 |
Главная |


Внешние вольт-амперные характеристики источников питания
|
из
5.00
|
Введение
Явление прохождения электрического тока через газы получило название газовых разрядов. В физике известны многие виды таких разрядов, которые отличаются друг от друга, главным образом, величиной разрядного тока, напряжением, температурой и давлением газа (плазмы) между электродами. В технике различают и используют тёмный, тлеющий, искровой, коронный разряды. Строгих количественных границ провести между ними не удается, так как один вид разряда, часто переходит в другой без заметного внешнего воздействия. Однако,дуговой разряд существенно отличается от других сравнительно большим током не ниже нескольких ампер, низким напряжением порядка десятка вольт и высокой температурой газа в разрядной области.
Впервые дуговой разряд наблюдался и был описан академиком Петровым в 1802 году. Дуговой разряд широко используется в технике. Обширное применение в технике электрическая дуга получила в металлургии и применяется для нагрева и плавления металлов.
Электрическаясварочная дуга. 



I. Виды сварочных дуг.
По наиболее важным техническим признакам различают следующие основные группы сварочных дуг:
| Дуги прямого действия | Дуги с плавящимся электродом | Дуги в парах металла | Свободные дуги | Установившиеся дуги | Открытые дуги | Дуги постоянного тока |
| Дуги косвенного действия | Дуги с неплавящимся электродом | Дуги в газах | Сжатые дуги | Неустановившиеся дуги | Закрытые дуги | Дуги переменного тока |
1. В дугах прямого действия металлы, подлежащие нагреву или плавлению являются электродами разряда, и передается кинетическая и потенциальная энергия заряженных частиц. Поэтому оба электрода интенсивно нагреваются и плавятся.
Дуги косвенного действия располагаются у поверхностей подлежащих нагреву или плавлению изделий. Электродами таких дуг служат стрежни из графита или вольфрама, не соединенные электрически с изделиями. Нагрев и плавление изделий происходит лишь за счет кинетической энергии сталкивающихся с ними частиц газа. Обычно такой нагрев мало эффективен, поэтому дуги косвенного действия применяются в тех случаях, когда требуется сравнительно небольшая теплопередача от дуги к изделиям.
2. В дугах с плавящимся электродом оба электрода в процессе осуществления сварочного процессарасплавляются, поставляя металл в общую сварочную ванну. Если одни электроды являются тугоплавкими (например, вольфрамовый) и не поставляет металл в общую сварочную ванну, такая дуга будет называться дугой с неплавящимся электродом. При увеличении тока дуги тугоплавкий электрод также может расплавиться, поэтому разновидности дуг этой группы определяются не только материалом электродов, но и режимом их горения.
3. Большинство плавящихся электродов сильно испаряется. Пары, двигаясь от электродов в виде струи, почти полностью оттесняют из области разряда другие газы. Поэтому пары электродов определяют основные свойства таких дуг. Когда же используются слабо испаряющиеся вольфрамовые, графитовые или искусственно охлаждаемые водой медные электроды, состав газа разрядной области с достаточной точностью определяется её атмосферой. Последнюю образуют либо защитные газы – аргон, гелий, углекислый газ, водород и др., подаваемые в зону дуги для ограждения металла от воздействия воздуха, либо воздух при отсутствии такой защиты. Однако по мере увеличения тока, слабо испаряющиеся электроды могут испаряться интенсивно, а «дуга в газах» может стать «дугой в парах», поэтому и в этой группе разновидности дуг также определяются их режимом.
4. Дуга считается свободной, если её развитие в пространстве неограниченно до пределов определяемых естественными свойствами дуги. При наличии таких ограничений дуга считается сжатой. Дуги сжимают, помещая их в узкие каналы, ограничивая размеры электродов, обдувая дуги струями газов или жидкостей.
5. Дуга считается установившейся, если длительность её существования при заданных условиях заметно превышает время протекания в ней переходных процессов и параметры дуги уже не меняются во времени. Изменение силы тока, состава атмосферы, расстояния между электродами, положения в пространстве и т.д. характеризуют неустановившиеся дуги. Однако при сравнительно медленном изменении перечисленных факторов, когда каждому их мгновенному значению соответствуют параметры дуги, близкие к установившимся при этих мгновенных значениях, такими изменениями можно пренебречь и дуги считать установившимися. Таким образом, разделение дуг анализируемой группы на два вида требует их тщательного изучения.
6. Дуга считается открытой, если вокруг неё отсутствуют преграды, кроме самих электродов, исключающие или затрудняющие циркуляцию газа в околодуговом пространстве, или задерживающие излучение дуги. В случае полного ограждения дуги от окружающего пространства она становится закрытой. Примером такой дуги является дуга под флюсом. Её атмосфера состоит только из паров электродов и ограждения – флюса. Циркуляция газовых потоков в такой дуге ограничена, излучение дуги в пространство не проникает. Возможны полузакрытые дуги т.д.
7. Для дуг постоянного тока характерна неизменность направления тока и, как правило, небольшие колебания его силы, обуславливаемые процессами в дуге. В дугах переменного тока происходят непрерывные изменения направления тока и, как правило, частое изменение его величины за счёт постоянной смены анодных и катодных пятен.
II. Строение дуги. Составные части дугового разряда. Распределение потенциала в дуге.
Сварочная дуга представляет собой мощный электрический разряд в ионизированной смеси газов, паров металлов и веществ, входящих в состав электродных покрытий, флюсов и других защитных средств.
Дуговой промежуток разделяют на три области:
- анодную
- катодную
- столб дуги
Указанные области (слои) обнаружены экспериментально, и они называютсяприэлектродными областями дуги.
В данном случае на электроде отмечена катодная область, а на изделии анодная и между ними столб дуги.
Длина катодной, как и анодной области составляет  . Длина столба дуги десятые доли сантиметра, поэтому принято за длину дуги принимать длину столба, при этом нельзя забывать о существовании приэлектродных областей.
. Длина столба дуги десятые доли сантиметра, поэтому принято за длину дуги принимать длину столба, при этом нельзя забывать о существовании приэлектродных областей.

Рисунок 1. Модель сварочной дуги и распределение потенциала по ее длине.
На рисунке 2 показан график нарастания напряжения по длине дуги разрядного промежутка. Как видно из графика в приэлектродных областях, несмотря на малую протяженность напряжения  и
и  значительны.
значительны.

Рисунок 2. График нарастания напряжения по длине дуги разрядного промежутка.
Общее напряжение дуги  определяется как сумма
определяется как сумма

III. Ионизация дугового промежутка. Потенциал ионизации.
Электрическая дуга – один из видов электрического разряда между двумя электродами в газообразной среде. Это мощный концентрированный источник света и тепла, используемый для расплавления металла. В обычных условиях газы не проводят электрический ток. Для дугового разряда необходимо, чтобы в промежутке между электродами образовывались электрические заряженные частицы, перемещение которых и будет создавать электрический ток. Процесс образования таких частиц называется процессом ионизации газов. Это процесс происходит под действием электрического тока, проходящего через газ.
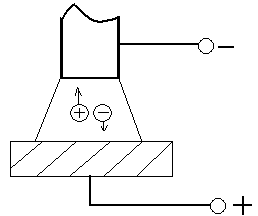
Рисунок 3.
Основной причиной ионизации является высокая температура газа, при которой электроны приобретают энергию, преодолевающую силу притяжения положительных ионов и способствующую их удалению с поверхности электрода. Встречая на своем пути молекулы и атомы газа электроны ионизируют их, обуславливая электропроводность газа.
Электроны и отрицательные ионы под действием электрического тока направляются к положительному электроду, а положительные ионы – к отрицательному и ударяются о них. Кинетическая энергия от удара переходит в тепловую, создавая в зоне анода и катода высокую температуру.
При зажигании дуги, когда электроды и газовый промежуток недостаточно нагреты, необходимо повышать напряжение источника тока, чтобы придать электронам большую кинетическую энергию и интенсифицировать ионизацию газа между электродами.
Для отрыва электрона от атома с превращением последнего в положительный ион нужно затратить определенную энергию, характеризуемую потенциалом ионизации. Количество энергии, необходимой для возбуждения атома или молекулы, называется потенциалом возбуждения. Чем ниже потенциал ионизации металла и газа, тем слабее связь электрона с атомом ядра. В этом случае на возбуждение и работу ионизации требуется меньше энергии, в результате чего дуга возбуждается быстрее и горит устойчивее.
Вещества с наименьшим потенциалом ионизации называются стабилизаторами дуги. На стабильность горения дуги можно влиять введением в металл элементов с низким потенциалом выхода. Одним из методов оценки стабильности горения дуги является определение её длины, при которой происходит естественный обрыв.
Отмечаются лучшие стабилизирующие вещества, например щелочноземельные и щелочные металлы: калий, натрий, барий, кальций (мел, поташ, сода).Наибольшими потенциалами ионизации обладают инертные газы (аргон, гелий, неон), а также азот и кислород.
В столбе дуги в зависимости от режима температура газа может достигать  .
.
IV. Вольтамперная характеристика сварочной дуги.
Электрическая дуга как элемент сварочной цепи обладает ярко выраженной нелинейностью. Это означает, что между ее током и напряжением нет прямой зависимости. Зависимость напряжения как функция от тока 
при прочих неизменных условиях для таких элементов изображается в виде кривых, называемых вольтамперными характеристиками. Если величины напряжения измерены в состоянии устойчивого равновесия при разных токах, такие характеристики будут называться статическими. Построение вольт-амперных характеристик связано с большими трудностями не только из-за сложности измерения длины дуги между плавящимися электродами, но и поддержания неизменных прочих условий.
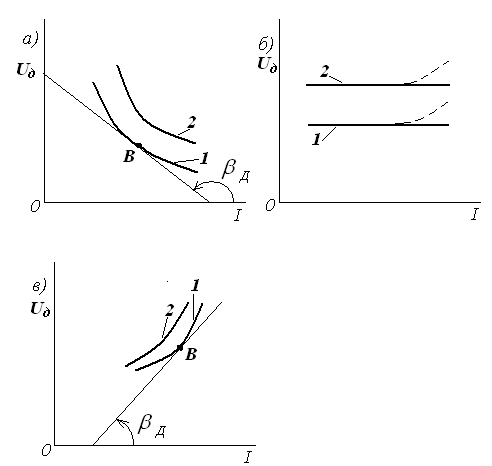
Рисунок 4. Вольт-амперные характеристики дуги:
а – падающие; б – жесткие; в – возрастающие; 1 -  ; 2 -
; 2 -  ; для 1 и 2
; для 1 и 2  и
и 
Падающая - с ростом сварочного тока 
 уменьшается.
уменьшается.
Жесткая – с ростом  остается практически неизменным.
остается практически неизменным.
Возрастающая – рост вызывает увеличение .
Падающие вольт – амперные характеристики имеют свободные малоамперные дуги, горящие в атмосфере воздуха и в среде аргона при токах от нескольких ампер до 70-80А. Причиной снижения напряжения на дуге является уменьшение напряжения столба дуги. С ростом тока более интенсивно протекает ионизация газа столба дуги, проводимость столба дуги увеличивается, площадь поперечного сечения столба возрастает. Разности потенциалов в анодной и катодной областях практически не зависят от величины тока, а только от физических условий, в которых существует дуга. При неизменной длине дуги с ростом тока уменьшается напряжение столба дуги и напряжение на дуге; при этом дифференциальное сопротивление  <0, так как угол
<0, так как угол  тупой (рис.4,а).
тупой (рис.4,а).
Жесткую ВАХ имеют сварочные дуги с токами от 80А и выше при ручной дуговой и механизированной сварке под флюсом (рис.4,б). С ростом сварочного тока увеличивается площадь столба дуги, в результате чего проводимость разрядного промежутка практически не изменяется. Увеличение тока с одновременным увеличение площади столба дуги приводит к тому, что плотность тока в столбе дуги и напряженность электрического поля остаются постоянными. Этим объясняется то, что при постоянстве  и
и  напряжение
напряжение  практически не зависит от величины тока. При постоянной длине дуги напряжение
практически не зависит от величины тока. При постоянной длине дуги напряжение  с ростом тока не изменяется, при этом
с ростом тока не изменяется, при этом  .
.
При механизированной сварке под флюсом, когда диаметр электродной проволоки невелик, плотность тока в электроде несколько больше таковой при свободной малоамперной дуге, горящей в воздухе или в аргоне. Начиная примерно с 300-400А и выше ВАХ дуги, горящей под флюсом, становится пологовозрастающей.
При сварке плавящимся электродом в среде углекислого газа и сжатой дугой в среде аргона неплавящимся электродом ВАХ сварочной дуги крутовозрастающая. С ростом сварочного тока напряжение на дуге возрастает.
V. Статическая вольтамперная характеристика сварочной дуги.
Вольтамперная характеристика нелинейного участка сварочного контура, которая строится по данным эксперимента, представляет собой зависимость напряжения на дуге от тока при данных  длине дуги, проводимости разрядного промежутка G и постоянстве остальных физических факторов, влияющих на горение дуги.
длине дуги, проводимости разрядного промежутка G и постоянстве остальных физических факторов, влияющих на горение дуги.  .При проведение эксперимента питание дуги осуществляется от отдельного источника. Получение опытных данных для построения вольт-амперных характеристик сварочной дуги с неплавящимся электродом хотя и представляет определенные трудности, но возможно. Длину дуги
.При проведение эксперимента питание дуги осуществляется от отдельного источника. Получение опытных данных для построения вольт-амперных характеристик сварочной дуги с неплавящимся электродом хотя и представляет определенные трудности, но возможно. Длину дуги  в этом случае можно установить и поддерживать во время опыта постоянной при практической неизменности амперной характеристики для дуги с плавящимся электродом, строго говоря, является несостоятельным, так как реальных условиях при горении дуги происходит непрерывное изменение
в этом случае можно установить и поддерживать во время опыта постоянной при практической неизменности амперной характеристики для дуги с плавящимся электродом, строго говоря, является несостоятельным, так как реальных условиях при горении дуги происходит непрерывное изменение  в связи с переносом через разрядный промежуток капель жидкого металла в ванну на изделии.
в связи с переносом через разрядный промежуток капель жидкого металла в ванну на изделии.
В зависимости от условий существования сварочной дуги ей соответствует тот или иной участок статической характеристики. При ручной дуговой сварке характеристика дуги будет падающей с переходом в жесткую. При сварке под флюсом или в среде  характеристика дуги будет жесткой с переходом в возрастающую.
характеристика дуги будет жесткой с переходом в возрастающую.
Графическое изображение зависимости напряжения дуги от тока называют статической вольт-амперной характеристикой, или статической характеристикой дуги. Как видно из рисунка 5 статическая характеристика сварочной дуги при постоянных диаметре электрода и длине дуги состоит из трех участков.

Рисунок 5. Статическая характеристика сварочной дуги.
Внешние вольт-амперные характеристики источников питания.
I. Понятие внешней характеристики. Формы внешних характеристик.
Внешние вольтамперные характеристики (ВАХ) бывают:

Рисунок 6. Внешние вольтамперные характеристики.
а - крутопадающая
б- пологопадающая
в - жесткая
г- возрастающая
Электрические свойства источника при работе в статическом режиме выражаются его внешней характеристикой. Внешняя характеристика источника – это зависимость между напряжением на его зажимах и током, протекающим через сварочную цепь при нагрузках.
Первоначальное возбуждение дуги чаще всего происходит при касании электродом изделия. Это процесс называют коротким замыканием. При последующем отрыве электрода в пространстве, заполненном ионизированным газом, возникает горение сварочной дуги. Возбуждение дуги происходит тем легче, чем выше напряжение холостого хода. Для обеспечения надежного возбуждения, напряжение холостого хода должно быть не ниже 40В. Верхняя грань напряжения холостого хода ограничивается требованиями пожарной безопасности. Переменный ток – 80В, постоянный – 90В.
При сварке неплавящимся электродом зажигание зачастую производится с помощью специального устройства – осциллятора. В данном случае зажигание осуществляется без касания.
Источник питания должен удовлетворять следующим требованиям:
- обеспечивать надежное зажигание
- поддерживать стабильное горение
- способствовать благоприятному переносу металла
- обеспечивать регулирование режима в заданном диапазоне.
II. Выбор внешней характеристики источников питания на примере ручной дуговой сварки.

Рисунок 7. Внешняя характеристика источника питания для РДС.
А – равенство подаваемой и потребляемой энергии.
1 – статическая вольтамперная характеристика дуги.
2 – внешняя вольтамперная характеристика источника питания.
В ручной дуговой сварке изменение длины дуги приводит к изменению напряжения дуги, что в свою очередь изменяет режим по току.
При использовании источника с крутопадающей характеристикой, изменения по току, вызванные изменением напряжения малозначительны. В случае применения более пологопадающего источника изменение тока возрастает. Поэтому для РДС необходимо применять источники с крутопадающей характеристикой.
III. Условие статической устойчивости энергетической системы «источник питания – сварочная дуга». Коэффициент устойчивости системы.
Дуговой разряд называется устойчивым, если существует непрерывно, в течение длительного времени, без обрывов и коротких замыканий, поэтому в качестве непосредственного критерия для оценки устойчивости можно принять отрыв дуги или количество обрывов при полном расплавлении электрода. Устойчивость зависит от технологических и от электрических характеристик процесса.
Понятие принципиальной устойчивости.

Рисунок 8. Малое возмущение по длине дуги.
Рассмотрим малое возмущение по длине дуги  .
.

Рисунок 9. К оценке устойчивости при малом возмущении по длине дуги: 
В точках А и В наблюдается равенство токов и напряжений дуги и источника, а,следовательно, равенство энергии, выделяемой источником и потребляемой дугой.
Выясним, устойчиво ли равновесие в точке В.
При резком, но малом удлинении дуги  также резко, скачком, увеличивается напряжение дуги. Поэтому в данный момент времени характеристика дуги сместится вверх, а состояние дуги будет отражаться точкой
также резко, скачком, увеличивается напряжение дуги. Поэтому в данный момент времени характеристика дуги сместится вверх, а состояние дуги будет отражаться точкой  .
.
Однако состояние источника по-прежнему отражается точкой В. Значит, равновесие нарушилось. Увеличение напряжения дуги вызвано увеличением её сопротивления  . Увеличение
. Увеличение  должно привести к снижению сварочного тока. Поэтому точка соответствующая параметрам дуги (
должно привести к снижению сварочного тока. Поэтому точка соответствующая параметрам дуги (  ) будет перемещаться в точку
) будет перемещаться в точку  .
.
Точка, соответствующая параметрам источника  , будет перемещаться в точку
, будет перемещаться в точку  . В результате система в целом переходит в новое равновесное состояние в точке
. В результате система в целом переходит в новое равновесное состояние в точке  .
.
Малое удлинение дуги было успешно отработано системой и привело лишь к малым отклонениям напряжения и тока. Значит, система в точке  устойчива.
устойчива.
Рассмотрим точку  . После увеличения длины дуги состояние дуги будет отражаться точкой
. После увеличения длины дуги состояние дуги будет отражаться точкой  , состояние источника точкой
, состояние источника точкой  .
.
Как и в случае с точкой  , увеличение длины дуги привело к увеличению
, увеличение длины дуги привело к увеличению  , поэтому
, поэтому  уменьшается. В результате мы двигаемся по характеристике дуги влево, но в данном случае источник питания не может обеспечить требуемое значение тока и напряжения. Характеристики дуги и источника не пересекутся, следовательно, точка
уменьшается. В результате мы двигаемся по характеристике дуги влево, но в данном случае источник питания не может обеспечить требуемое значение тока и напряжения. Характеристики дуги и источника не пересекутся, следовательно, точка  является неустойчивой.
является неустойчивой.
Коэффициент устойчивости системы.
Система «источник-дуга» принципиально устойчива, если в результате отработки малых возмущений она приходит в установившееся состояние, характеризующееся равенством подаваемой и потребляемой энергии и малыми отклонениями тока и напряжения от исходного состояния.

Рисунок 10. Определение коэффициента устойчивости системы «источник – дуга».
Выясним причину наличия устойчивости в точке  и её отсутствие в точке
и её отсутствие в точке  . Очевидно, что движение системы при отработке возмущений вблизи точки
. Очевидно, что движение системы при отработке возмущений вблизи точки  всегда приводит её в новое равновесное состояние и не приводит вблизи точки
всегда приводит её в новое равновесное состояние и не приводит вблизи точки  .
.
Заметим, что в отличие от точки  наклон характеристики источника в точке
наклон характеристики источника в точке  круче, чем дуги.
круче, чем дуги.
Наклон характеристик источника и дуги принято выражать или оценивать величиной дифференциальных сопротивлений.


Приведем примеры типичных численных соотношений  и
и  в точках
в точках  и
и  . Рассмотрим точку
. Рассмотрим точку 


 .
.
Дуга горит.
Рассмотрим точку  .
.


 .
.
Дуга не горит.
В любых сочетаниях характеристик источника и дуги, устойчивость обеспечивается только при выполнении неравенства  . Поэтому в качестве критерия принципиальной устойчивости системы принята разность дифференциальных сопротивлений, которая выражается в виде коэффициента устойчивости.
. Поэтому в качестве критерия принципиальной устойчивости системы принята разность дифференциальных сопротивлений, которая выражается в виде коэффициента устойчивости.

Для устойчивого горения дуги необходимо чтобы ВАХ источника падала круче, чем ВАХ дуги.
Пример оценки принципиальной устойчивости.

Рисунок 11.
IV. Экспериментальное определение внешней характеристики источника питания.

Рисунок 12.
ü Определить напряжение холостого хода
ü Установить максимального сопротивления на балластном реостате.
ü Снизить сопротивление балластного реостата.
ü Повторить предыдущий пункт
ü Произвести короткое замыкание, если видим, что характеристика источника падающая.
ü Соединить точки и получить характеристику.
|
из
5.00
|
Обсуждение в статье: Внешние вольт-амперные характеристики источников питания |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы