 |
Главная |


ОСОБЕННОСТИ ПРОЦЕССА РЕЗАНИЯ ПРИ ШЛИФОВАНИИ
|
из
5.00
|
Процесс резания при шлифовании, в отличие от процесса резания лезвийными инструментами, осуществляется большим числом абразивных зерен, лезвия которых весьма малы по размерам и снимают очень тонкие по толщине стружки. При этом происходит массовое микрорезание, близкое к царапанию. Поэтому обработанная поверхность после шлифования представляет собой совокупность множества царапин - следов резания абразивными зернами, расположенными на рабочей поверхности шлифовального круга.
Различают следующие основные схемы шлифования:
1. Наружное круглое шлифование с продольной подачей(рис. 9.1, а). Заготовка и шлифовальный круг вращаются вокруг параллельных осей. При этом диаметр круга dкp значительно больше диаметра заготовки d3. Кругу (или заготовке) задают продольную подачу snp (в мм/об) вдоль оси заготовки, которую устанавливают в долях ширины круга В. Окружная скорость круга vкp (в м/с) значительно превышает скорость заготовки v3 (в м/мин). При этом с заготовки снимается слой толщиной t (в мм), величина которого задается поперечной подачей snon (в мм/дв.ход). При шлифовании методом врезания продольная подача отсутствует и кругу задается только поперечная подача sпоn (в мм/об) (рис. 9.1, б).

Рис. 9.1. Круглое наружное шлифование:
а - спродольной подачей; б - с поперечной подачей
2. Внутреннее круглое шлифование(рис. 9.2). Заготовка и шлифовальный круг вращаются вокруг параллельных осей, как и при наружном шлифовании, но здесь диаметр круга меньше диаметра обрабатываемого отверстия. Продольная подача задается так же, как и при наружном шлифовании. Внутреннее шлифование можно осуществлять по методу врезания с поперечной подачей.
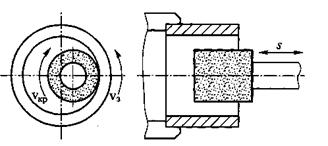
| Рис. 9.2. Круглое внутреннее шлифование |
3. Плоское шлифованиеиспользуют для обработки плоскостей. Применяют две схемы плоского шлифования, которые различаются положением оси круга относительно обрабатываемой поверхности: от периферии круга (рис. 9.3, а) и торца круга (рис. 9.3, б). Заготовке, закрепленной на магнитной плите плоскошлифовального станка, задается либо возвратно-поступательное движение, либо круговое.
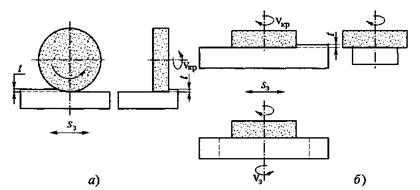
Рис. 9.3. Плоское шлифование:
а - периферией абразивного круга; б - торцом абразивного круга
Процесс резания при шлифовании существенно отличается от процесса срезания припуска лезвийными инструментами. У шлифовального круга режущими элементами являются огромное количество мельчайших зерен, беспорядочно расположенных на рабочей поверхности круга. Зерна имеют форму неправильных многогранников с округленными вершинами радиусами ρ = 8...12 мкм (рис. 9.4). Благодаря такой форме зерен обеспечивается их динамическая прочность и сопротивляемость разрушению. Вершины зерен имеют различные радиальные (высотные) расположения относительно некоторой идеальной поверхности круга. Поэтому нагрузка на каждое зерно является величиной переменной.

| Рис. 9.4. Профиль острого абразивного зерна из электрокорунда |
Геометрия зерен также зависит не только от их формы, но и случайного пространственного положения в круге. Передние углы зерен могут изменяться от больших отрицательных значений до положительных значений (рис. 9.5, а).

|
| Рис. 9.5. Возможные положения абразивного зерна в круге, влияющие на их геометрические параметры (а) и относительные частоты т значений переднихγи заднихαуглов (б) |
На основе статистической обработки по определению относительной частоты т значений углов γ и α абразивных зерен выявлено наибольшее значение относительной частоты т для передних углов γ = -75°, а задних углов α = 12° (рис. 9.5, б). Таким образом, режущие зерна шлифовальных кругов работают в основном с большими отрицательными передними углами, вызывающими большие силы резания и наклеп обработанной поверхности. При этом в срезании припуска участвуют примерно 10% от общего числа абразивных зерен. Часть выступающих зерен (примерно 12 %) из-за неблагоприятной ориентации и малой высоты выступа оказывает только давящее действие, а остальные 78 % зерен, не выступающих на рабочую поверхность круга, определенное время не работают (рис. 9.6) и вступают в действие только после удаления затупленных зерен в процессе самозатачивания или после правки круга.
С помощью специальных технологий по ориентированию зерен при изготовлении шлифовальных кругов удается увеличить число режущих зерен до 45.. .60 %.

| Рис. 9.6. Положения абразивных зерен в шлифовальном круге: 1 - режущие зерна; 2 - давящие зерна; 3 - неработающие зерна |
|
из
5.00
|
Обсуждение в статье: ОСОБЕННОСТИ ПРОЦЕССА РЕЗАНИЯ ПРИ ШЛИФОВАНИИ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы