 |
Главная |


Технические и технологические показатели станков токарной группы
|
из
5.00
|
- Основные условия функционирования
- Размеры рабочего пространства для размещения заготовок, инструмента и приспособлений.
- Расположение обрабатываемых поверхностей, их количество и размеры.
- Наибольшая масса устанавливаемых заготовок и способы закрепления.
- Пределы частот вращения и подач рабочих органов
- Основная форма обрабатываемых заготовок (определяет пространственное размещение рабочих органов станка).
- Количество, форма и параметры устанавливаемых инструментов для штатных методов обработки.
- Количество управляемых включая одновременно) перемещений рабочих органов.
- Дискретность перемещения по осям координат
- Производительность штучная
- Мощность главного привода и подач.
- Количество переходов и проходов.
- Скорости холостых и установочных перемещений.
- То же рабочих перемещений.
- Наличие автоматизации основных и вспомогательных циклов.
- Оснащенность дополнительными приспособлениями и устройствами.
- Количество одновременно обрабатываемых заготовок и установленных инструментов
- Точность обработки станка
- Выходная точность станка.
- Точность установки изделия и стабильность позиционирования рабочих органов.
- Исходная точность заготовки и объемная стабильность качества.
- Размерная износостойкость инструмента.
- Статические, динамические и тепловые деформации несущей системы, групп узлов заготовки и инструментов.
- Возможность корректирования перемещений формообразующих элементов.
- Характер износа элементов и узлов станка
- Эксплуатационные свойства станка
- Масса станка.
- Площадь, занимаемая станком.
- Надежность работы систем и узлов.
- Удельная энергоемкость.
- Материалоемкость.
- Техническая и эксплуатационная безопасность и экономичность.
- Удобство управления и обслуживания.
- Ремонтопригодность
Технико-экономические показатели станочного оборудования
Производительность определяется способностью оборудования обеспечивать обработку определенного количества деталей в единицу времени. Используется несколько количественных показателей производительности.
- Штучная производительность характеризуется количеством деталей, обработанных на станке в единицу времени.
- Производительность резания характеризуется количеством (объемом) материала, срезаемого с заготовки в единицу времени см3/мин.
| Вид обработки | Производительность резания см³/мин | Удельная мощность кВт мин/см³ |
| Точение | 0.06 | |
| Фрезерование | - | |
| Шлифование | 0.6 | |
| Электроискровая | ||
| Электрохимическая | ||
| Ультразвуковая | ||
| Лазерная | 0.01 |
- Производительность формообразования характеризуется площадью поверхности обработанной на станке в единицу времени.
- Сравнение между собой оборудования по производительности проводится по методике изложенной в руководящем документе РД 2Н06-45-87 «Расчет производительности металлорежущих станков».
Степень унификации
Металлоемкость оборудования – оценивается по удельной массе металла с учетом повышения производительности и, точность, относительно сравниваемой модели. Согласно РД2-Н06-34-87
Удельный расход электроэнергии
Экономическая эффективность станочного оборудования
Экономическая эффективность является главным объективным критерием для создания нового станка или оборудования, а также для принятия всех решений при его конструировании.
Надежность станочного оборудования по ГОСТ 27.002-83 «Надежность техники. Термины и определения»
Надежность – это свойство объекта сохранять во времени в установленных пределах значение всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения, технического обслуживания, ремонтов, хранения и транспортирования.
Надежность – это комплексное свойство, которое в зависимости от назначения объекта и условий его эксплуатации состоит из сочетания свойств: безотказности, долговечности, ремонтопригодности и сохраняемости.
Безотказность – это свойство объекта непрерывно сохранять работоспособное состояние, в течение некоторого времени или некоторой наработки.
Долговечность – это свойство объекта сохранять работоспособное состояние до наступления предельного состояния при установленной системе технического обслуживания и ремонтов.
Показатели надежности
- Вероятность безотказной работы Р(t) – это вероятность того, что в период заданной наработки отказ объекта не возникнет.
- Наработка на отказ.
- Показатель ремонтопригодности – это среднее время восстановления.
- Среднее время на обнаружение и устранение причин отказа
- Удельная длительность восстановления
- Показатель безотказности
- Удельная длительность восстановления
- Комплексные показатели надежности.
- Коэффициент готовности
- Коэффициент технического использования
Вопрос 33
Сверлильные устройства, в соответствии с принятой классификацией, являются второй группой металлорежущего инструмента. По своему предназначению станки для сверления делятся на такие виды:
- специальные;
- универсальные;
- специализированные.
 К специализированными относятся автоматизированные устройства, способные производить определенные технологические процессы. Они могут настраиваться на одновременное сверление нескольких отверстий в конкретных случаях. К ним относятся практически все отечественные станки и, как правило, они оборудуются множеством специальных приспособлений и инструментов, что ориентирует их на использование в крупносерийном и массово-поточном производстве.
К специализированными относятся автоматизированные устройства, способные производить определенные технологические процессы. Они могут настраиваться на одновременное сверление нескольких отверстий в конкретных случаях. К ним относятся практически все отечественные станки и, как правило, они оборудуются множеством специальных приспособлений и инструментов, что ориентирует их на использование в крупносерийном и массово-поточном производстве.
 Универсальные устройства дают возможность производить любые технологические работы, связанные со сверлением отверстий и их обработкой – токарно-расточной, фрезерно-токарно-расточной, фрезерно-расточной и т. д. Универсальное оборудование используют многие небольшие производственные компании, предприятия и частные лица (настольные мини станки сверлильные часто можно встретить в домашних мастерских).
Универсальные устройства дают возможность производить любые технологические работы, связанные со сверлением отверстий и их обработкой – токарно-расточной, фрезерно-токарно-расточной, фрезерно-расточной и т. д. Универсальное оборудование используют многие небольшие производственные компании, предприятия и частные лица (настольные мини станки сверлильные часто можно встретить в домашних мастерских).
Вся классификация универсального инструмента делится на:
- горизонтально-сверлильные и горизонтально-центровальные;
- вертикально-сверлильные. Могут быть с диаметром сверления 2-11 мм (легкие), с диаметром 18-50 мм (средние), с диаметром 75 мм (тяжелые). Любой настольный станок по своим характеристикам относится к классу легких;
- радиально-сверлильные станки. Бывают стационарными, передвижными, оборудованные поворотными головками и другими.
Станки специального вида делаются для выполнения ограниченного количества операцийв определенной детали. Как правило, их нельзя перенастроить на работу с другими деталями.
Сверлильный станок с ЧПУ
 Нужно добавить, что радиально-сверлильное оборудование или станок иного типа (к примеру, магнитный или сверлильно-присадочный) может оборудоваться системой ЧПУ. Оборудование с ЧПУ в маркировке имеет специальные обозначения, описывающее особые характеристики устройства. Естественно, что бытовые мини станки не оснащаются ЧПУ, в этом нет надобности.
Нужно добавить, что радиально-сверлильное оборудование или станок иного типа (к примеру, магнитный или сверлильно-присадочный) может оборудоваться системой ЧПУ. Оборудование с ЧПУ в маркировке имеет специальные обозначения, описывающее особые характеристики устройства. Естественно, что бытовые мини станки не оснащаются ЧПУ, в этом нет надобности.
Оборудование без ЧПУ делится на:
- с механической и ручной подачей;
- полуавтоматическое;
- автоматическое;
- автоматизированное.
Помимо этого, станки в последнее время пополнились большим количеством новых специализированных и специальных устройств, среди них можно выделить:
- комбинированный токарно-фрезерно-расточной и многофункциональный фрезерно-токарно-расточной центр;
- магнитный инновационный станок;
- деревообрабатывающий присадочно-сверлильный станок.
Виды сверлильных станков
Вертикально-сверлильный станок
 Любое настольное оборудование для сверления является вертикально-сверлильным. Эта группа имеет шпиндель, расположенный вертикально, предназначается для единичного и мелкосерийного производства. Определенный настольный станок может выполнять отверстия диаметром 0,24-11 мм в любых деталях с небольших размеров.
Любое настольное оборудование для сверления является вертикально-сверлильным. Эта группа имеет шпиндель, расположенный вертикально, предназначается для единичного и мелкосерийного производства. Определенный настольный станок может выполнять отверстия диаметром 0,24-11 мм в любых деталях с небольших размеров.
Устанавливаются эти аппараты на верстак или на иную устойчивую поверхность, если этот станок используется в частном порядке. С помощью болтов они надежно фиксируются к рабочему столу. Совершенно несложно, при необходимости, самому изготовить настольный станок – он будет великолепно справляться с "бытовыми" задачами по обработке небольших изделий.
Огромное количество вертикально-сверлильных устройств не оказывает большого влияния на их конструкцию. Все они оборудованы станиной, фундаментной плитой, шпиндельным узлом, коробкой подач и скоростей, головкой для сверления и рядом других одинаковых элементов. Практически на всех устройствах рабочий инструмент перемещается не механически, а вручную. А шпиндель на этих агрегатах получает необходимое для выполнения работы вращение от электрического двигателя через клиноременную передачу.
Особенности радиально-сверлильного оборудования
 Отличие радиальных устройств от вертикальных заключается в том, что на первых, перемещение шпинделя делается относительно изделия, а на вторых – изделие перемещают вдоль шпинделя. Эта особенность неслучайна, так как обработка тяжелого изделия на станке, ее фиксация и выверка продолжаются гораздо дольше, чем подвод сверла к детали.
Отличие радиальных устройств от вертикальных заключается в том, что на первых, перемещение шпинделя делается относительно изделия, а на вторых – изделие перемещают вдоль шпинделя. Эта особенность неслучайна, так как обработка тяжелого изделия на станке, ее фиксация и выверка продолжаются гораздо дольше, чем подвод сверла к детали.
Также это оборудование может оснащаться множеством вспомогательных приспособлений, благодаря этому на нем производят не только основные операции, но и некоторые специальные:
- расточка отверстий;
- выполнение больших по диаметру отверстий в крупных стальных дисках и металлических в листах;
- точная притирка отверстий в цилиндрах и клапанах.
Но, главное, как вы уже, скорей всего, поняли, этот станок в основном используется для работы с тяжелыми и крупными заготовками. При этом его универсальные возможности подойдут самым различным предприятиям и тем, где происходит крупносерийное производство и небольшим ремонтным предприятиям.
По особенностям конструкции радиально-сверлильный аппарат может относиться к одной из групп устройств:
- общего назначения;
- передвижные станки;
- с колонной, которая может перемещаться по направляющим, установленным на станине;
- переносные.
Радиально-сверлильный агрегат имеет "особый" шпиндель, он может передвигаться непосредственно радиально или по окружности различных радиусов. Благодаря этой особенности любой станок этого типа может сделать отверстие в требуемой точке изделия, независимо от того, где она расположена. Описываемые устройства, помимо этого, характеризуются следующими особенностями:
- изменение скоростей и подач делается с помощью гидравлики, при этом данные процедуры происходят максимально быстро благодаря наличию специального переключающего оборудования;
- почти каждый станок имеет большой выбор частоты вращения шпинделя и его скоростей, что объясняется наличием мощного электропривода;
- на головке шпинделя расположены все органы управления работой устройства.
 Сегодня большую популярность набирает магнитный станок – небольшое устройство, которое устанавливают и фиксируют на верстаке. Это оборудование применяется для выполнения больших по диаметру и глубоких отверстий в металлических и стальных конструкциях, в крупногабаритных производственных машинах и технике, в строительном оборудовании.
Сегодня большую популярность набирает магнитный станок – небольшое устройство, которое устанавливают и фиксируют на верстаке. Это оборудование применяется для выполнения больших по диаметру и глубоких отверстий в металлических и стальных конструкциях, в крупногабаритных производственных машинах и технике, в строительном оборудовании.
Магнитное сверлильное оборудование фиксируется к парамагнитным металлическим поверхностям десяти и более миллиметров толщиной, в противном случае он не будет держаться. При небольшой толщине допускается настилать под заготовку стальной лист. Поскольку устройство с магнитной подошвой – это современный аппарат, даже можно сказать инновационный, он оборудован электронными управляющими системами, автоматизирующими выполнение работ и не дающими дорогостоящему оборудованию выйти из строя из-за небрежности оператора.
Магнитный станок характеризуется такими основными показателями:
- мощность: чем она больше, тем выше у оборудования производительность, естественно, что маломощное мини сверлильное устройство имеет небольшую производительность, а агрегаты с мощностью более 1900 Ватт могут производить практически любую операцию;
- скорость вращения шпинделя: магнитное сверлильное устройство может просверлить без риска выхода из строя очень большие отверстия (более десятка сантиметров), поскольку он оборудован редуктором, понижающим обороты;
- прижимная сила магнита: в некоторых моделях она может достигать величины более 27 000 ньютон.
Присадочно-сверлильный станок для обработки дерева
 Сегодня производители мебели часто используют деревообрабатывающий присадочно-сверлильный станок, он гарантирует выполнение идеальных отверстий необходимого диаметра в мебели. Эти отверстия получаются без сколов и отличаются идеально ровной поверхностью. Присадочно-сверлильный станокиспользуется для выполнения отверстий сквозного и глухого типа, куда в дальнейшем устанавливаются держатели полок, крепежные детали, мебельная фурнитура и так далее.
Сегодня производители мебели часто используют деревообрабатывающий присадочно-сверлильный станок, он гарантирует выполнение идеальных отверстий необходимого диаметра в мебели. Эти отверстия получаются без сколов и отличаются идеально ровной поверхностью. Присадочно-сверлильный станокиспользуется для выполнения отверстий сквозного и глухого типа, куда в дальнейшем устанавливаются держатели полок, крепежные детали, мебельная фурнитура и так далее.
Присадочно-сверлильное оборудование может иметь специальную конструкцию. Это зависит от того, для каких именно целей оно применяется. Также есть и настольное мини сверлильное устройство для изготовления единичной, индивидуальной мебели в небольших мастерских и частных ателье, которые изготавливают корпусные изделия меблировки. Существует и такой присадочно-сверлильный станок, который разработан для больших мебельных заводов, которые специализируются на производстве большой номенклатуры изделий крупными заказами.
Чаще всего современный присадочно-сверлильный станок оборудован специальными режущими устройствами, множеством патронов быстросъемного типа, несколькими обрабатывающими головками. Это гарантирует высокую скорость изготовления мебелипри сохранении качественных проделанных отверстий.
Фрезерно-токарно-сверлильные центры
 Завершая обзор, который был посвящен сверлильным станкам, немного скажем о многофункциональных и комбинированных фрезерно-токарно-сверлильных центрах, которые, по большому счету, являются многошпиндельными устройствами, объединяющими в своей конструкции основные достоинства сверлильного, токарного и фрезерного оборудования. При помощи их делают обработку не только чугунных и стальных деталей, но и изделий из сплавов на основе алюминия, латуни, а также сверхтвердых сплавов.
Завершая обзор, который был посвящен сверлильным станкам, немного скажем о многофункциональных и комбинированных фрезерно-токарно-сверлильных центрах, которые, по большому счету, являются многошпиндельными устройствами, объединяющими в своей конструкции основные достоинства сверлильного, токарного и фрезерного оборудования. При помощи их делают обработку не только чугунных и стальных деталей, но и изделий из сплавов на основе алюминия, латуни, а также сверхтвердых сплавов.
Необходимо не забывать, что наличие ЧПУ делает станок более дорогостоящим. Но, если аппарат будет использоваться в промышленных целях, то ЧПУ является довольно выгодной инвестицией, которая повысит точность и качество проведения многих операций. Практика показала, что покупка компьютеризированного оборудования окупается очень быстро. Самое главное – это выбрать подходящий по всем показателям аппарат, который справится с поставленной задачей.
Вопрос 34
Виды фрезерных станков[править | править вики-текст]
- универсальные (с поворотным столом);
- горизонтально-фрезерные консольные (с горизонтальным шпинделем и консолью);
- широкоуниверсальные (с дополнительными фрезерными головками);
- широкоуниверсальные инструментальные (с вертикальной рабочей плоскостью основного стола и поперечным движением шпиндельных узлов);
- вертикально-фрезерные (с вертикальным шпинделем), в том числе консольные;
- бесконсольные (называемые также с крестовым столом);
- с передвижным порталом;
- копировально-фрезерные;
- фрезерные непрерывного действия, в том числе карусельно-фрезерные;
- барабанно-фрезерные.
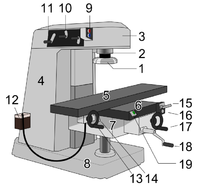
Универсально-фрезерный станок[править | править вики-текст]
Имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и нетяжелых деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами. На этом станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.
На станине смонтированы все основные узлы станка. Внутри станины размещены шпиндельный узел и коробка скоростей. Для поддержания оправки с фрезой служит хобот с серьгами (подвесками). По вертикальным направляющим станины перемещается консоль, несущая коробку подач. По направляющим консоли в поперечном направлении движутся салазки с поворотным устройством, которое несёт продольный стол и позволяет поворачивать стол вокруг вертикальной оси на 45° в обе стороны, благодаря чему стол может перемещаться в горизонтальной плоскости под разными углами к оси шпинделя. Крутящий момент от двигателя посредством коробки передач передаётся на шпиндель — полый вал в верхней части станины. В передний торец шпинделя вставляется оправка и закрепляется штревелем — стержнем, закреплённым в шпинделе. Оправка — это обычно стержень, имеющий коническое посадочное место-конус Морзе, воспринимающий вращение от шпинделя; на оправку одеваются фреза и фиксирующие её кольца, зажимаются гайкой. Жёсткость оправки поддерживается подвеской.
Горизонтально-фрезерный станок[править | править вики-текст]
Горизонтально-фрезерный станок (1 — фундаментная плита, 2 — станина, 3 — консоль, 4 — салазки, 5 — стол, 6 — хобот, 7 — оправка со фрезой)
Отличается от универсально-фрезерного станка отсутствием поворотного устройства, то есть стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя.
Широкоуниверсальный фрезерный станок[править | править вики-текст]
В отличие от горизонтально-фрезерного станка, имеет ещё одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением,зенкерованием, растачиванием и т. д..
В некоторых станках этого типа отсутствует консоль, а вместо неё по вертикальным направляющим станины перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
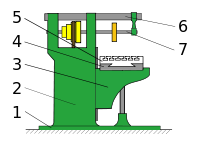
Вертикальный консольно-фрезерный станок[править | править вики-текст]
Вертикально-фрезерный станок (1 — фреза, 2 — шпиндель, 3 — хобот, 4 — станина, 5 — стол, 6 — салазки, 7 — консоль, 8 — фундаментная плита)
В отличие от горизонтально-фрезерного, имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка. В отличие от горизонтально-фрезерных станков, оправка для вертикальных станков представляет собой фланец с конусом Морзе советского стандарта или более современным конусом ISO-40 с одной стороны и соответствующим коническим отверстием с другой, куда и вставляется концевая фреза. Если требуется установить дисковую фрезу, применяется оправка как нагоризонтально-фрезерном станке, но много короче; так же и на горизонтальных станках, возможно, применяются оправки вертикальных станков для крепления концевых фрез. Вертикальное движение подачи, как правило, возможно осуществлять и инструментом.
Вертикально- и горизонтально-фрезерные бесконсольные станки[править | править вики-текст]
Предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезерных станков, в этих станках отсутствует консоль, а салазки и стол перемещаются по направляющим станины, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров. Шпиндельная головка, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки. Кроме того, шпиндель вместе с гильзой можно сдвигать в осевом направлении при точной установке фрезы на требуемый размер.
Продольно-фрезерные станки[править | править вики-текст]
Используют для обработки крупногабаритных деталей, главным образом, торцовым; а также цилиндрическими, концевыми, дисковыми и фасонными фрезами. Станки делятся на одностоечные и двухстоечные. В четырёхшпиндельном двухстоечном продольно-фрезерном станке станина имеет стол и портал, состоящий из двух стоек и балки. По направляющим стоек перемещается траверса и две горизонтальные поворотные фрезерные головки. Две другие фрезерные головки перемещаются по направляющим траверсы. Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе и подаче головок или при одновременно движущихся столе и фрезерных головках.
Токарно-фрезерные обрабатывающие центры[править | править вики-текст]
Дополнительные сведения: Токарная группа станков
Токарно-фрезерный обрабатывающий центр может осуществлять как точение, так и фрезерование. Используется, в основном, для обработки сложных деталей и как альтернатива револьверным станкам.
Вопрос 35
Шлифовальные станки работают абразивным инструментом. В общем парке металлорежущих станков они составляют порядка 20 %, а в массовом (автотракторном, подшипниковом) производстве доля шлифовальных станков достигает 60 %.
С помощью шлифовальных станков выполняются высокопроизводительные операции по обдирке отливок, отрезке, шлифованию из целого прутка высоколегированного материала спиральных и шпоночных канавок, специальных сложных профилей и т.д. При этом применяют методы скоростного и обдирочного шлифования, позволяющие за меньшее время снять гораздо больший объем металла, чем при черновой обработке точением и фрезерованием. В производстве электронной и вычислительной техники только абразивная обработка позволяет изготовить детали из хрупких труднообрабатываемых магнитных и керамических материалов.
Кинематический процесс шлифования на всех типах шлифовальных станков осуществляется путем вращения шлифовального круга и вращения или перемещения обрабатываемой заготовки относительно рабочей поверхности круга(периферии или торца). Относительное перемещение заготовки проводится по прямолинейной или дуговой траектории.
Основные кинематические цепи станков:
- вращение шлифовального круга от индивидуального привода;
- продольное перемещение стола от гидропривода;
- вращение обрабатываемой заготовки или стола от индивидуального привода;
- поперечная подача шлифовального круга или заготовки - электромеханическая или гидравлическая;
- подача круга на глубину - механическая или гидравлическая;
- правка круга - ручная, гидравлическая, электромеханическая.
Классификация основных типов шлифовальных станков приведена в табл. 1.16.1.
|
из
5.00
|
Обсуждение в статье: Технические и технологические показатели станков токарной группы |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы