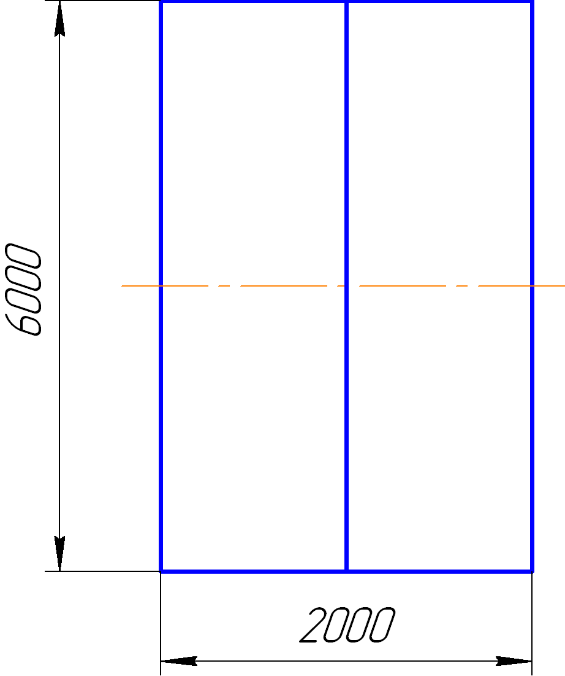
Рисунок 4.1 - Карта раскроя участка I (метод обечаек)
Отходы

Количество швов: 1 продольный, 1 кольцевой; Длина сварных
швов: 7715 мм.
Участок №2
Ширина участка определяется по формуле (4.1)
Ш2=π(1800+32)=5753 мм.
Длинна участка L2=8200 мм.
Метод карт
По ГОСТ 19903-74 выбираем лист 2000х4500, следовательно участок состоит из 6 листов.

Рисунок 4.2 - Карта раскроя участка II (метод карт)
Отходы

Количество швов: 3 продольных, 2 кольцевых; Длина сварных
швов: 36106 мм.
Метод обечаек
По ГОСТ 19903-74 выбираем лист 2100х6000, следовательно участок состоит из 4 листов.

Рисунок 4.3 - Карта раскроя участка II (метод обечаек)
Отходы

Количество швов: 1 продольный, 3 кольцевых; Длина сварных
швов: 25459 мм.
Для 2 участка выбираем метод обечаек; Количество листов 4,
размеры 2100х6000х32.
Участок №3
Ш3=π(1800+60)=5840 мм.
Длинна участка L3=10600 мм.
Метод обечаек
По ГОСТ 19903-74 выбираем лист 2200х3200, следовательно участок состоит из 10 листов.

Рисунок 4.4 - Карта раскроя участка III (метод обечаек)
Отходы

Количество швов: 2 продольных, 4 кольцевых. Длина сварных
швов: 44560 мм.
Метод карт
По ГОСТ 19903-74 выбираем лист 2000х4000, следовательно участок состоит из 9 листов.

Рисунок 4.5 - Карта раскроя участка III (метод карт)
Отходы

Количество швов: 3 продольных, 2 кольцевых; Длина сварных
швов: 43480 мм.
Для 3 участка выбираем метод карт; Количество листов 9,
размеры 2000х4000х60.
|
из
5.00
|
Обсуждение в статье: Выбор методов раскроя. Определение размеров проката |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы