 |
Главная |


Катализаторы гидроочистки
|
из
5.00
|
В процессе гидроочистки используют катализаторы, стойкие к отравлению различными ядами. Это оксиды и сульфиды металлов переменной валентности: Ni, Со, Mo, W на оксиде алюминия с другими добавками [9].
В большинстве современных процессов гидроочистки используют алюмокобальтмолибденовые (АКМ) или алюмоникельмолибденовые (АНМ) катализаторы. Эти катализаторы содержат 10 - 14 % МоО3 и 2 -3 % промотора (СоО или NiO) на активном 7-А1203. На стадии пусковых операций или в начале сырьевого цикла катализаторы гидроочистки подвергают сульфидированию в токе H2S; активность катализаторов при этом увеличивается.
Эта система обладает значительной гибкостью и способна в широких пределах менять свою активность и селективность при изменении способа синтеза, введении различных модифицирующих добавок, изменении условии сульфидирования, применении различных носителей и т.д. Гибкость и универсальность этой системы позволила создать сотни марок промышленных катализаторов гидроочистки. Содержание серы, связанной с катализатором, составляет 4 - 6 %.
Промышленные катализаторы обладают высокой избирательностью. В присутствии АКМ-катализатора с высокой скоростью протекают реакции разрыва С-S-связей, он достаточно [10] активен в реакциях насыщения алкенов, разрыва связей С-N и С-О. Расщепления связей С-С не происходит. Этот катализатор практически пригоден для гидроочистки любых нефтяных фракций.
АНМ-катализатор значительно более активен в реакциях насыщения полициклических аренов и гидрирования азотистых соединений, поэтому его рекомендуют для очистки тяжелого высокоароматизированного сырья каталитического крекинга.
В последние годы распространение получили катализаторы на цеолитной основе, отличающиеся повышенной активностью и стабильностью. В процессе работы катализатор закоксовывается и теряет активность. Для ее восстановления катализатор подвергают регенерации, выжигая кокс с поверхности при температуре до 530 °С.
В оксидных АКМ-катализаторах наблюдаются внедрение ионов Со2+ в А12O3 и сильное электронное взаимодействие молибдена с А12O3, что, способствует увеличению числа активных центров гидрирования - дегидрирования.
Основные характеристики алюмокобальтмолибденовых и алюмоникельмолибденовых катализаторов [11] приведены в таблице 1.2.
Таблица 1.2 – Характеристика некоторых катализаторов гидроочистки
| Фирма, марка катализатора | Химический состав, % мас. | Насыпная плотность, кг/л | Sуд, м2/г | Форма, размер | Гидрируемое сырьё |
| ИК ГО-1 | СоО - 4,0-4,5 МоО3-15,0-18,0 | 0,60 -0,80 | Гранулы 1,2-1,6 | Дизельное топливо | |
| «Олкат» КГУ-941 (АКМ) | СоО - 2,6-3,2 | 0,70 - 0,90 | - | Экструдат 2-3 мм | Бензин, керосин, дизельное топливо |
| МоО3-14,0-16,0 | |||||
| ВНИИНП ГК-35 | NiO - 8,0 | 0,80 | Гранулы 3,5-5 мм | Дизельное топливо | |
| МоО3 - 17,0 | |||||
| ГКД-202 | NiO - 4,0 | 0,72 | Гранулы 1,6-3,5 мм | Керосин, дизельное топливо | |
| СоО - 0,5 | |||||
| МоО3 - 12,5 | |||||
| Окончание таблицы 1.2 | |||||
| ГКД-205 | NiO - 4,5 | 0,75 | Гранулы 1,7-3,5 мм | Дизельное топливо | |
| МоО3 - 12,5 | |||||
| ГК-202П | СоО - 3,0 | 0,62 | Гранулы 1,5-3,5 мм | Дизельное топливо | |
| МоО3 - 8,5 | |||||
| МоО3 - 9,0 | |||||
| ГП-497 | NiO - 4,0 | 0,70 | — | Экструдат 2,7 мм | Дизельное топливо, вакуумный газойль |
| МоО3 - 12,0 |
Как следует из данных таблицы, основная масса существующих катализаторов гидроочистки имеет форму цилиндра (экструдаты), что объясняется относительной простотой изготовления такой формы носителя - методом экструзии.
Хотя наряду с экструдатной формой известны катализаторы, имеющие форму микросфер, колец, лепестков клевера, полых цилиндров, таблетированных гранул.
Одним из перспективных направлений совершенствования катализаторов является использование в качестве носителя оксида алюминия с добавлением цеолита в шариковой форме [12]. Шариковые катализаторы обладают рядом ценных преимуществ:
- возможностью достижения плотной упаковки слоя без применения специальных дорогостоящих устройств;
- однородностью слоя и отсутствием флуктуаций плотности;
- отсутствием мелких фракций (пыли и мелочи) в слое катализатора как при загрузке, так и в процессе эксплуатации;
- отсутствием значительной усадки слоя в процессе эксплуатации;
-более равномерной отработкой слоя катализатора при его эксплуатации и, соответственно, увеличением среднего срока службы [13].
Наконец, есть основания полагать, что шариковая форма катализаторов обеспечивает более полное протекание целевых реакций гидроочистки, т.е. повышение активности и селективности.
Высокую эффективность к удалению различных классов сернистых соединений показывают сульфидированные АКМ-катализаторы, а АНМ-катализаторы активны и в отношении азотсодержащих соединений.
Традиционный носитель катализаторов гидроочистки - оксид алюминия, добавление к которому некоторых количеств цеолитов даёт возможность также влиять и на низкотемпературные свойства дизельных топлив [14].
Новые катализаторы гидроочистки для получения дизельных топлив с ультранизким содержанием серы.
Прежде всего, важно оптимизировать состав и строение молекулярных предшественников активной фазы катализаторов - ГПС. Необходимо было понять причину высокой активности катализаторов, синтезированных с использованием ГПС, а также выявить потенциал этого «рычага» управления каталитической активностью [15].
Современные катализаторы гидроочистки, способные обеспечить получение дизельных топлив с ультранизким содержанием серы, содержат на поверхности кристаллиты Co(Ni)MoS фазы II типа. Концентрация и морфология этого активного компонента при прочих равных условиях определяют каталитические свойства. Поэтому современные способы синтеза катализаторов должны обеспечить максимальное содержание именно Co(Ni)MoS фазы II типа.
Основными этапами приготовления катализаторов гидроочистки являются следующие: приготовление алюмооксидного носителя и биметаллического пропиточного раствора, пропитка носителя, сушка, прокаливание и сульфидирование. Совершенствование нанесенных сульфидных катализаторов связано с каждой из стадий приготовления, однако, следует выделить наиболее эффективные способы повышения каталитической активности катализаторов.
Улучшение эффективности катализаторов можно [16] добиться следующими методами:
- модифицирование оксидного предшественника органическими соединениями (ПЭГ, ТГК);
- использование новых носителей (С, TiO2,…);
- использование модифицирующих добавок (Rh, Pt, Ru, P, F);
- увеличение содержания металлов;
- использование более сложных сульфидов переходных металлов;
- использование ГПС (гиперполисоединения) как предшественников (Со2Мо10О346-, РМо12О403-)
Основными «рычагами» увеличения эффективности сульфидных катализаторов (активности, селективности и стабильности) являются улучшение носителей катализаторов и предшественников активной фазы.
Носитель современных катализаторов гидроочистки должен представлять собой прочный высокочистый оксид алюминия с оптимальными кислотно-основными свойствами, имеющий пористую структуру, обеспечивающую максимальное содержание активной фазы в «рабочих» порах и высокую скорость диффузии молекул сырья и продуктов реакций.
Алюмоникельмолибденовые катализаторы при давлении больше 40 кгс/см2 активизируют процесс гидрирования ароматического кольца (второе направление). Для удаления пространственно затруднённой серы этот путь быстрее, чем прямое удаление серы алкилбензотиофенов, но для его осуществления должны быть удалены азотистые соединения, которые замедляют гидрогенизационные процессы [17].
Удаление азотистых соединений также эффективнее проводить на алюмоникельмолибденовых катализаторах при давлении> 40 кгс/см2.
Для получения дизельного топлива с содержанием серы до 10 ррm разработаны специальные оптимизированные ртализаторные системы (СоМо и селективный NiMo). Подбор специальных компонентов катализатора проводят с учётом конкретных соединений серы, присутствующих в сырье и превалирующих условий в реакторе.
Присутствие азотистых соединений дезактивирует используемые катализаторы гидрообессеривания, снижает скорость обессеривания. Для сохранения активности основного катализатора используют комбинированную загрузку катализаторов, т.е. перед основным катализатором гидрообессеривания загружают катализатор [18] деазотирования, как правило, алюмоникельмолибденовый катализатор. Процесс характеризуется пониженным выходом гидрогенизата.
Основной аппарат
Реакторы гидроочистки работают в условиях химической и электрохимической коррозии, а также механического износа металла аппаратов катализатором. Химическая коррозия реакторов обусловлена содержанием в высокотемпературных газовых потоках сероводорода и водорода, а электрохимическая - содержанием в циркулирующих дымовых газах регенерации паров воды и двуокиси серы.
Сероводородная коррозия металлов аппаратов реакторного блока тем сильнее, чем больше концентрация серы в сырье и чем выше содержание сероводорода в циркулирующем газе.
Сульфидная коррозия практически протекает очень медленно, однако продукты коррозии засоряют катализатор, забивают поры, а также трубы теплообменников, что нарушает технологический режим процесса, ухудшают теплопередачу, и приводит к недопустимому возрастанию гидравлического сопротивления. При возникновении большого перепада давления между входом в реактор и выходом из него часто судят о степени сульфидной коррозии.
Реактор и катализатор засоряются также из-за присутствия в газовых потоках кислорода, хлоридов и азотсодержащих соединений. Кислород способствует окислению сернистых соединений, поэтому его концентрация в циркулирующем газе должна быть ограниченна (0,0002-0,0006%). Хлориды и азотсодержащие соединения при взаимодействии с водородом образуют соответственно хлористый водород и аммиак, которые, связываясь, превращаются в хлористый аммоний, выпадающий в виде осада. Осадок удаляют периодической промывкой, для чего в процессе эксплуатации установки в ходе продуктов реакции от реактора до сепаратора в систему впрыскивают воду. Промывку продолжают до тех пор, пока перепад давления не уменьшится до значения, определенного технологической картой.
Гидроочистка осуществляется в присутствии водородсодержащего газа при температуре 420 °С и давлении 6 МПа. Степень обессеривания, и глубина гидрирования непредельных соединений повышаются с ростом температуры и давлении процесса, а также с увеличением кратности циркуляции ВСГ. Для ускорения процесса применяют различные катализаторы, однако особенно часто - алюмокобальтмолибденовый таблетированный катализатор.
Реакция гидрирования протекает с выделением тепла, избыток которого отводят с помощью хладагентов (холодного циркулирующего газа, сырья или гидрогенизата).
Отработанный катализатор в конце реакции содержит до 7 % масс. серы. Активность катализатора восстанавливают путем окислительной газовоздушной регенерации. Перед регенерацией систему продувают под давлением 0,8 МПа инертным газом, который затем удаляют из реактора через вытяжную трубку. Процесс восстановления катализатора начинают с выжигания кокса газами при температуре 420-430 °С и давлении 4 МПа и заканчивают прокаливанием катализатора в течение четырех часов при температуре 520-550 °С и давлении 2 МПа. Чтобы сохранить прочность металла коммуникационных труб при высокой температуре, давление в процессе прокаливания постепенно снижают. Продолжительность выжигания составляет 48-60 часов в зависимости от количества кокса и серы.
Общая продолжительность цикла регенерации составляет 100-150 часов, поэтому данную операцию совмещают с временем с планово-предупредительных ремонтов [18]. Периодичность регенерации определяется качеством сырья и глубиной очистки топлива и составляет от трех месяцев до двух лет.
Реакторы устанавливают на железобетонных постаментах таким образом, чтобы обеспечить выгрузку катализатора самотеком через соответствующие люки.
Реактор гидроочистки дизельного топлива изображен на рисунке 1.1 и представляет собой вертикальный цилиндрический аппарат с эллиптическими днищами. Корпус реактора изготовлен из двухслойной стали 12ХМ+О8Х18Н10Т и 12ХМ-3+08Х18Н10Т толщиной 40 мм, штуцеры из стали Х5М. Изнутри корпус футеруют жаропрочным торкрет-бетонном толщиной обычно 125-200 мм.
Состояние футеровки проверяют путем измерения температуры стенки корпуса аппарата поверхностными термопарами. Превышение допустимой температуры (200 °С) свидетельствует о нарушении герметичности футеровки на данном участке.
Катализатор в количестве 34 м3 загружают через верхний люк, на крышке которого имеется воздушник для отвода продувочных газов. Над блоком реакторов сооружают специальные площадки, с которых катализатор по гибкому рукаву засыпают в внутрь. Газо-сырьевая смесь поступает в верхнюю секцию по штуцеру в верхней части аппарата, последовательно проходит слой катализатора и по штуцеру под нижней секцией выводится из реактора. В нижней части реактора размещен слой фарфоровых шаров, служащий опорой для нижнего катализатора и обеспечивающий равномерный вывод продуктов реакции из аппарата [19].
В верхнем днище имеются три штуцера для установки многозонных термопар, контролирующих температуру в слое катализатора.
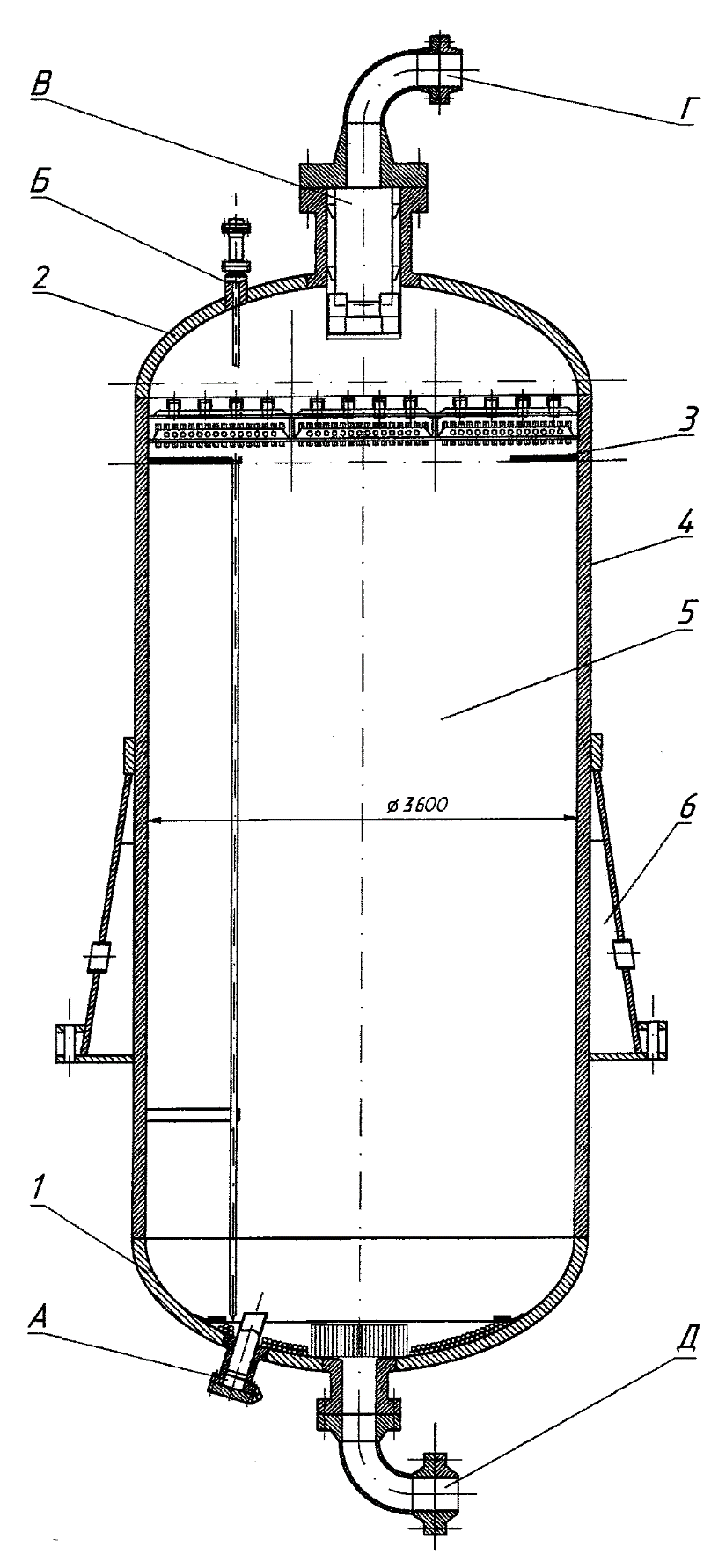
1-нижнее днище; 2-верхнее днище; 3-корпус; 4-фарфоровые шары; 5-катализатор; 6-опора. Штуцера: А - для выгрузки катализатора; Б - для термопары; В- люк-лаз; Г-вывод сырья; Д-вывод продукта.
Рисунок 1.1 – Реактор гидроочистки дизельного топлива
|
из
5.00
|
Обсуждение в статье: Катализаторы гидроочистки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы