 |
Главная |


ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ЭЛЕКТРОМОНТАЖНЫМ ИЗДЕЛИЯМ
|
из
5.00
|
Являясь неотъемлемой частью электротехнической установки, электромонтажные изделия оказывают большое влияние на ее качество и потому должны отвечать ряду требований. Основные из них сводятся к следующему.
Электромонтажные изделия для закрепления проводников, комплектных устройств или аппаратов должны обладать достаточной механической прочностью.
Изделия, которыми проводники не только закрепляются, но и изолируются, должны, кроме того, обладать еще и электрической прочностью.
Вредное влияние внешней среды на электромонтажные изделия, например окисление контактных поверхностей, ржавление стальных деталей и т. п., должно исключаться защитным покрытием (окраской, хромированием и т. п.) или применением для их изготовления антикоррозийных, т. е. не подверженных разрушающему действию среды, материалов.
Электромонтажные изделия должны обеспечивать удобство, простоту и высокую производительность при выполнении электромонтажных работ. Следовательно, их конструкция должна учитывать применение в процессе монтажа наиболее совершенных инструментов, механизмов и технологических методов и создавать благоприятные предпосылки для широкой индустриализации и механизации.
Электромонтажные изделия должны быть надежны и удобны в эксплуатации, долговечны и легко заменяемы.
Массовость выпуска требует достаточной технологичности. Это значит, что применяемые материалы и технологический процесс должны способствовать предельной простоте изготовления.
Как будет подробно иллюстрировано ниже, перечисленные требования находят отражение в конструкциях электромонтажные изделий. Пока же отметим, что применение прогрессивных электромонтажных изделий дает большую экономию, ускоряет монтаж, улучшает условия труда. Например, современные зажимы разного рода, а также закрепляемые опрессованием наконечники, соединители и оконцеватели позволяют отказаться от трудоемкого процесса сварки и пайки и экономят дефицитное олово;
дюбели для всевозможных креплений совместно со специальным инструментом по сравнению с другими видами креплений сокращают во много раз время для установки аппаратов, комплектных устройств и т. п.;
лотки для прокладки проводов значительно ускоряют монтаж и создают большие удобства в эксплуатации, так как обеспечивают легкую замену проводов и добавление их в необходимых случаях.
Тема 3.8
Вопрос 1
Общие сведения. Монтажные электрические схемы служат для соединений электрических аппаратов в пределах отдельно стоящих комплектных устройств и, как правило, выполняются на отдельном листе для каждой электроконструкции (шкаф, пульт, щит станций управления). Входящие в комплект ящики сопротивлений, понизительные трансформаторы, магнитные усилители и пр. монтируются сзади щита на самостоятельных стеллажах и также относятся к монтажной электрической схеме щита.
Если щит состоит из нескольких блоков, то монтажная электрическая схема той части щита, которая представляет собой монтажный блок, изображается на отдельном листе. Длина блока не должна превышать 4 м, что соответствует платформе для транспортировки.
Если две стоящие рядом панели электрического щита входят в разные конструктивные блоки, то электрические соединения между ними выполняются на монтаже. Завод-изготовитель электрических щитов выполнять их не должен и не может, так как щиты транспортируются отдельными блоками.
При составлении монтажных электрических схем рекомендуется отделять свободными зажимами электрические цепи разного назначения, например электрические цепи сигнализации от электрических цепей управлення, электрические цепи управления разных электроприводов, электрические цепи одного напряжения от электрических цепей другого напряжения.
Если в ряду зажимов имеются зажимы электрических цепей напряжения 380 и 500 в, то их следует помещать не в середине, а с края ряда зажимов и отделять от зажимов электрических цепей более низкого напряжения двумя свободными зажимами, написав сверху 380 или 500 в.
Зажимы электрических цепей порядка 750 в должны устанавливаться конструктивно отдельно от зажимов остальных цепей.
Зажимы электрических цепей одного назначения, например управления, должны набираться подряд. Затем должны следовать подряд зажимы электрических цепей другого назначения и т. д.
Чтобы монтажникам легче было подводить электрический кабель, закреплять и разделывать его и удобнее подсоединять провода к рядам зажимов и электрическим силовым контактам аппаратов в щитах, комплектующихся из блоков управления серии БУ, нижние ряды стремятся оставлять свободными или в крайнем случае их занимают под резерв.
Способы выполнения монтажных электрических схем. Как будет показано ниже, в зависимости от способа монтажа и назначения электрического устройства монтажные электрические схемы выполняются несколькими способами. Типичные примеры даны ниже.
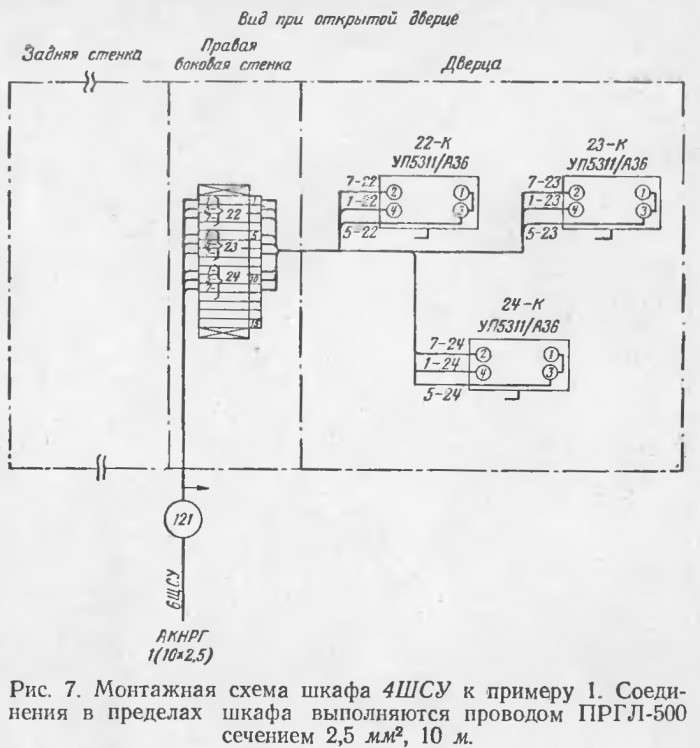
Пример 1. На рис. 7 дана монтажная электрическая схема шкафа 4ШСУ. На дверце установлены три универсальных переключателя типа УП5311-А/36. Они имеют обозначения 22К, 23К и 24К. Заводская маркировка выводов 1, 2, 3, 4 написана внутри обозначения выводов (в кружках).
На электрической схеме показаны направления потоков проводов, в данном случае идущих к рейке зажимов, которая установлена на правой боковой стенке. Зажимы имеют порядковые номера 1-15.
Маркировка 1-22, 5-22, 7-22, 1-23, 5-23, 7-23 и т. п. написана и на зажимах и у проводов, присоединенных к универсальным переключателям. Легко понять, что зажим 1 присоединяется к выводу 4 универсального переключателя 22К, так как они имеют одинаковую маркировку 1-22. Зажим 11 (маркировка 7-24) соединен с выводом 2 переключателя 24К. и т. п.
На рис. 7 к рейке зажимов присоединен кабель 121 марки АКНРГ 1(10x2,5), который идет к щиту 6ЩСУ. Девять жил кабеля присоединены к зажимам, одна жила свободна; она изображена стрелочкой. Кабель относится к внешним соединениям, а не к монтажной электрической схеме шкафа. Однако для сокращения количества электрических чертежей кабели часто показывают на монтажных электрических схемах.
Вопрос 2
Монтажные схемы
При монтаже удобно работать с двумя схемами, с монтажной и принципиальной электрической. Монтажная схема чертится после составления принципиальной, некоторые пункты при составлении монтажных схем могут упускаться, в таком случае можно обратиться к электрической схеме. Возьмем небольшой кусочек схемы и посмотрим как ее нужно читать, как правильно указывать маршрут и т.п., к примеру имеется вот такой кусочек монтажной схемы:
На схеме изображены 2 релюшки, какого они типа и на какое напряжение обычно указывается рядом с релюшками, или пишется в электрической схеме, т.е. если в монтажной схеме не написано (или может забыли написать) рабочее напряжение какого либо элемента, открываете электрическую схему, находите там этот элемент и смотрите. В данном случае у нас изображены 2 релюшки: KV8 и KV9, в кружочках, выше элемента указывается порядковый номер или номер элемента. А кружочки что внутри это как вы наверное уже поняли контактные площадки релюшек, если по другому, то посадочные места, контакты. Внутри кружочков так же пишется цифра, а буквами -А- и -В- означаются контакты для питания.
Контакты которые должны соединяться с другими элементами, выносятся полосками за край корпуса и с краю пишется маршрут, в нашем случае от элемента -40- отходит один контакт с маршрутом -41В-, данный маршрут говорит о том, что контакт номер –В- элемента номер -40- должен соединяться с контактом -В- элемента элемента -41-. Можно сказать, что контакты –В- релюшек -40- и -41- соединяются вместе. Что касается указаний маршрута на кембриках, то на элементе -40- на контакт -В- закручивается (т.к. у нас контакты релюшек с винтовыми клеммами) провод на который одет кембрик с надписью -41:В-, а на элементе -41- к контакту -В- одевается другой кембрик с маршрутом -40:В-.

Если выразиться попроще, то на кембриках (или кабельных маркерах) указываются обратные маршруты с соединяемыми элементами.
На некоторых элементах, например на тех же релюшках, могут быть пририсованы какие-нибудь радиоэлементы, ниже на схеме параллельно обмоткам релюшек нарисованы диоды:
Такие элементы, как правило на чертежах соединятся прямо с контактами БЕЗ указаний маршрутов – зачем писать маршрут когда и так понятно, что анод диода -VD5- соединяется с контактом –В- релюшки -К4-, а катод соединяется с контактом –А- того же элемента. На вывода таких элементов кембрики НЕ одеваются и маршрут соответственно тоже, не пишется. Если посмотрите внимательнее, то на схеме 2 увидите так называемую перемычку, которая соединяет контакты -А- элементов -30- и -31- (релюшек -К4- и -К5-) между собой. Такие перемычки обычно рисуют в тех случаях, когда проще провести линию между элементами, особенно если они располагаются рядом друг с другом, чем писать маршрут на схеме. Если бы элементы располагались в разных концах монтажной схемы, то рисовать длинную линию соединяющую эти два элемента не имеет смысла, проще указать маршрут. Думаю и тут понятно, что контакт -А- элемента -30- соединяется с контактом –А- элемента -31-. На схеме есть еще перемычка, которая соединяет контакты -11- и –А- элемента -30- между собой. В перемычках обычно не указывают маршрут, как на монтажной схеме, так и при монтаже этого участка схема, но новичкам все же советую не лениться и подписывать кембрики.
Монтаж схемы может выполняться разными проводами, например экранированным, силовым, обычным монтажным и т.п. или проводами у которых разное сечение. На монтажных схемах с краю обычно всегда пишут, какие провода нужно использовать для монтажа и какое у них сечение, пример ниже:
Ниже вы можете увидеть небольшой участок такой схемы, где указано, каким проводом делать монтаж этих цепей. Из схемы видно, что монтаж контактов 1,2,4 разъема Х13 должен выполняться проводом, с сечение которого 0.35мм2, а соединение (монтаж) контактов 9,15,16 выполняются проводом 0.75мм2 и т.д. Кстати, монтаж заземления выполняется проводом желто-зеленого цвета, так принято.
Обычно, большинство элементов на монтажных схемах легко читается и понимается, многие элементы (резисторы, конденсаторы, диоды, лампочки …) обозначаются стандартным образом.
Но часто, на монтажке рисуют элементы, посмотрев на которые не сразу понимаешь что это, в таких случаях смотрим на порядковый номер элемента и идем искать его на принципиальной электрической схеме. Вот, к примеру один из вариантов обозначения винтовых клеммников – согласитесь, сразу и не поймешь что это такое.

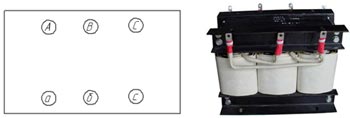
Ниже обозначение на монтажной схеме трехфазного трансформатора, то, что это возможно трансформатор, можно догадаться по надписям А,В,С (фазы).
Вот так может обозначаться трехполюсный автоматический выключатель
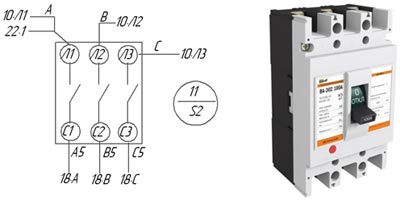
Они кстати могут быть самыми разными, есть автоматические выключатели на 10-20 ампер, а есть на большие токи (1000А и более) с магнитным приводом, который электрическим способом переключает автомат, при срабатывании которого раздается сильный треск и грохот.
В общем то, сложности возникают только в первое время, если вы устроились на какое то предприятие, консультируйтесь с работниками или инженером, с тем, кто рисовал монтажку.
Монтаж
Монтажник обычно занимается соединением деталей в корпусе шкафа между собой проводами. Но в обязанности некоторых входит и расстановка элементов внутри шкафа. Мы же будем рассматривать только соединение элементов между собой проводами. Прежде чем приступать к монтажу, прикиньте в голове, как будете прокладывать жгуты проводов внутри шкафа. Старайтесь не прокладывать много жгутов, если в монтажной схеме есть элементы, которые соединяются между собой экранированным проводом, то экранированные провода нужно прокладывать отдельно, а сами экраны нужно соединять с общим проводом или землей. Силовые провода желательно крепить после выполнения основного монтажа. Провода для монтажа обычно выдают в катушках или бобинах, разматывать их следует аккуратно и не нужно отрезать несколько концов, для удобства их помещают в специальные подставки для удобной размотки, и еще, не выкидывайте табличку которая прилагается к проводу, на табличке указывается сечение провода и некоторые другие параметры, если потеряете – в следующий раз будет тяжело определить параметры провода. Кембрики нужны для того, чтобы указывать на них маршрут, которые затем одеваются на концы проводов. Указание маршрутов необходимо для того, чтобы самому не запутаться в проводах, отпадает необходимость каждый раз прозванивать их в случае, если вы забыли какой провод куда идет. Кроме того, таким образом облегчается поиск неисправностей и ремонт устройства.
Фото из архива, вот так выглядело рабочее место:

Вопрос 3
Расчленение схем на простые цепи
Любая электроустановка удовлетворяет определенным условиям действия. Поэтому при чтении схем, во-первых, нужно выявить эти условия, во-вторых - определить, отвечают ли полученные условия задачам, которые должны электроустановкой решаться, в-третьих, следует проверить, не получились ли попутно "лишние" условия, и оценить их последствия.
Для решения этих вопросов пользуются несколькими приемами.
Первый из них состоит в том, что схема электроустановки мысленно расчленяется на простые цепи, которые сначала рассматривают отдельно, а затем в сочетаниях.
Простая цепь включает источник тока (батарея, вторичная обмотка трансформатора, заряженный конденсатор и т. п.), приемник тока (двигатель, резистор, лампа, обмотка реле, разряженный конденсатор и т. п.), прямой провод (от источника тока к приемнику), обратный провод (от приемника тока к источнику) и один контакт аппарата (выключателя, реле и т. п.). Понятно, что в цепях, не допускающих размыкания, например в цепях трансформаторов тока, контактов нет.
При чтении схемы нужно сначала мысленно расчленить ее на простые цепи, чтобы проверить возможности каждого элемента, а затем рассмотреть их совместное действие.
Порядок чтения электрических схем и чертежей
Прежде всего, необходимо ознакомиться с наличными чертежами (или составить оглавление, если его нет) и систематизировать чертежи (если этого не сделано в проекте) по назначению.
Чертежи чередуют в таком порядке, чтобы чтение каждого последующего являлось естественным продолжением чтения предыдущего. Затем уясняют принятую систему обозначений и маркировки.
Если она не отражена па чертежах, то ее выясняют и записывают.
На выбранном чертеже читают все надписи, начиная со штампа, затем примечания, экспликации, пояснения, спецификации и т. д. При чтении экспликации обязательно находят на чертежах аппараты, в ней перечисленные. При чтении спецификации сопоставляют их с экспликациями.
Если на чертеже имеются ссылки на другие чертежи, то нужно найти эти чертежи и разобраться в содержании ссылок. Например, в одну схему входит контакт, принадлежащий аппарату, изображенному на другой схеме. Значит, нужно уяснить, что это за аппарат, для чего служит, в каких условиях работает и т. п.
При чтении чертежей, отражающих электропитание, электрическую защиту, управление, сигнализацию и т. п.:
1) определяют источники электропитания, род тока, величину напряжения и т. п. Если источников несколько или применено несколько напряжений, то уясняют, чем это вызвано,
2) расчленяют схему па простые цени и, рассматривая их сочетание, устанавливают условия действия. Рассматривать всегда начинают с того аппарата, который нас в данном случае интересует. Например, если не работает двигатель, то нужно найти па схеме его цепь и посмотреть, контакты каких аппаратов в нее входят. Затем находят цепи аппаратов, управляющих этими контактами, и т. д.,
3) строят диаграммы взаимодействия, выясняя с их помощью: последовательность работы во времени, согласованность времени действия аппаратов в пределах данного устройства, согласованность времени действия совместно действующих устройств (например, автоматики, защиты, телемеханики, управляемых приводов и т. п.), последствия перерыва электропитания. Для этого поочередно, предполагая отключенными выключатели и автоматы электропитания (предохранители перегоревшие), оценивают возможные последствия, возможность выхода устройства в рабочее положение из любого состояния, в котором оно могло оказаться, например после ревизии,
4) оценивают последствия вероятных неисправностей: незамыкание контактов поочередно по одному, нарушения изоляции относительно земли поочередно для каждого участка,
5) нарушения изоляции между проводами воздушных линий, выходящих за пределы помещений и т. п.,
5) проверяют схему па отсутствие ложных цепей,
6) оценивают надежность электропитания и режим работы оборудования,
7) проверяют выполнение мер, обеспечивающих безопасность при условии организации работ, обусловленных действующими правилами (ПУЭ, СНиП и т. п.).
Тема 3,9
Способы соединения и ответвления жил проводов и кабелей
Вопрос 1
Разделку концов кабелей производят до монтажа муфт и заделок. Она заключается в последовательном ступенчатом удалении на определенной длине защитных покровов, брони, оболочки, экрана и изоляции кабеля. Размеры разделки определяют по технической документации в зависимости от конструкции кабеля и монтируемой на нем муфты (заделки), напряжения кабеля и сечения его жил.
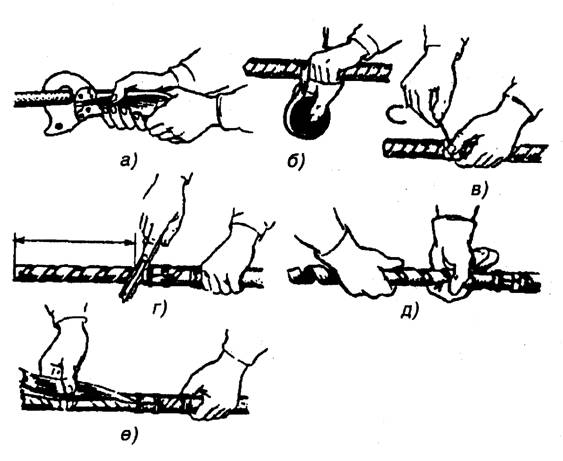
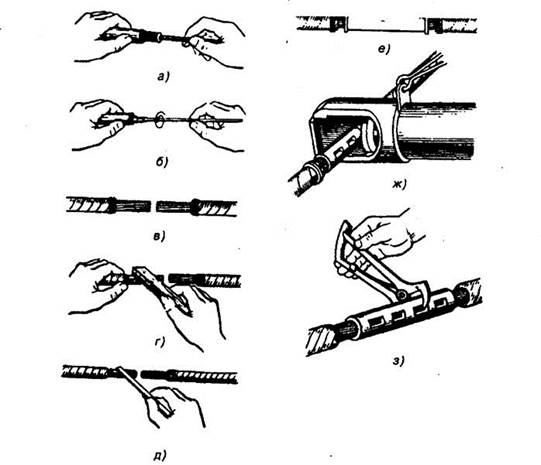
Технология резки концов кабелей, наложения бандажей и удаления покровов:
a — резка конца кабеля ножницами НС; 6 — подмотка из смоляной ленты; в — наложение проволочного бандажа; г — надрезание брони; д, е — удаление брони, пряжи, подушки и кабельной бумаги
Приступая к разделке конца кабеля, проверяют отсутствие влаги в бумажной изоляции и жилах. При необходимости удаляют имеющуюся влажную изоляцию, лишнюю длину концов, участки под герметизирующими колпачками и концевыми кабельными захватами, а также проходящие через щеки барабанов. Дефектные места кабеля отрезают секторными ножницами НС.
Разделку кабеля начинают с определения мест установки бандажей, которые рассчитывают по формуле: А — Б + О + 77+ И+ Г. На конце кабеля отмеряют расстояние А (рис. а) и распрямляют этот участок. Далее подматывают смоляную ленту (см. рис. 6) и накладывают бандаж из двух-трех вариантов стальной оцинкованной проволоки вручную или с помощью специального приспособления (клетневки). Концы проволоки захватывают плоскогубцами, скручивают и пригибают вдоль кабеля.
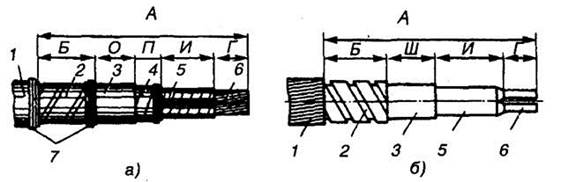
Разделка концов трехжильного кабеля:
а — с поясной бумажной изоляцией; б — с пластмассовой изоляцией; 1 — наружный покров; 2 — броня; 3 — оболочка; 4 — поясная изоляция; 5— изоляция жилы; 6 — жила кабеля; 7— бандаж; А, Б, И, О, П, Гн Ш— размеры разделки
Наружный кабельный покров разматывают до установленного бандажа и не срезают, а оставляют его для защиты ступени брони от коррозии после монтажа муфты.
На броню кабеля на расстоянии Б (50—70 мм) от первого проволочного бандажа накладывают второй бандаж. При монтаже чугунных соединительных и ответвительных муфт и концевых заделок в стальных воронках участок брони используют для уплотнения их горловин, поэтому размер Б увеличивают до 100—160 мм. По внешней кромке второго бандажа бронерезкой или ножовкой надрезают верхнюю и нижнюю ленты брони (не более половины их толщины), затем броню разматывают (см. рис. 7.19, г, д), обламывают и снимают.
Далее удаляют подушку. Для этого кабельную бумагу и битумный состав подогревают огнем пропановой горелки или паяльной лампы. Оболочку кабеля очищают салфеткой, смоченной в подогретом до 35—40° С трансформаторном масле.
Для удаления оболочки на расстоянии 50—70 мм от среза брони делают кольцевые надрезы. В чугунных муфтах и концевых стальных воронках участок оболочки используют только для присоединения заземляющего проводника, поэтому указанное расстояние уменьшают до 20—25 мм.
При разметке свинцовых оболочек кольцевые надрезы на половину глубины выполняют монтерским или специальным ножом с ограничителем глубины резания. От второго кольцевого надреза на расстоянии 10 мм один от другого полоску оболочки между двумя надрезами захватывают плоскогубцами и удаляют. Оставшуюся часть оболочки раздвигают и отламывают у второго кольцевого надреза. Между первым и вторым кольцевыми надрезами оболочка временно остается. Она предохраняет изоляцию от повреждения при изгибе жил.
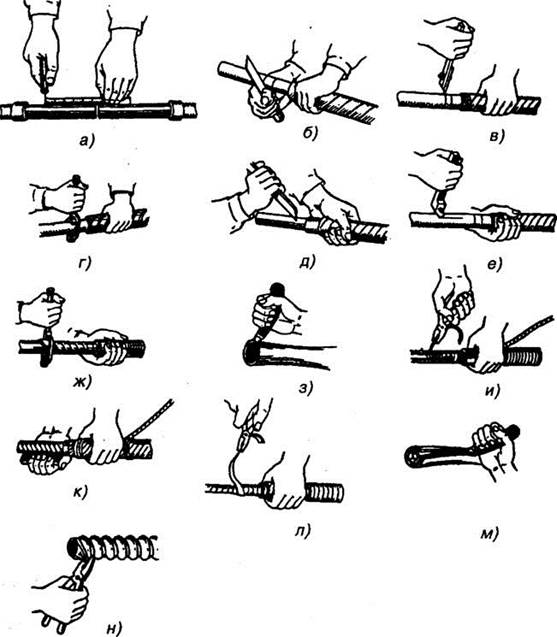
Операции по удалению оболочек кабеля:
а — разметка; 6, в — круговые надрезы свинцовой оболочки; г — круговые надрезы алюминиевой оболочки; д, е — продольные надрезы свинцовых оболочек; ж — надрез алюминиевой оболочки по винтовой линии; з, м — надрезы пластмассовых оболочек; и, к — снятие свинцовых оболочек; л — снятие алюминиевых оболочек; 11 — удаление гофрированной алюминиевой оболочки
У кабелей с алюминиевой оболочкой надрезы выполняют стальным ножом НКА-1М с режущим диском. От второго кольцевого надреза делают винтовой надрез. Удаление гофрированной алюминиевой оболочки производят после ее надрезания на расстоянии 10—15 мм у выступа гофр. Далее жилы кабеля освобождают от поясной изоляции и постепенно выгибают по шаблону. Затем подготовляют место для присоединения заземления.
Прикрепление проволочными бандажами проводника заземления к металлической оболочке (а) и припайка к ней (б):
1,3 — бандаж у торцов оболочки и наружного покрова; 2, 4 бандаж для припайки проводника заземления
Для присоединения жил кабелей к контактным выводам электротехнических устройств их оконцовывают наконечниками, закрепляемыми на жилах опрессованием, сваркой или пайкой. Оконцевание однопроволочных жил кроме того может быть выполнено формированием наконечника из конца жйлы. Соединение жил кабелей в муфтах выполняют в соединительных и ответвительных гильзах опрессованием, сваркой или пайкой.
Технология соединения алюминиевых жил опрессованием показана на рис. 7.23, а — з.
Концы алюминиевых секторных жил перед опрессованием скругляют: многопроволочные — универсальными плоскогубцами, однопроволочные и комбинированные — специальным инструментом ИСК или КС, а также инструментом, входящим в набор НИСО.
При опрессовании наконечник или гильзу надевают на жилу (жила должна входить в трубчатую часть наконечника до упора, а в гильзе торцы жил должны упираться друг в друга в середине ее), устанавливают в механизм для опрессования, предварительно отводя пуансон.
Технология соединения алюминиевых жил опрессованием:
а — зачистка внутренней поверхности гильзы; б — смазка внутренней поверхности гильзы; в - концы жил со снятой изоляцией; г — зачистка концов жил; д — смазка жил кварцевовазели- новой пастой; е — надевание гильзы на жилы; ж — опрессование жилы; з — измерение остаточной толщины в месте опрессования
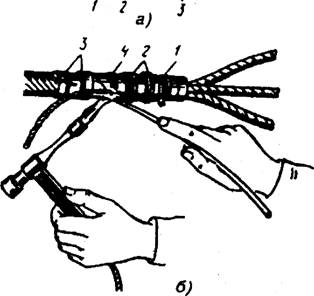
Операции соединения и ответвления непосредственным сплавлением припоем обработанных концов жил показаны на рис. а. В формы (гильзы) 2 жилы 1 вводят так, чтобы их стык находился в середине формы (для жил со срезанными под углом 55° концами зазор между торцами оставляют около 2 мм). Разъемные формы скрепляют бандажами или замками, а зазоры между жилой и формой уплотняют асбестовым шнуром 7. Для более полной заливки припоем формы располагают в горизонтальном положении, на жилы надевают защитные экраны 5. При соединении жил сечением 120—240 мм2 дополнительно устанавливают охладители.
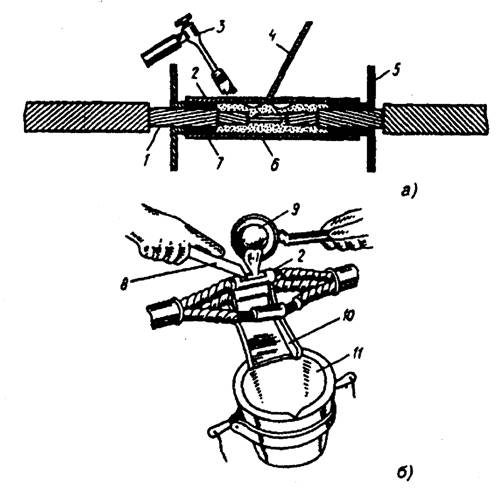
Технология соединения многопроволочных алюминиевых жил пайкой:
а — сплавление припоем; б — способом полива
Форму (гильзу) нагревают пламенем горелки 5. Одновременно вводят в пламя палочку припоя 4, расплав 6 которого перемешивают мешалкой 8 до полного заполнения формы и удаления шлаков. После этого нагрев прекращают. Легким постукиванием по форме уплотняют припой.
Тигель И (рис. 7.24, б), при пайке поливом из ковшика 9 предварительно расплавленным припоем, устанавливают на некотором расстоянии, чтобы исключить дополнительный нагрев изоляции жил. Между тигелем и местом пайки размещают лоток 10, по которому будут стекать излишки (лоток не должен касаться изоляции жил).
Технология изолирования мест соединения и оконцевания жил кабелей бумажными роликами и рулонами показана на рис. а — е. После соединения жил бумажную изоляцию промывают разогретым до 120—130° С пропиточным составом. Затем снимают с изоляции жил верхние расцветочные ленты: изоляцию разделывают ступенями на участке длиной 16 мм — для кабелей напряжением 6 кВ и 24 мм — для кабелей на 10 кВ. Ширина каждой ступени составляет 8 мм, на каждой ступени обрывают восемь лент бумажной изоляции.
Далее изоляцию кабеля повторно промывают разогретым до 120—130° С пропиточным составом.
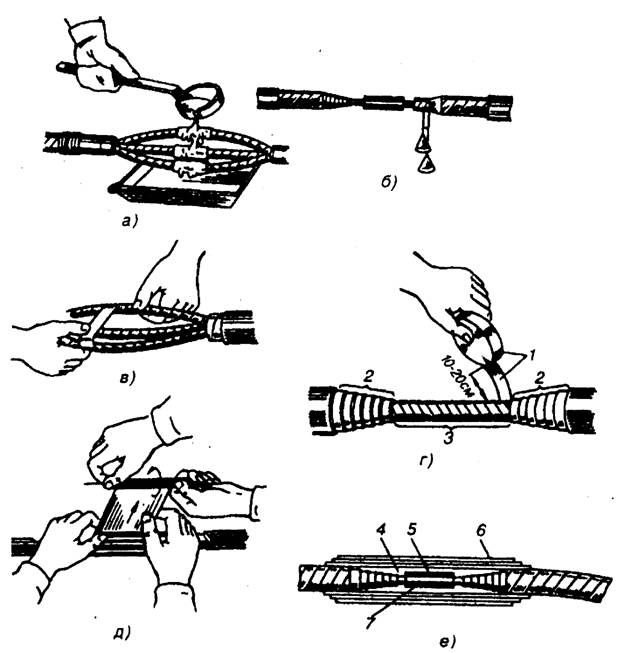
Технология изолирования мест соединения кабеля и оконцевания;
а — промывание гильз и бумажной изоляции разогретым составом МП; б— ступенчатая разделка бумажной изоляции в месте соединения жил; в — положение ролика и ленты при намотке; г — положение ролика и ленты в начале намотки второго слоя; наложение рулонной подмотки; е — комбинированная изоляция, выполненная бумажными роликами и рулонами; I — положение ролика и ленты при повороте; 2— ступени разделки заводской изоляции жил; 3 — слой подмотанной изоляции; 5 — подмотка бумажными роликами с шириной ленты соответственно 5 и 10 мм; б — подмотка бумажными роликами; 7 — соединительная гильза
Восстановление изоляции оголенных участков жил выполняют роликами шириной 5 мм (подмотку делают до внешней поверхности соединительной гильзы или заводской изоляции в зависимости от того, что имеет меньший диаметр). Дальнейшее изолирование осуществляют роликами шириной 10 мм. Периодически в процессе подмотки изолируемые жилы прошпаривают разогретым до 120— 130° С пропиточным составом МП. Дальнейшее изолирование выполняют цилиндрическими рулонами шириной до 300 мм в зависимости от марки муфты.
Вопрос 2
ОПРЕССОВКА АЛЮМИНИЕВЫХ И МЕДНЫХ ЖИЛ УСТАНОВОЧНЫХ ПРОВОДОВ И КАБЕЛЕЙ
Краткая характеристика подтемы и рекомендации по ее изучению
Соединение, ответвление и оконцевание медных и алюминиевых жил опрессовкой широко распространено в электромонтажной практике. Опрессовка может выполняться способами местного вдавливания, сплошного и комбинированного обжатия. При опрессовке жила провода или кабеля вводится в трубчатую часть наконечника или специальную гильзу и сжимается с помощью матрицы и пуансона. Контактное давление, создаваемое при этом между гильзой и жилой, обеспечивает надежное электрическое соединение.
При опрессовке способом местного вдавливания зубьями пуансона в одном или нескольких местах создается большое давление в одном месте и наилучший электрический контакт (рис. 9,а).
При опрессовке сплошным обжатием большое давление, а следовательно, и хороший электрический контакт создаются на всем протяжении обжатия (рис. 9,6).
Комбинированное обжатие (рис. 9, в) позволяет улучшить электрический контакт между жилой и трубчатой частью наконечника или гильзы благодаря тому, что в условиях сплошного обжатия создается дополнительно большое давление в месте вдавливания зуба пуансона.
Надежность контактного соединения во всех случаях достаточно высока, если правильно определена область применения, точно выбраны наконечник или гильза, рабочие инструменты, тщательно подготовлены поверхности и правильно произведена опрессовка.
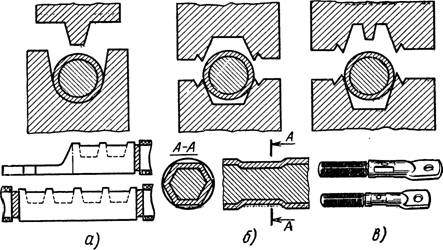
Рис. 9. Способы опрессовки:
а — местным вдавливанием, б, в — сплошным и комбинированным обжатием
Строительные нормы и правила указывают, что для оконцевания алюминиевых жил (сечением от 16 до 240 мм2) проводов напряжением до 2 кВ и кабелей до 35 кВ следует применять трубчатые наконечники, для жил сечением 2,5 мм2 проводов напряжением до 2 кВ и кабелей до 1 кВ — кольцевые наконечники (пистоны).
Для соединения алюминиевых жил (сечением от 16 до 240 мм2) проводов напряжением до 2 кВ и кабелей до 1 кВ рекомендуются гильзы по ГОСТ 9691-68, а для соединения и ответвления жил сечением 10 мм2 —гильзы ГАО, для соединения медных жил (сечением от 16 до 240 мм2) проводов напряжением до 2 кВ ц кабелей до 1 кВ — гильзы по ГОСТ 7388—70.
Для оконцевания медных жил (сечением от 0,75 до 240 мм2) проводов напряжением до 2 кВ кабелей до 35 кВ надо использовать наконечники по ГОСТ 7386—70, а многопроволочных жил (сечением 1— 2,5 мм2) проводов напряжением 2 кВ и кабелей до 1 кВ — наконечники (пистоны) по ГОСТ 9688—76.
Допускается применять ответвления жил сечением 2,5 мм2 проводов напряжением до 2 кВ опрессовкой в фольге гребенчатыми матрицей и пуансоном. Для опрессовки используют различные инструменты и механизмы, показанные в табл. 1.
Учащиеся из курса специальной технологии должны знать, как устроены и эксплуатируются эти механизмы и инструменты. Большую помощь оказывают упражнения, организованные в мастерских. Если нет возможности оснастить мастерские показанными в таблице механизмами и инструментами, в учебном процессе используют те из них, которые применяются на базовых предприятиях. Можно, например, использовать пресс-клещи ПК-1 и ПК"2. Они уже не выпускаются (заменены на ПК-1М и ПК-2М), но еще употребляются при монтаже и в училищах.
При выборе способа опрессовки (местным вдавливанием, сплошным или комбинированным обжатием) достаточно освоить приемы выполнения одним из них, так как несмотря на внешние отличия при выполнении опрессовки этими способами большинство операций однотипны. Опрессовка сплошным или комбинированным обжатием требует использования мощных прессов с большим усилием, что иногда удорожает процесс обучения. Для опрессовки местным вдавливанием можно применять всевозможные клещи, которые в большом количестве имеют базовые предприятия и училища. Кроме того, способ местного вдавливания наиболее широко распространен при выполнении электромонтажных работ. Поэтому при изучении учащимися приемов и способов опрессовки жил проводов и кабелей можно отдать предпочтение способу местного вдавливания. По мере оснащения мастерских прессами и инструментами для сплошного или комбинированного обжатия эти способы также используют в учебном процессе.
Опрессовке алюминиевых жил посвящены три инструкционные карты, в которых рассмотрено соединение и ответвление жил сечением 10 мм2, оконцевание жил сечением 16—240 мм2 и соединение жил этих же сечений.
Опрессовка медных жил показана на примере оконцевания многопроволочных жил сечением 1—2,5 мм2, ответвления в фольге гребенчатыми матрицей и пуансоном, оконцевания и соединения жил сечением 16—240 мм2.
При работе с инструментами необходимо соблюдать общие правила техники безопасности, а также правила, приведенные в инструкциях по эксплуатации прессов, клещей и других инструментов.
Таблица 1. Механизмы и инструменты для опрессования жил
| Наименование механизма и инструмента | Тип | Эскиз | Область применения |
| Пресс-клещи | ПК-2 | 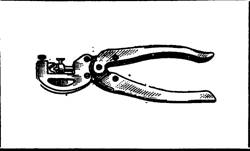
| Соединение и ответвление алюминиевых жил сечением 2,5—10 мм2 в гильзах ГАО Соединение и оконцевание медных жил сечением до 10 мм2 в гильзах и наконечниках |
| Пресс-клещи | ПК-2М | 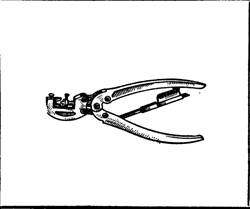
| Соединение и ответвление алюминиевых жил в гильзах ГАО-4 и ГАО-5 Соединение и оконцевание медных жил сечением 4—6 мм2 Оконцевание медных жил сечением 1,5— 2,5 мм2 в кабельных кольцевых наконечниках П |
| Пресс-клещи | ПК-1 | 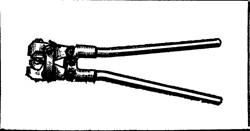
| Соединение и оконцевание жил сечением 16— 50 мм2 |
| Пресс-клещи | ПК-1М | 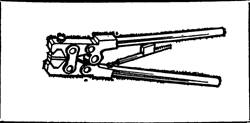
| Соединение, ответвление и оконцевание алюминиевых жил сечением 16—35 мм2 в гильзах ГАО-5—ГАО-8, ГА и наконечниках ТА и ТАМ |
| Гидравлические и монтажные клещи | ГКМ | 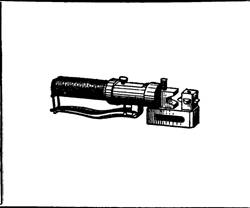
| Соединение, ответвление и оконцевание алюминиевых жил сечением до 1 15 мм2 в гильзах ГАО и ГА и наконечниках ТА и ТАМ Соединение и оконцевание медных жил сечением до 10 мм2 в гильзах ГМ и наконечниках Т, обжатие в кольцевых наконечниках П |
| Ручной механический пресс | РМП-7 | 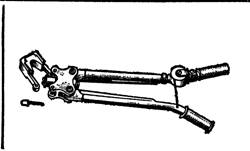
| Соединение и оконцевание алюминиевых жил при опрессовке вдавливанием: двузубым для сечений 16—120 мм2 и однозубым для сечений 16—240 мм2 Соединение и оконцевание медных жил сече- |
| Наименование механизма и инструмента | Тип | Эскиз | Область применения |
| нием 16—240 мм2 при опрессовке однозубым вдавливанием | |||
| Механический пресс | ПМ-7 | 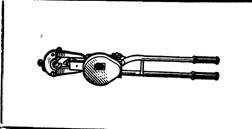
| Соединение и оконцевание алюминиевых и медных жил сечением 16—240 мм2 |
| Гидравлический пресс | РГП-7М | 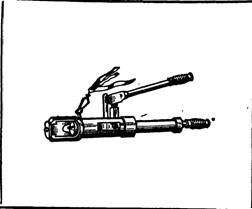
| Соединение и оконцевание алюминиевых жил при опрессовке вдавливанием: двузубым для сечений 16—120 мм2 и однозубым для сечений 16—240 мм2 Соединение и оконцевание медных жил сечением 16—240 мм2 при опрессовке однозубым вдавливанием |
| Гидравлический пресс | МИ-2 | 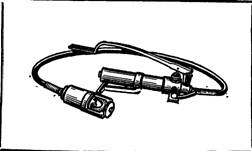
| Соединение и оконцевание алюминиевых жил сечением до 300 мм2, медных — до 240 мм2 |
| Гидравлический пресс с электроприводом | ПГЭМ | 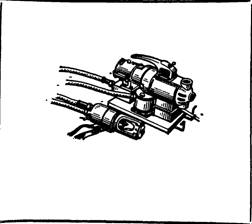
| Соединение и оконцевание алюминиевых и медных жил сечением 16—240 мм2 Опрессование овальных соединений на медных и алюминиевых проводах сечением 16— 185 мм2 и сталеалюминиевых проводах воздушных линий электропередачи сечением 35— 185 мм2 |
| Пресс гидравлический ручной | ПГР- -20М1 | 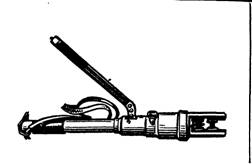
| Соединение и оконцевание алюминиевых жил изолированных проводов и кабелей сечением 16— 240 мм2 способом комбинированного обжатия и скругления секторных алюминиевых жил сечением 25—240 мм2 |
Инструкционная карта 22. Опрессовка однопроволочных алюминиевых жил в гильзах ГАО
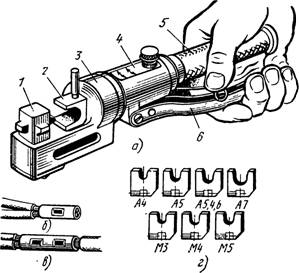
Пресс-клещи ГКМ (а), опрессованное соединение с односторонним (б) и двусторонним (в) заполнением гильзы и матрицы (г): 1 — блок пуансонов, 2 — матрица, 3 — бугель, 4 — корпус, 5 — резервуар для рабочей жидкости, 6 — ручка
Область применения: лучший способ для соединения и ответвления алюминиевых жил (сечением 2,5—10 мм2) проводов напряжением до 1 кВ и кабелей до 1 кВ.
Учебные цели: изучить устройство и правила эксплуатации пресс- клещей ГКМ или ПК-1М (ПК-1), ПК-2М (ПК-2); научиться подбирать гильзы с одно- и двусторонним заполнением в зависимости от суммарного сечения соединяемых жил и условий соединения; освоить пр
|
из
5.00
|
Обсуждение в статье: ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ЭЛЕКТРОМОНТАЖНЫМ ИЗДЕЛИЯМ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы