 |
Главная |


ОСНОВНЫЕ ТЕОРЕТИЧЕСКИЕ ПРЕДСТАВЛЕНИЯ
|
из
5.00
|
Лазером называется источник электромагнитного излучения оптического диапазона, основанный на вынужденном излучении возбужденных частиц вещества (атомов, ионов, молекул и др.), помещенных в оптический резонатор. Свое название лазер получил от начальных букв (аббревиатура) английского выражения «Ligt Amplification by Stimulated Emission of Radiation», означающего «усиление света в результате вынужденного излучения».
Вынужденное излучение вещества возникает вследствие воздействия на него внешнего электромагнитного поля. В результате этого наложения в активном элементе возникает направленное и строго определенное по частоте одновременное испускание электромагнитных волн огромным количеством атомов и молекул вещества. Это и есть лазерный луч, то есть световой поток, характеризующийся высокой степенью монохроматичности (то есть стабильностью частоты и направленности) и потенциально очень высокой мощностью.
Важнейшим свойством лазерного излучения является когерентность - согласованное протекание нескольких волновых процессов во времени и пространстве.
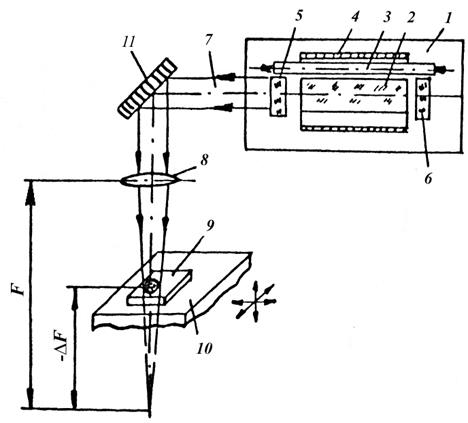
Основу схемы любого лазера составляет активный элемент 2 (рисунок 1), содержащий активную среду, в которой непосредственно осуществляется генерация лазерного излучения, вызванная действием устройства накачки 3. При многократном прохождении усиливаемого излучения между зеркалами оптического резонатора (5, 6) формируется мощный направленный пучок лазерного излучения. Обычно лазерное излучение выводится из резонатора через одно из зеркал – выходное 5, которое делают частично прозрачным. Пучок лазерного излучения 7 фокусируется объективом 8 на поверхность облучаемого образца 9, расположенного на предметном столике 10. Активный элемент, оптический резонатор, устройство накачки часто объединяют в единую конструкцию, называемую излучателем. Кроме излучателя в состав лазера входит блок электропитания и система охлаждения.
|
| Рисунок 1 - Оптическая схема технологической установки Квант-16: 1 – корпус лазерного излучателя; 2 – активный элемент; 3 – лампа накачки; 4 – отражатель; 5 – полупрозрачное зеркало резонатора; 6 – непрозрачное зеркало резонатора; 7 – лазерный луч; 8 - фокусирующий объектив; 9 – облучаемая деталь; 10 – рабочий стол; 11 – поворотное зеркало |
Существующие лазеры различаются способом накачки (лазеры с оптической, химической накачкой, накачкой электронным ударом и др.), типом активной среды (газовые, жидкостные, твердотельные лазеры), режимом работы (непрерывные, импульсные, импульсно-периодические лазеры), конструкцией оптического резонатора.
К основным параметрам лазеров относятся рабочая длина волны, мощность излучения, коэффициент полезного действия, энергия в импульсе и др. Лазеры применяются в различных технологических процессах машиностроения (сварка, резка, сверление, поверхностная обработка и др.). Эффективность лазерной технологии обусловлена локальностью воздействия, высокой плотностью потока энергии лазерного излучения в зоне обработки, возможностью ведения технологических процессов в любой прозрачной среде, возможностью бесконтактной подачи энергии к зоне обработки.
|
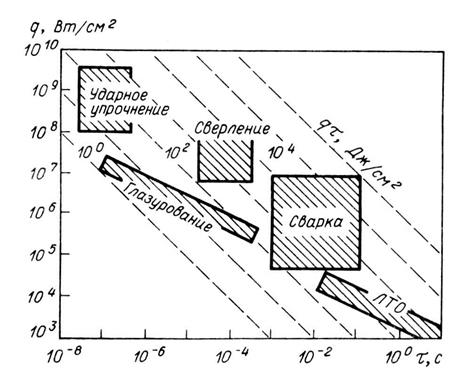
| Рисунок 2 - Классификационная диаграмма различных видов лазерной технологии по энергетически-временным параметрам: q - плотность мощности; t - длительность воздействия |
Лазерная поверхностная обработка объединяет различные виды, отличающиеся характером взаимодействия лазерного излучения с веществом.
В зависимости от этого различают лазерную поверхностную обработку без оплавления поверхности (отжиг, закалка с полиморфным превращением, отпуск), с оплавлением поверхности (закалка из жидкого состояния, легирование, нанесение и обработка покрытий), с испарением части материала поверхности (ударное упрочнение). Энергетически-временные параметры различных видов лазерной поверхностной обработки представлены на рисунке 2.
Изменяя плотность мощности и длительность воздействия лазерного излучения на обрабатываемые участки поверхности металла, можно получить широкий спектр структурных состояний: ультрамикрокристаллические структуры, пересыщенные твердые растворы, структуры с повышенной гомогенностью (однородностью), тонкие дендритные структуры, тонкие эвтектические композиции. При экстремально высоких скоростях охлаждения, наблюдаемых при лазерной закалке из жидкого состояния, у ряда сплавов могут быть зафиксированы аморфные структуры. Использование лазерного оплавления для поверхностного легирования, нанесения и обработки покрытий позволяет залечить дефекты типа пор и трещин, улучшить прочность сцепления покрытия с основой.
Среди различных видов лазерной поверхностной обработки широкое распространение получила упрочняющая лазерная термическая обработка, основанная на фазовых превращениях в поверхностном слое изделия. В условиях крупносерийного производства для упрочняющей обработки деталей применение получили мощные газовые лазеры непрерывного действия, в качестве активной среды которых используются газовые смеси (СО2+N2+Не) с различным соотношением компонентов. Для упрочнения инструмента и технологической оснастки используются твердотельные лазеры импульсного действия, активной средой которых являются стержни из легированных неодимом стекла и кристаллов иттриево-алюминиевого граната, рубина и других материалов. Выбор типа используемого лазера определяется необходимой производительностью процесса и глубиной упрочнения. Максимальная глубина упрочнения при использовании импульсных и непрерывных газовых лазеров мощностью до 5 кВт составляет соответственно 0,2-0,25 и 1,5-1,8 мм при оплавлении поверхности и 0,07-0,15 и 0,8-0,9 мм при отсутствии оплавления поверхности. В настоящее время отечественной промышленностью выпускаются технологические установки как импульсного (типа «Квант»), так и непрерывного («Катунь», «Кардамон», «Комета») действия.
Возможность проведения лазерной закалки как с оплавлением поверхности, так и без оплавления поверхности является отличительной особенностью упрочняющей лазерной термической обработки. В первом случае ухудшается исходная микрогеометрия поверхности, требующая последующей механической обработки. Во втором случае благодаря тому, что фазовые превращения происходят в твердом состоянии, сохраняется исходная микрогеометрия поверхности. Выбор того или иного вида лазерной закалки обусловлен, прежде всего, условиями работы, определяющими необходимый комплекс свойств поверхности, технологией изготовления и другими факторами.
Преимуществами лазерной закалки перед известными традиционными способами закалки являются следующие: возможность упрочнения поверхности любой формы, труднодоступных мест (пазов, отверстий) в изделиях сложной конфигурации; локальность нагрева, малые зоны термического влияния, практически исключающие деформации и коробление изделий; бесконтактность воздействия лазерного излучения; высокая производительность и экономичность; отсутствие громоздкого термического оборудования; улучшение условий труда; возможность проведения термической обработки в различных средах.
Благодаря уникальным свойствам лазерного луча (когерентность, монохроматичность, высокая энергонасыщенность, малая расходимость) и достаточно короткому времени генерации энергии (10-3 сек) такой источник обладает очень высокой плотностью мощности, позволяющей осуществлять нагрев поверхностных слоев облучаемого материала до температур, превышающих температуры фазовых превращений, со скоростью 105-106 оС/сек. По окончании действия импульса происходит интенсивный отвод тепла от разогретого объема в массу материала по механизму теплопроводности. При этом скорость охлаждения составляет 104-105 оС/сек, то есть в 10-100 раз превышает интервал скоростей, необходимых для закалки.
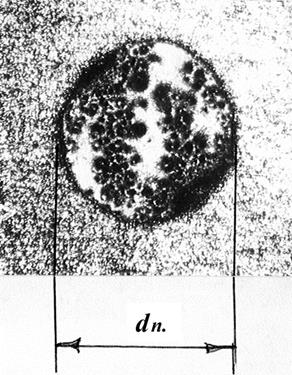
В результате специфического термического цикла в поверхностном слое облученной стали формируется структура, характеризующаяся высокой дисперсностью, пониженной химической активностью, повышенной плотностью дефектов кристаллического строения (рисунок 3)
| 
|
| а. | б. |
| Рисунок 3 - Внешний вид пятна упрочнения (а, х14) и микроструктура лазерно-закаленного слоя на стали Х12Ф1 (б, х500) при использовании технологической установки «Квант-16» |
Такая структура обеспечивает: существенное повышение твердости поверхностных слоев стали; более высокие теплостойкость, износостойкость, коррозионную стойкость и др.
|
из
5.00
|
Обсуждение в статье: ОСНОВНЫЕ ТЕОРЕТИЧЕСКИЕ ПРЕДСТАВЛЕНИЯ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы