 |
Главная |


ФИЗИЧЕСКИЕ ОСНОВЫ ВЫСОКОЧАСТОТНОЙ ТЕРМООБРАБОТКИ
|
из
5.00
|
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«ДОНСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
(ДГТУ)
Методические указания
К лабораторному практикуму
По курсу
«УПРОЧНЕНИЕ ПОВЕРХНОСТИ
КОНЦЕНТРИРОВАННЫМИ ПОТОКАМИ ЭНЕРГИИ»

|
Ростов-на-Дону
Лабораторная работа №1
ВЫСОКОЧАСТОТНАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЕЙ И СПЛАВОВ
Цель работы: ознакомление с возможностями термической обработки сталей и сплавов с нагревом токами высокой частоты (т.в.ч.) для получения упрочненных слоев, изучение их структуры и свойств.
ФИЗИЧЕСКИЕ ОСНОВЫ ВЫСОКОЧАСТОТНОЙ ТЕРМООБРАБОТКИ
В инженерной и исследовательской практике часто приходится решать задачи поверхностного упрочнения сталей и сплавов для повышения твердости и износостойкости изделия при сохранении пластичной и вязкой сердцевины. Этого можно достигнуть путем химико-термической обработки (например, цементации). После закалки такого изделия поверхностный слой получает структуру мартенсита, а сердцевина не закаливается. Поскольку процесс насыщения поверхности стали углеродом (например, до 0,8%) протекает очень медленно, требует громоздкого оборудования, больших затрат энергии для нагрева всей массы изделия и поддержания его температуры в течение продолжительного времени, то очевидно, насколько дорогостоящей оказывается химико-термическая обработка.
В методе поверхностной закалки стали при нагреве т.в.ч. в отличие от обычного (печного) нагрева тепло генерируется непосредственно в самом изделии, в слое металла, подлежащем закалке, то есть в основном на тех участках детали, которые подвержены воздействию переменного магнитного поля. Это обеспечивается так называемым скин-эффектом (поверхностным эффектом), сущность которого сводится к тому, что плотность переменного тока, протекающего через проводник, значительно выше на поверхности, чем во внутренних слоях проводника.
Рассмотрим принципиальную схему нагрева (рисунок 1). Переменный электрический ток подводится к индуктору 2. Закаливае-
мую деталь 1 помещают в индуктор. Внутри индуктора возникает переменное магнитное поле, индуктирующее в поверхности детали
электродвижущую силу, под действием которой в металле возникают электрические вихревые токи (токи Фуко), вызывающие нагрев детали до высокой температуры.

| Тепло выделяется на тех участках детали, которые подвергаются воздействию переменного магнитного поля и электрического тока. Это обеспечивает высокую скорость нагрева и позволяет производить местный нагрев. После нагрева на разогретую поверхность из спрейера выбрызгивается |
| Рисунок 1 - Схема индукционного нагрева: 1 - деталь; 2 - индуктор |
закалочная жидкость (спрейером может служить сам индуктор в виде полой трубки с отверстиями).
Таким образом, деталь нагревается на определенную глубину, а сердцевина незначительно или вообще не нагревается. Основными параметрами, влияющими на глубину проникновения тока, являются его частота и магнитные свойства нагреваемой детали.
Глубина проникновения тока в металле (h) определяется по формуле:

где r - удельное электросопротивление, m - магнитная проницаемость, f– частота тока, Гц.
Как видно из таблицы 1, с ростом частоты тока глубина его проникновения уменьшается, а при потере поверхностным слоем детали ферромагнитных свойств значительно увеличивается. Последнее происходит, когда магнитная проницаемость m приближается по величине к единице, что имеет место при нагреве в случае образования неферромагнитной фазы, например, аустенита из перлита выше критической точки А1, либо выше точки Кюри феррита (768оС).
Таблица 1.Глубина проникновения тока в деталь из стали 45
| Частота тока, Гц | Глубина проникновения тока, мм | |
| при 20оС и m=50 | при 850оС и m=1 | |
| 4,5 | ||
| 0,64 | ||
| 0,35 | 6,2 | |
| 0,12 | 2,1 | |
| 0,032 | 0,55 |

| С некоторыми допущениями процесс индукционного нагрева можно представить в виде графика, изображенного на рисунке 2. При высокочастотном нагреве структурные превращения, связанные с аустенитизацией стали, которая определяет предзакалочное состояние или готовность стали к закалке, не успевают завершиться полностью при температурах выше АС3 на 30-50оС (для доэвтектоидных сталей) и для осуществления |
| Рисунок 2 - График индукционного нагрева |
полной закалки температуру нагрева приходится повышать. При этом степень влияния скорости нагрева на температуру закалки зависит от фазового состава, дисперсности и характера распределения фаз в исходной структуре стали.
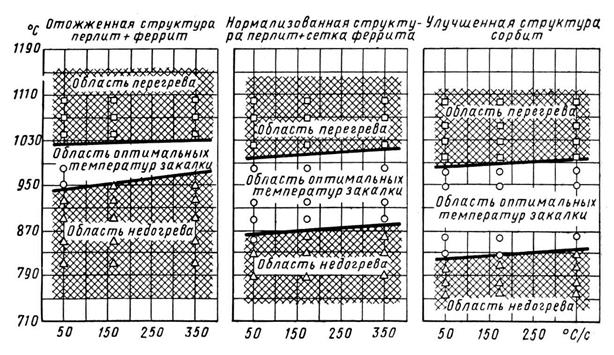
При определении значений оптимальных параметров высокочастотной термообработки пользуются диаграммами оптимальных режимов закалки обрабатываемого материала.
Они представляют зависимость температуры закалки от скорости нагрева в области фазовых превращений и состоят из трех температурных интервалов: области недогрева, области оптимальных температур закалки и области перегрева. На рисунке 3 представлены такие диаграммы для конструкционной стали 50.
Зная скорость нагрева поверхностного слоя детали выше перегиба на термической кривой, легко определить оптимальную температуру закалки.
|
| Рисунок 3 - Зависимость интервала оптимальных температур закалки стали 50 от скорости нагрева и исходной структуры |
Диаграммы такого типа построены и имеются в справочной ли-
тературе для большинства материалов, подвергаемых высокочастотной термообработке в обширном интервале скоростей нагрева. В ряде случаев на диаграммах указывается твердость, прочность и структура, которые имеет материал после высокочастотной термообработки в той или иной области температур и скоростей нагрева.
Результаты высокочастотной закалки зависят от выбора марки стали, ее предварительной обработки, режимов нагрева и охлаждения при закалке и последующем отпуске, если таковой проводится. По сравнению с закалкой после печного нагрева высокочастотная закалка придает материалу более высокую твердость и прочность при относительно меньшем снижении ударной вязкости.

|
| Рисунок 4 - Микроструктура упрочненного слоя на стали 40Х после индукционного нагрева (поперечный шлиф): 1 – исходный металл; 2 – переходная зона; 3 – упрочненный слой (х60) |
Это связано с неоднородностью состава аустенита, в результате чего отдельные участки могут быть обогащены углеродом выше средней концентрации, а после закалки иметь повышенную твердость. Вместе с тем при индукционном нагреве обеспечивается более мелкое зерно аустенита 12-14 балла (в печи – 7-8 балла), что
дает возможность получить более благоприятное сочетание проч-
ностных и пластических свойств.
Индукционная закалка упрочняет стали на глубину 1-6 мм. При этом на поперечных шлифах закаленный слой имеет пониженную травимость (рисунок 4) Повышается усталостная прочность изделий вследствие формирования в поверхностном слое остаточных напряжений сжатия.
При работе изделия остаточные напряжения сжатия ослабляют растягивающие (разрушающие) напряжения, возникающие от внешних сил на поверхности детали.

| 
|
| а. | б. |
| Рисунок 5 - Микроструктура зоны индукционной закалки (а) и исходной объемно-закаленной стали 40Х (б) (х500) |
В отличие от структуры закалки после печного нагрева, при индукционной закалке, проведенной по оптимальным режимам, сталь имеет строение мелкоигольчатого или чаще скрытокристал-
лического мартенсита (рисунок 5,б). Он характеризуется меньшей хрупкостью, повышенными прочностью, твердостью и износостойкостью.
Высокочастотный нагрев изделий производят в индукторах, изготовленных из медных трубок, по которым для охлаждения пропускают воду. Охлаждение детали обычно душевое (спрейерное).
Индуктор получает питание от специальных высокочастотных генераторов с электромашинным или ламповым (полупроводниковым) преобразователем частоты.
В зависимости от размера, формы детали, предъявляемых к ней требований индукционную закалку производят следующими основными способами: одновременным нагревом всей поверхности детали с последующей закалкой, непрерывно-последовательным, когда поверхность длинномерной детали поочередно термообрабатывается при перемещении ее в индукторе и последовательным.
Для этого высокочастотный генератор кратковременно включают и поверхностный слой нагревается до необходимой температуры отпуска. Следует отметить, что, как и при нагреве под закалку, с увеличением скорости нагрева температурный интервал превращений при отпуске смещается в высокотемпературную область.
При индукционной закалке часто применяют самоотпуск непосредственно после закалки. В этом случае охлаждение прерывается с таким расчетом, чтобы от сохранившегося в детали тепла произошел отпуск закаленного слоя детали. Как и при электроотпуске, температура самоотпуска обычно превышает температуру отпуска в печи.
|
из
5.00
|
Обсуждение в статье: ФИЗИЧЕСКИЕ ОСНОВЫ ВЫСОКОЧАСТОТНОЙ ТЕРМООБРАБОТКИ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы