 |
Главная |


Методические указания к разделу «обработка металлов давлением»
|
из
5.00
|
Для выполнения второго раздела целесообразно использовать методические указания [6,10].
При изготовлении заготовки детали объемной штамповкой необходимо
руководствоваться следующими основными положениями.
1) Тип нагревательного устройства выбирается в зависимости от применяемого штамповочного оборудования. При штамповке на паровоздушных молотах и ГКМ нагрев заготовок выполняют в пламенных камерных печах, при штамповке на КГШП – в электроконтактных (если диаметр заготовки от 10 до 60 мм и длина L>d2)
или индукционных установках (в остальных случаях). Температурный интервал горячей штамповки стали лежит в пределах 800-1260ºС, причем верхняя граница нагрева ограничена явления перегрева или пережога, а нижняя - явлением наклёпа. Такие границы интервала (t max и t min) можно определить по диаграмме «железо-углерод».
2) Тип штампа - облойный или безоблойный выбирают исходя из формы поковки. В безоблойном штампе на молотах и прессах (КГШП) штампуют только круглые в плане невысокие поковки с отношением Д/Н ≥ 2, при этом ось поковки (и заготовки) вертикальна, т.е. поковка штампуется осадкой в торец. Все остальные поковки штампуют в облойных (открытых) штампах. При штамповке на ГКМ все штампы безоблойные. Плоскость разъема открытого (облойного) штампа располагается, как правило, посередине высоты поковки, а для поковок с вытянутой осью (валы, оси, рычаги, и т.д.) - совпадает с осью поковки, т.е. поковка штампуется «плашмя».
Во всех случаях плоскость разъема штампа должна совпадать с плоскостью наибольших габаритных размеров поковки, чтобы не препятствовать её удалению
из штампа.
3) После выбора типа и плоскости разъема штампа приступают к составлению чертежа штампованной поковки по ГОСТ 7505-74, предусмотрев припуски по всем обрабатываемым поверхностям.
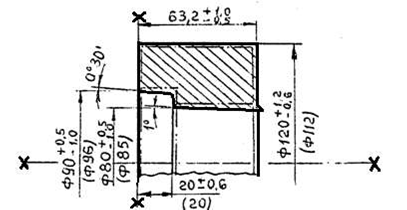
Согласно ГОСТ 2.429-84 (СТ СЭВ 4070-38) на чертеже штампованной поковки контур детали наносят тонкой штрихпунктирной линией с двумя точками. Размеры детали показывают в скобках под размером поковки. Расположение плоскости разъема штампа, изображают тонкой штрихпунктирной линией со знаками «х» на концах. На рис.2.1 показан пример оформления чертежа штампованной поковки (причем размеры, не показанные на рис.2.1 б, совпадают с размерами на рис. 2.1 а).

а)
б) 
в)
Рис. 2.1. Чертеж поковки полученной объемной штамповкой
а) ПШМ в закрытом штампе, б) КГШМ в открытом штампе; в)
горизонтально-ковочной машине (ГКМ)
В случае получения поковки вала по эскизу готовой детали и марки стали придерживаются следующего порядка технологических операций:
1) Заготовки из проката диаметром до 150 мм нагревают перед ковкой в
пламенных нагревательных печах камерного типа, а более крупные заготовки и слитки - в методических печах. Интервал ковочных температур выбирают по аналогии с объемной штамповкой.
2) При составлении чертежа поковки необходимо предусмотреть не только
припуски на обработку, но и кузнечные напуски для упрощения технологии ковки. Численные значения припусков и напусков можно найти в упомянутых выше стандартах. На чертеже поковки проставляют её номинальные размеры с допускаемыми отклонениями (приложение 2), а под размерной линией в скобках - номинальный размер детали (рис. 2).
3) Тип ковочного оборудования определяется видом и массой заготовки.
Поковки из проката куют на ковочных пневматических (при массе поковки до 50...100 кг) или ковочных паровоздушных (при массе до 1000 кг) молотах). Поковки из слитков куют на ковочных гидравлических прессах. Мощность молотов и прессов определяют расчетом или находят по таблицам справочника [6].
4) Технологической картой чертеж поковки является важнейшим производственным документом. После того как предварительно выбрали тип оборудования, определили в основных чертах технологическую последовательность ковки, приступают к разработке чертежа поковки. Его разрабатывают на основе чертежа готовой детали, технических условий на нее в соответствии с указаниями ГОСТа на допуски, припуски и напуски на поковки различной формы, изготовляемых из углеродистых и легированных сталей. Припуски на обработку, допуски на размеры поковок, а также условия образования уступов, выемок, фланцев, буртов регламентированы ГОСТ 78299-70 для поковок, изготовляемых на молотах, и ГОСТ 706379 - для поковок массой до 100 т, изготовляемых на прессах. В ГОСТах приведены наибольшие значения припусков и допусков, превышение которых не допускается, но возможность их уменьшения при условии получения годной детали после обработки резанием нужно учитывать при разработке технологического процесса. В соответствии с чертежом готовой детали, т. е. детали после окончательно механической обработки, тонкими линиями вычерчивают ее контур и основные участки. Припуски и допуски определяют в зависимости от типа поковки, соотношения ее размеров. Зная форму и размеры напусков, значения припусков, допусков, вокруг контура готовой детали наносят чертеж поковки. Номинальные размеры поковки проставляют с допусками на точность изготовления. Под размерными линиями ниже номинального размера поковки в круглых скобках указывают номинальный размер готовой детали. Проставляемые на чертежах размерные числа округляют в соответствии с указаниями ГОСТа.
На листе, где изображен чертеж поковки, обычно в его правой части |записывают технические условия на изготовление последней. В зависимости от требований, предъявляемых к поковке, технические условия могут содержать следующие предписания:
возможность замены марки металла с указанием заменителей;
вид термообработки с указанием ее результатов в отношении твердости структуры;
способ очистки и отделки поверхностей (химическое травление, очистка во вращающемся барабане или дробеструйной установке, калибровка и др.);
допустимые наружные и внутренние дефекты (вмятины и окалина, риски инструмента и др.);
методы и объем испытаний и контроля;
условия приемки, маркировки и порядок сдачи заказчику. Пример составления чертежа поковки вала-шестерни показан на рис. 2.2. и
Материал вала - сталь 40Х; масса - 75,7 кг. При массе 75 ... 100 кг поковку рекомендуется ковать на молоте, поэтому припуски, напуски и предельные отклонения определяют по ГОСТ 7829-70.
По форме и соотношениям размеров эта поковка относится ко II типу (рис. 2.2),так как она имеет один выступ посередине, L>1,5D (945 > 1,5 ·173)L >0,3D (190> 0,3 173).
На листе в масштабе вычерчивают тонкими линиями контур готовой детали(рис. 2.2 б). Вместо впадин зубьев шестерни и шпоночной канавки предусматривают напуски. По ГОСТ 7829-70 находят сначала основные припуски и допуски на диаметры ступеней: на диаметры 75,85 и 90 мм δ 10 ± 3 мм; на диаметр 105 мм δ=11 ± 3 мм; на диаметр 172,64 мм δ= 13 ± 4 мм. Для облегчения рассуждений на рис. 2.2 б дан контур поковки с основными припусками и допусками на диаметры ступеней. Кроме основных припусков, в соответствии с ГОСТом назначают дополнительные припуски, учитывающие эксцентриситет. Их назначают на диаметры всех ступеней, кроме основного сечения, которым в данном случае является сечение с наибольшим диаметром, равным 186 ± 4 мм. В соответствии с табл. 3 ГОСТа на диаметры 75, 85 и 90 мм дополнительный припуск S = 5 мм, а на диаметр 105 мм S = 4 мм. На рис. 2.2 (в,) показана поковка с суммарными припусками на диаметры ступеней. Далее по табл. 4 ГОСТа определяют возможность изготовления уступов в процессе ковки. В нашем случае размеры уступов поковки меньше минимальных по ГОСТу, поэтому уступы не выполняются. Вместо них назначают напуски на участки 1и 3 поковки (рис. 2.2 (г). а уступы на детали будут получены при последующей обработке резанием. Припуск на общую длину поковки в соответствии с ГОСТом составляет 2,5припуска на размер выступа наибольшего сечения, т. е. (13 ± 4) · 2,5 = 33 ± 10 мм. Припуск на длину выступа равен 1,5 припускам на диаметр, т. е. (13 ± 4) · 1,5 = 20 ± 6мм. Угол скоса торцов поковки и уступов должен составлять10º.
Окончательный чертеж поковки представлен на рис. 2.2 г. Чертежи, показанные на рис, 2.2 б, 2.2 в, являются вспомогательными, на чертеже поковки они не приводятся. На окончательном чертеже поковки вала-шестерни записывают, например, следующие технические условия:
1)допускается пологая вырубка поверхностных дефектов на глубину до 0,5припуска на механическую обработку;
2) поковку клеймить: номер заказа, номер чертежа, номер плавки.

Рис.2.2 Чертеж крупной поковки из слитка: а-чертеж детали б- чертеж поковки с основными припусками, в – чертеж с суммарными припусками, г – окончательный чертеж поковки, 1, 2, 3 – участки поковки
5) Массу поковки определяют умножением её объема на плотность материала. Объем поковки определяют по её номинальным размерам. Массу заготовки из проката для коротких поковок типа кубиков, сплошных цилиндров, дисков, параллелепипедов и других поковок без отверстия принимают на 2…3% больше массы поковки (учитываются только потери металла на угар). Для поковок с
отверстием дополнительно учитывают потери металла на «выдру» при прошивке, равные 0,2 объема прошиваемого отверстия. Для поковок типа удлиненных валов, осей, цилиндров учитывают отходы на обрубку в пределах до 10% объема поковки. Массу слитка Мс для крупных поковок определяют с учетом отходов на угар, обсечку, выдру, прибыльную и донную часть слитка:
Мс = k Мп,2.1
Где: k= 1,25…1,35 массы поковки Мп.По величине Мсвыбирают ближайший по массе слиток.
Перечень кузнечных операций и их последовательность определяют технологию ковки. Назначение и технологические возможности основных операций рассматриваются в т. I справочника [8]
|
из
5.00
|
Обсуждение в статье: Методические указания к разделу «обработка металлов давлением» |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы