 |
Главная |


Механическая обработка со снятием металла
|
из
5.00
|
При лезвийной обработке (рис.) производится удаление слоя ме-талла при помощи лезвийного инструмента (резца, сверла, развертки, фрезы и т. д.).

Рис. Принцип лезвийной обработки
Подразделяется по виду взаимоперемещения в процессе резания инструмента и обрабатываемой детали на операции:
– с вращательным движением резания;
– линейным движением резания;
– комбинированным движением резания (фасонная обработка).
Операции с вращательным движением резания: токарная обработка; осевая обработка; фрезерная обработка; фасонная обработка. Токарная обработка – обработка с вращением деталей и хотя бы одной подачейинструмента подразделяется на следующие виды:
– проточка – подача вдоль оси вращения, обработка наружных по-верхностей;
– расточка – подача вдоль оси вращения, обработка внутренних по-верхностей;
– лобовая (торцевая) обработка – подача поперек оси вращения;
– фасонная обработка – сочетание подач.
абвг

дежз

| и | к | л | |

м

 н
н
| о | п | р | |

Рис. Основные виды токарных работ: а – наружное обтачивание цилиндрической поверхности проходным отогнутым резцом; б – наружное обтачивание цилиндрической поверхности проходным прямым резцом; в - наружное обтачивание цилиндрической поверхности с подрезанием уступа под прямым углом упорным резцом; г – наружное обтачивание конической поверхности проходным прямым резцом; д – обтачивание галтели фасон-ным резцом; е – прорезание канавки (отрезание прорезным резцом); ж – наружное обтачивание фасонной поверхности проходным прямым резцом; з – торцевание подрезным резцом; и – сверление; к – нарезкавнутренней резьбы резцом; л – нарезка наружней резьбы резцом; м – зенкерование; н – нарезка внутренней резьбы метчиком; о – развертывание; п – растачивание; р – накатка
 а б
а б
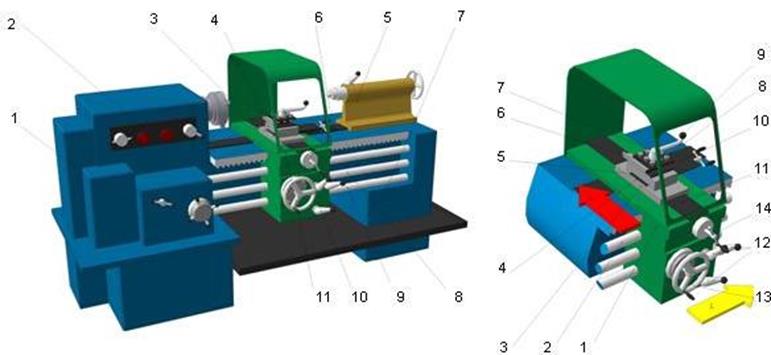
 Рис. 8. Станок токарно-винторезный:а – общий вид: 1 – коробка подач; 2 – передняя бабка; 3 – поперечные салазки; 4 – резцовая каретка; 5 – задняя бабка ; 6 – направляющие; 7 – станина; 8 – ходовой винт; 9 – ходовой вал; 10 – фартук; 11 – суппорт; б – суппорт станка токарно-винторезного: 1 – нижние салазки суппорта ; 2 – ходовой винт; 3 – поперечные салазки; 4 – поворотная плита; 5 – направляющие; 6 – резцедержатель; 7 – поворотная головка резцедержателя; 8 – винт резцовый; 9 – рукоять резцедержателя; 10 – верхние салазки суппорта; 11 – направляющие ; 12 – рукояти управления; 13 – рукоять продольной подачи ; 14 – рукоять поперечной подачи
Рис. 8. Станок токарно-винторезный:а – общий вид: 1 – коробка подач; 2 – передняя бабка; 3 – поперечные салазки; 4 – резцовая каретка; 5 – задняя бабка ; 6 – направляющие; 7 – станина; 8 – ходовой винт; 9 – ходовой вал; 10 – фартук; 11 – суппорт; б – суппорт станка токарно-винторезного: 1 – нижние салазки суппорта ; 2 – ходовой винт; 3 – поперечные салазки; 4 – поворотная плита; 5 – направляющие; 6 – резцедержатель; 7 – поворотная головка резцедержателя; 8 – винт резцовый; 9 – рукоять резцедержателя; 10 – верхние салазки суппорта; 11 – направляющие ; 12 – рукояти управления; 13 – рукоять продольной подачи ; 14 – рукоять поперечной подачи
Рис. Станок токарно-револьверный: 1 – коробка подач; 2 – передняя бабка; 3 – токарный суппорт; 4 – револьверный суппорт; 5 – направляющая; 6 – станина; 7 – ходовой винт; 8 – ходовой вал

Рис. Станок лоботокарный: 1 – станина;
2 – пульт управления; 3 – рукоять продольной (радиальной) подачи; 4 – рукоять поперечной (аксиальной) подачи; 5 – ходовой винт; 6 – хо-довой вал; 7 – передняя бабка; 8 – патрон
Осевая обработка – вращательное движение резания, вращается инструмент, подача только вдоль оси вращения. Подразделяется на следующие виды (рис.):
– сверление;
– зенкерование – обработка не только торцевой, но и периферийной частью зенкера;
– развертывание – чистовая (до Ra = 2,5 мкм) отделка отверстия периферийными ножами развертки;
– зенкование фасок.
абвгдеж

Рис. Основные виды осевой обработки: а – сверление отверстия; б – рассвер-ливание отверстия; в – зенкерование отверстия; г – развертывание отверстия; д – нарезание внутренней резьбы метчиком; е – зенкование; ж – цекование
Основные виды сверлильных станков для осевой обработки представлены на рис.

Рис. Станок радиально-сверлильный общего назначения: 1 – фундаментная плита; 2 – колонна; 3 – стрела; 4 – сверлильная головка


Рис. Станки вертикально-сверлильные: а – одношпиндельный; б – многошпиндельный; 1 – колонна (станина); 2 – двигатель; 3 – сверлильная головка; 4 – рукоятки переключения скоростей подач; 5 – штурвал ручной подачи; 6 – лимб контроля глубины обработки; 7 – шпиндель; 8 – сопло охлаждения; 9 – стол; 10 – рукоятка подъема стола; 11 – фундаментная плита ; 12 – шкаф электрооборудования; 13 – многошпиндельное револьверное устройство
Фрезерная обработка – вращательное движение резания, вра-щается инструмент, помимо осевой подачи стола, должна быть хоть одна его поперечная подача (рис. , виды фрезерных станков – рис. Подразделяется:
– на торцевое (основная режущая поверхность – торец фрезы);
– периферийное (основная режущая поверхность – цилиндрическая поверхность фрезы).
абвг
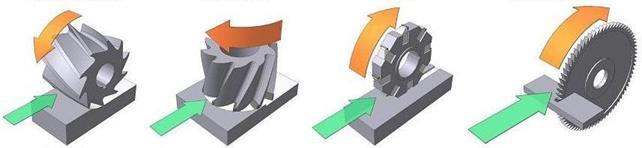
дежз

Рис. Основные виды фрезерования: а – цилиндрической фрезой; б – торцевой фрезой; в – дисковой фрезой; г – прорезание отрезной фрезой; д – концевой фре-
зой; е – угловой фрезой; ж – фасонной фрезой; з – фрезерование шпоночного паза
шпоночной фрезой
Фасонная обработка – перемещаются и инструмент, и деталь. Примеры: фрезерование винтовых канавок, накатка зубчатых колес рейкой, фрезерование зубьев червячной фрезой.
Операции с линейным движением резания: строгание; долбление; протяжка.
Строгание – линейное движение резания, деталь неподвижна, резец имеет подачи «вглубь» и поперек. Виды:
– одноходовое строгание – обратный ход резца холостой (низкая производительность, высокие качество и точность);
– двухходовое строгание – оба хода рабочие (высокая производительность, низкаяточность за счет разницы настройки лобовой и тыльной кромок резца).
 аб
аб
Рис. . Станки фрезерные: а – консольный горизонтально-фрезерный; б – консольный вертикально-фрезерный; 1 – рукоять; 2 – станина; 3 – лимб; 4 – хобот; 5 – коробка скоростей; 6 – шпиндель; 7 – под-вески; 8 – стол; 9 – поворотная плита; 10 – салазки; 11 – консоль; 12 – коробка подач; 13 – фундаментная плита; 14 – рукоять; 15 – лимб; 16 – вынос; 17 – фреза
Долбление – только подача в глубину.
Протяжка – деталь неподвижна, подача многолезвийного инструмен-та только осевая. При абразивной обработке производится удаление слоя металла при помощи истирания его абразивным инструментом (кру-гом, диском, хоном и т. д.). Подразделяется по виду взаимоперемещения в процессе резания инструмента и обрабатываемой детали на операции:
– с вращательным движением резания;
– линейным движением резания;
– комбинированным движением резания.
По виду инструмента подразделяется:
– на шлифование – твердость абразива выше твердости металла. Абразив – электрокорунд. Связующее – керамика. При ручной доводке используются куски естественного корунда. В исключительных случаях абразив – искусственный алмаз;
– абразивную резку – электрокорунд на полимерно-тканевой основе;
– полирование – абразив мягче металла (например, тальк, паста ГОИ).
По виду взаимодействия инструмент-деталь абразивная обработка подразделяется:
- на плоскошлифовальную операцию (аналог – строгание);
- круглошлифовальную операцию, в том числе и бесцентровое шлифование;
- внутришлифовальную операцию (аналог – расточка); подразделяется:
– на жестко консольную;
– шлифование с подвижным суппортом;
– самоцентрирующуюся.
- Хонингование и суперфиниш – сочетание вибрационного перемеще-
ния абразивного хона с вращательным движением хоновой головки.
|
из
5.00
|
Обсуждение в статье: Механическая обработка со снятием металла |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы