 |
Главная |


Режимы процесса сварки
|
из
5.00
|
I. Стабильность параметров режима сварки.
Если в системе «источник-дуга» обеспечена устойчивость в широком диапазоне возмущений, имеет смысл оценивать стабильность параметров режима – тока и напряжения.
Отклонение тока сказываются на глубине проплавления. Увеличение тока может привести к прожогам, уменьшение тока – к непроварам.
Отклонение напряжения могут вызвать непропорциональные изменения ширины шва.
Возмущения могут иметь:
- периодический
- импульсный
- скачкообразный характер

Рисунок 22. Осциллограмма тока при сварке с типичными возмущениями.
1.периодическое изменение проводимости дуги, вызванные хаотичным движением катодных и анодных пятен (не оказывают влияния на форму шва).
2.периодические колебания напряжения источника с частотой 50 Гц мало влияют на форму шва.
3. импульсные всплески тока при технологических коротких замыканиях (процесс перехода капли) оказывают существенное влияние на чашуйчатость шва.
4. в данном случае изменяется глубина проплавления, частота
II. Приемы стабилизации режимов.
Стабильность параметров режима принято оценивать величиной среднеквадратичного отклонения тока (напряжения).
 ,
,
где  - текущее значение тока в
- текущее значение тока в  - ый момент,
- ый момент,  - среднее значение тока за n измерений.
- среднее значение тока за n измерений.
Для сопоставления различных источников и режимов по их стабильности удобней пользоваться коэффициентом вариации параметра, т.е. относительной величиной
 .
.
Например, у лучших источников для механизированной сварки в углекислом газе коэффициент вариации тока не превышает 35%, а коэффициент вариации не превышает 30%.
Приемы стабилизации режимов.
Наибольшую опасность представляют скачкообразные изменения параметров, имеющие длительный характер. Их оценивают абсолютным отклонением  или относительной величиной
или относительной величиной  . Такие отклонение параметра вызываются отклонениями длины дуги или напряжения сети.
. Такие отклонение параметра вызываются отклонениями длины дуги или напряжения сети.
Ø Возмущения по длине дуги.
При изменении длины дуги меняется напряжение, а следовательно и ток дуги.

Рисунок 23. К оценке стабильности режима при колебании длины дуги Очевидно, что в этом случае, для стабилизации напряжения дуги достаточно ограничить колебания её длины. Следует помнить, что отклонение тока зависит от дифференциального сопротивления источника Rи. Поэтому для стабилизации дуги в данном случае рекомендуется использовать источник с более крутопадающей характеристикой (с большим отрицательным дифференциальным сопротивлением).См. коэфф. Устойчивости.
Ø Отклонения, вызванные изменением напряжения питающей сети.
При изменении напряжения питающей сети изменяется напряжение вторичной обмотки трансформатора, что в свою очередь приводит к изменению напряжения холостого хода.
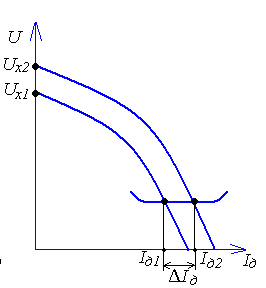
Рисунок 24.К оценке стабильности режима при колебании напряжения сети (б).
В данном случае для точного поддержания заданного сварочного режима необходимо использовать системы обратных связей (ВДУ 505), где происходит постоянная проверка заданного тока и напряжения и их постоянная корректировка.
III. Автоматическое регулирование режимов сварки.
Ø Источник питания с обратной связью по току.
Автоматическое регулирование это процесс, при котором обеспечивается поддержание заданного значения регулируемого параметра с помощью специального регулятора, благодаря действию обратных связей. Автоматические регуляторы в составе источника питания обычно предназначены для стабилизации тока и напряжения.

Рисунок 25.Стабилизированный источник с обратной связью по току
УС – устройство сравнения, Uзт – напряжение, заданное по току, Uдт–фактическое напряжение с датчика тока.
Uс ↓→Uх↓→Iд↓→Uдт↓→(Uзт – Uдт)↑ →Uх↑→ Iд↑→ Iд=const.
Ток стабилизируется и при других возмущениях, например, колебания длины дуги или сопротивления источника. Таким образом, из естественных, подверженных колебаниям внешних характеристик можно получить практически вертикальные стабилизированные характеристики. Подобным образом, вводя обратную связь по напряжению можно получить стабилизированные жесткие характеристики.
Стабилизация таким способом применяется не только в сварочной технике, но и во многих других технических устройствах.
Ø Система саморегулирования.

Рисунок 26. Система саморегулирования дуги (АРДС)
Рассмотрим реакцию системы при возмущении по длине дуги, например при её удлинении на ∆l=l1-l2.
В этом случае резко увеличивается напряжение дуги Uд, что при падающей характеристике источника приведет к уменьшению тока Iд.
При уменьшении тока уменьшается и тепловая мощность дуги, поэтому уменьшается скорость плавления. При этом скорость подачи проволоки остается постоянной. Это в конечном итоге приведет к укорочению дуги (к восстановлению дугового промежутка).
lд↑ →Uд↑→Iд ↓→Vпл↓(Vп.пр=const)→lд↓
В данном случае скорость подачи проволоки не меняется, отработка всех возмущений происходит за счет резкого изменения силы тока, вызванного изменением напряжения. Изменение силы тока приводит к увеличению или уменьшению скорости плавления, за счет этого дуговой промежуток самостоятельно восстанавливается.
Регулирование тока.
В системе саморегулирования ток можно изменять, меняя скорость подачи проволоки.
Vп.пр↑→lд↓→Uд↓→Iд↑→Vпл↑→lд↑→lд→const.
Режимы процессов сварки.
В источниках питания без обратных связей независимо от их конструктивного исполнения и прочего, можно выделить два общих принципа регулирования режимов.
Ø Регулирования за счет изменения напряжения холостого хода.

Рисунок 27.
Напряжение холостого хода можно регулировать за счет изменения числа витков обмоток.

Рисунок 28.
Ø Регулирование за счет изменения внутреннего сопротивления источника.

Рисунок 29.
Уменьшая или увеличивая расстояние между обмотками, регулируем внутреннее сопротивление. Чем больше расстояние между обмотками, тем меньше внутреннее сопротивление, ток больше и наоборот.
Параллельное и последовательное соединение.

Рисунок 30.
Параллельное соединение - R↓→Iд↑
Последовательное соединение - R↑→Iд↓
Треугольник, звезда.
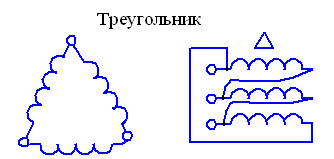
Рисунок 31. Соединение обмоток треугольником.

Рисунок 32. Соединение обмоток звездой.

Рисунок 33. Внешние характеристики выпрямителя типа ВД.
|
из
5.00
|
Обсуждение в статье: Режимы процесса сварки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы