 |
Главная |


Токарно-револьверный многооперационный автомат с ЧПУ мод. 11Б40ПФ4
|
из
5.00
|
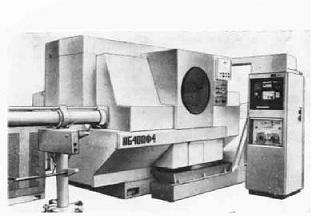 Токарно-револьверный многооперационный автомат с ЧПУ мод. 11Б40ПФ4 предназначен для полной обработки деталей высокой сложности из калиброванного прутка диаметром по 40 мм и штучных заготовок диаметром до 125 мм в условиях мелко- и среднесерийного производства. На автомате можно производить следующие виды обработки: неподвижным инструментом—обточку, расточку, подрезку торцов, прорезку канавок, сверление, зенкерование, развертывание центрального отверстия, нарезку резьбы метчиком и плашкой, нарезку резьбы резцом, точение и растачивание сложных криволинейных поверхностей; вращающимся инструментом — поперечное и продольное сверление, зенкерование, развертывание, нарезку резьбы метчиком, зенкерование отверстий, прорезку шлицев дисковой фрезой, фрезерование шпоночных пазов, прорезку торцовых пазов пальцевой фрезой, фрезерование поперечных лысок. Сначала производится обработка заготовки в кулачках левой бабки, затем после автоматического зажима ее в кулачках правой бабки производится обработка обратной стороны.
Токарно-револьверный многооперационный автомат с ЧПУ мод. 11Б40ПФ4 предназначен для полной обработки деталей высокой сложности из калиброванного прутка диаметром по 40 мм и штучных заготовок диаметром до 125 мм в условиях мелко- и среднесерийного производства. На автомате можно производить следующие виды обработки: неподвижным инструментом—обточку, расточку, подрезку торцов, прорезку канавок, сверление, зенкерование, развертывание центрального отверстия, нарезку резьбы метчиком и плашкой, нарезку резьбы резцом, точение и растачивание сложных криволинейных поверхностей; вращающимся инструментом — поперечное и продольное сверление, зенкерование, развертывание, нарезку резьбы метчиком, зенкерование отверстий, прорезку шлицев дисковой фрезой, фрезерование шпоночных пазов, прорезку торцовых пазов пальцевой фрезой, фрезерование поперечных лысок. Сначала производится обработка заготовки в кулачках левой бабки, затем после автоматического зажима ее в кулачках правой бабки производится обработка обратной стороны.
Автомат имеет следующую компоновку: на низком основании монтируются наклонная станина, коробка скоростей главного привода, блоки гидропривода и связывания. Отдельно устанавливается бак для охлаждающей жидкости и конвейер для стружки. На передней наклонной плоскости (под углом 20° к вертикали) станины монтируются в направляющих качения навстречу и соосно друг другу две шпиндельные бабки, перемещающиеся вдоль продольной оси. На левом и правом торцах станины установлены приводы продольных подач. На верхней плоскости станины крепится угольник, по которому перемещается вдоль поперечной оси и направляющих качения суппорт с револьверной головкой. К угольнику кренится привод поперечной подачи. Сзади к станине крепится шкаф с электро- и гидрооборудованием. Задняя полость основания служит резервуаром для смазочной жидкости, в той же зоне размещается блок смазывания. Слева от автомата устанавливается устройство для подачи прутков. Коробка скоростей, смонтированная вместе с двигателем главного привода постоянного тока,—трехваловая с электромагнитными муфтами, обеспечивающими два диапазона вращения шпинделя и один диапазон вращения инструмента револьверной головки.
Технические характеристики:
Длина, мм 3325
Ширина, мм 1630
Высота, мм 2100
Класс точности станка по ГОСТ 8-82, ( Н, П, В, А, С ) П
Мощность двигателя главного движения, кВт 15
Масса станка, кг 6 800
Тип УЧПУ и емкость инструментального магазина 3С110
Частота вращения шпинделя min/max, об/мин 40/4 000
Диаметр детали над станиной, мм
Диаметр прутка наибольший, мм 40
Длина обрабатываемой детали, мм 100
Планировка ГПМ


1. Концевой переключатель. Служит для определения крайних положений манипулятора.
2. Датчики наличия тары с заготовками на тактовом столе.
3. Датчики положения тактового стола.
4. Световой барьер. Служит для предотвращения травмирования человека попавшего в рабочую зону ГПМ. При пересечении барьера происходит автоматический останов робота и блокирование защитных шторок станков.
5. Микропереключатели. Служат для определения поворота схвата робота на 90°.
6. Инкрементальные датчики угла поворота сервоприводов манипулятора.
7. Датчики наличия заготовки в схвате робота.
8. Датчики закрытия защитных шторок станков.
А- позиция захвата детали с тактового стола.
Б- Позиция обслуживания обрабатывающего центра.
В- Позиция обслуживания шлифовального станка.
Г- Позиция складирования обработанной детали в тару.
Построим циклограмму работы ГПМ:
Алгоритм работы робота состоит в следующем. Робот забирает с тары установленной на тактовом столе заготовку (позиция А), затем перемещается в позицию Б, если подан сигнал, что экран и патрон открыты, загружает обрабатывающий центр, ждет закрепления патрона, отпускает заготовку. Когда деталь обработается с одной стороны, экран станка откроется и робот перевернет заготовку. После полной обработки детали на обрабатывающем центре робот переносит деталь к шлифовальному станку (позиция В), аналогично закрепляет деталь, ждет и после обработки забирает деталь и укладывает ее в тару на позиции Г.
4. Алгоритм работы программы:


|
из
5.00
|
Обсуждение в статье: Токарно-револьверный многооперационный автомат с ЧПУ мод. 11Б40ПФ4 |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы