 |
Главная |


Расчет режимов электрошлаковой сварки
|
из
5.00
|
Основными параметрами режима электрошлаковой сварки проволочными электродами являются следующие:
- диаметр электродной проволоки dэл (обычно принимается равным 3 мм, а в некоторых случаях 5 мм);
- сила сварочного тока Iсв;
- скорость подачи электрода vпэ;
- напряжение на шлаковой ванне Uшл;
- скорость сварки Vсв;
- толщина свариваемого металла S;
- сухой вылет электрода Iс;
- скорость поперечных перемещений электрода Vп.п;
- время выдержки у ползуна при сварке с поперечными колебаниями tв;
- недоход последующего электрода до предыдущего при сварке несколькими электродами с поперечными колебаниями Iн;
- число сварочных проволок – электродов nэл;
- глубина шлаковой ванны;
- зазор b;
- недоход электрода до ползуна;
- марка флюса.
Все эти параметры существенно влияют на качество и формирование сварного шва и должны правильно подбираться. При выборе их обычно исходят из следующих условий:
- выбранный режим должен гарантировать сплошность сварного соединения (отсутствие внутренних и внешних несплавлений и ширину провара кромок в пределах от 6 до 10 мм на сторону);
- в шве не должны возникать горячие (кристализационные) трещины, для чего режим сварки должен обеспечить получение оптимального коэффициента.
Произведем расчет режимов электрошлаковой сварки.
Силу сварочного тока выбирают в зависимости от отношения толщины свариваемого металла к числу электродов
Iсв = A + BS/nэл , (7.16)
где А и В – коэффициенты, равные А=230, В=3,5, nэл=3;
Iсв = 230 + 3,5·60/3 = 300 A.
Установлено, что ток в сварочной цепи зависит от скорости подачи электродной проволоки и связан с нелинейной зависимостью
Iсв = (1,6…2,2)vпэ, (7.17)
Тогда
vпэ = Iсв/(1,6…2,2) = 300/2 =150 м/ч. (7.18)
Напряжение шлаковой ванны


Глубина (мм) шлаковой ванны, от которой зависит устойчивость процесса и ширина провара, является важным параметром режима и может быть вычислена по формуле
hшл = Iсв(0,0000375Iсв – 0,0025) + 30, (7.20)
hшл = 300·(0,0000375·300– 0,0025) + 30 = 32,6 мм.
Увеличение скорости сварки (м/ч) достигается за счет увеличения скорости подачи электрода и тока и уменьшения зазора, она может быть определена по уравнению


Сухой вылет электрода принимается равным Iс = 60 мм.
Скорость поперечных перемещений может быть определена по формуле
vп.п = 66 – 0,22S/nэл, (7.22)
vп.п = 66 – 0,22·60/3 = 61,6 м/ч.
Наиболее рационально применение проволоки диаметром 3 мм. Время выдержки у ползуна определяем по формуле
tв = 0,0375S/n +0,75, (7.23)
tв = 0,037560/3 +0,75 = 1,5 c.
Расстояние между электродами при поперечных перемещениях
m = S/nэл + 8, (7.24)
m = 60/3 + 8 = 28 мм.
Недоход электрода до ползуна принимаем 6 мм. Режим электрошлаковой сварки в зависимости от толщины к числу электродов может быть определен по графику, представленному на рисунке 7.3.1
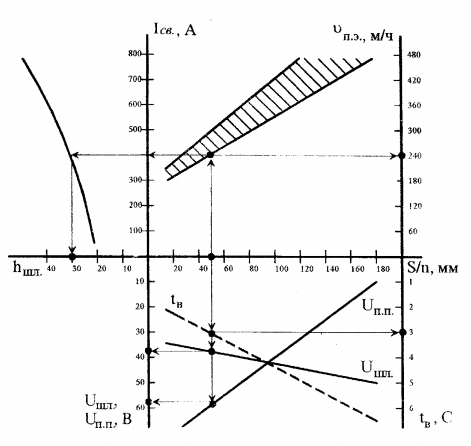
Рисунок 7.3.1 – График для выбора режимов электрошлаковой сварки проволочным электродом в зависимости от отношения толщины к числу электродов
Из графика получим Iсв = 300А; hшл = 28; vпэ = 180 м/ч; Uшл= 35 В;
Uпп = 70 B; tв = 2,3 с.
Значения, полученные расчетным путем и полученные по графику, приблизительно сходятся.
Электрошлаковую сварку третьего участка и нижнего эллиптического днища из стали 03Х23Н28Ю4Т ведут с помощью сварочной проволоки
Св-10Г2 под флюсом АН-2 , шов по ГОСТ 15164-78-С-ШЭ.
|
из
5.00
|
Обсуждение в статье: Расчет режимов электрошлаковой сварки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы