 |
Главная |


Перемешивающая сварка трением (ПСТ)
|
из
5.00
|
Сварка трением с перемешиванием применяется для сварки заготовок из тонколистовых материалов. К концам заготовок подводят ролик, вращающийся со скоростью 200...3000 об. в мин. Скорость перемещения ролика относительно свариваемых за готов о к составляет 4,5 ,. .6,0 м /мин при удельном давлении на ролик 0,2. ..0,5 МПа.
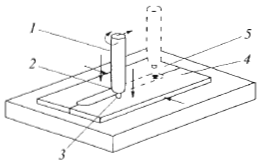
Рис. 7. Технологическая схема процесса сварки трением с перемешиванием.

Рис. 8. Схема ПСТ.
Технологическая схема (рис. 7) способа включает в себя три основных этапа. На первом вращающийся с высокой скоростью инструмент 1 цилиндрической или ступенчатой (с малым углом конусности ) формы с буртом 2 в месте перепада диаметров рабочего наконечника 3 и корпуса инструмента погружают в стык соединяемых деталей 4 и 5, жестко закрепленных в оснастке, на глубину, примерно равную их тол. Когда бурт инструмента войдет в контакт с поверхностью деталей, прекращают погружение и приступают ко второму этапу процесса - перемещению вращающегося инструмента по линии соединения.
На третьем этапе (окончание сварки) вращающийся инструмент поднимают и выводят из стыка. Нагретый в результате работы сил трения до пластичного состояния и перемешанный вращающимся инструментом материал вытесняется в освобождающийся позади движущегося по линии стыка инструмента и ограниченный сверху буртом объем, в котором и формируется шов.
Перемешивающая сварка трением (ПСТ) является одним из новейших способов сварки (запатентована в 1991 году). Она выполняется торцом вращающегося инструмента, перемещающегося в направлении сварки . Диаметр инструмента выбирается несколько меньшим, чем глубина сварки. Рабочая поверхность инструмента имеет специальный профиль. Пластифицированный тепловыделением металл за счет сил трения закручивается относительно оси вращения инструмента. В процессе перемещения инструмента по стыку свариваемых поверхностей происходит перемешивание и перенос металла с формированием сварного шва. ПСТ целесообразно использовать для сварки материалов толщиной 1,6…30мм. Согласно данным компании TWI этот способ сварки трением позволяет за два прохода с разных сторон сваривать алюминиевый лист толщиной 75 мм. Технология ПСТ наиболее широко используется для сварки алюминиевых сплавов. К другим материалам, свариваемым ПСТ, относятся: медь и ее сплавы, свинец, магниевые сплавы, стали, сплавы на титановой и никелевой основах, термопластичные полимеры.
Инструменты для ПСТ изготавливают из инструментальных сталей (сварка пластиков и легкоплавких металлов), быстрорежущих сталей (сварка алюминиевых и магниевых сплавов), металлокерамических твердых сплавов и минералокерамик, специальных композиционных материалов (сварка алюминиевых сплавов, сталей, сплавов на никелевой и титановой основах). При выборе инструментального материала стремятся избежать намазывания оттесняемого металла на поверхности инструмента. Для этих целей могут быть использованы специальные покрытия.
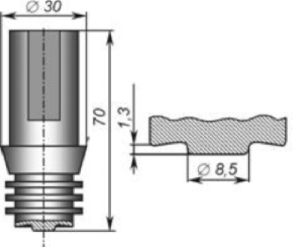
Рис. 9. Конструкция инструмента, применяемого для сварки листов толщиной 8 мм из алюминий-литиевого сплава.

Рис. 10. Рабочие части инструментов используемых при ПСТ: а – традиционная конструкция инструмента; б – инструмент для получения глубоких швов; в – инструмент со специальной формой торца. Показан намазанный на выступ свариваемый металл.
При ПСТ достигается высокое качество сварки. Деформация и перемешивание металла в твердой фазе иногда создает микроструктуры более прочные, чем основной материал. Обычно, прочность на растяжение и усталостная прочность сварного шва составляет 90% от этих характеристик для основного материала. Сварка может выполняться в различных позициях (вертикальной, горизонтальной, под наклоном, снизу вверх и т.д.), поскольку силы гравитации, в данном случае, не играют никакой роли. Перемещение инструмента или детали может производиться в различных направлениях и по программе. По мнению западных специалистов, этот процесс является революционным в области сварки листовых материалов.
Разновидностью сварки трением является инерционная сварка, комбинированная сварка, вибрационная сварка и орбитальная сварка.
Инерционная сварка
В инерционной сварке энергия передается детали не непосредственно от электродвигателя, а от заранее разогнанного до заданной угловой скорости маховика. После сцепления вращающегося маховика со шпинделем с закрепленной деталью, к торцу которой постоянным осевым усилием поджата вторая свариваемая деталь, система тормозится силой трения до полной остановки. В этом случае, в отличие от классического способа сварки, процесс тепловыделения протекает при скорости относительного вращения, изменяющейся от начальной скорости маховика до нуля.
3.6 Комбинированная сварка
Интересно применение комбинированной сварки трением, при которой первая стадия осуществляется при вращении детали от электродвигателя с обычной для классического способа линейной скоростью до износа всех неровностей поверхности, а вторая – при вращении детали от маховика, разогнанного до той же скорости на первой стадии процесса. В этом случае удается реализовать положительную специфику инерционной сварки, избавившись от ее минусов: высокой скорости вращения и связанными с этим трудностями создания оборудования и высокими требованиями к предварительной подготовке поверхности.
3.7 Вибрационная сварка
Особый интерес представляет вибрационная сварка, при которой торец одной из деталей совершает возвратно-поступательное движение относительно другой неподвижной детали. Однако реализация требующейся при этом частоты колебаний (100 и более Гц), при наличии массивных зажимных устройств машины и самой свариваемой детали, достаточно сложна.

Вибрационная сварка. Принципиально возможен процесс сварки трением некруглых деталей, при котором вместо относительного вращения используется возвратно-поступательное движение торца одной из свариваемых заготовок относительно другой (рис. 49, г). Практически эта схема процесса не нашла применения, так как сварочная установка получается очень неэкономичной: большая доля вводимой в машину энергии растрачивается бесполезно на преодоление сил инерции и на износ частей и деталей самой машины; при необходимости соединять трением детали некруглой формы правильнее обращаться к орбитальной сварке.
При сварке сталей разных марок или жаропрочных сталей и сплавов с поделочными сталями или сталей с цветными металлами сказывается различие теплофизических свойств; и чем оно больше, тем сложнее получить сварное соединение с хорошими механическими характеристиками. В этом случае процесс образования соединений протекает при температуре, не превышающей точку плавления менее жаропрочного металла, когда образование физического контакта за счет его деформации протекает быстро, а активация контактной поверхности более жаропрочного металла замедлена.
Роликовая сварка
Шовная (роликовая) сварка характеризуется непрерывностью монолитного соединения. По механической схеме эта сварка аналогична холодной сварке прямоугольными пуансонами (рис. 3.47).
Собранные заготовки 1 устанавливаются между роликами 2 и сжимаются ими до полного погружения рабочих выступов 3 в металл. Затем ролики приводятся во вращение. Перемещая изделие и последовательно внедряясь рабочими выступами в металл, они вызывают его интенсивную деформацию, в результате которой образуется непрерывное монолитное соединение - шов. Шовная сварка бывает двусторонняя, односторонняя и несимметричная. Двусторонняя сварка выполняется одинаковыми роликами. При односторонней сварке один ролик имеет выступ, высота которого равна сумме выступов при двусторонней сварке, а второй является опорным, без рабочего выступа. При несимметричной сварке ролики имеют различные по размерам, а иногда и по форме рабочие выступы.
Односторонняя роликовая сварка чаще применяется для сварки разнородных металлов, сильно отличающихся твердостью. Рабочая часть ролика вдавливается в более твердый металл. Такая сварка при прочих равных условиях обеспечивает более прочные швы и при сварке однородных металлов.
При роликовой сварке металл свободно течет вдоль оси шва, что затрудняет создание достаточного напряженного состояния металла в зоне соединения. Поэтому для достижения провара требуется большая пластическая деформация (на 2-6 %), чем при точечной сварке. Напряженное состояние в зоне роликовой сварки можно повысить, увеличивая диаметр роликов. Обычно диаметр ролика близок к 50δ, ширина рабочего выступа (1-1,5)δ, высота (0,8-0,9)δ, а ширина опорной части ролика, ограничивающая деформации, в 2-3 раза больше ширины рабочего выступа. Роликовая сварка алюминия толщиной 1,0 мм при свариваемости 27 % выполняется со скоростью до 8-12 м/мин.
Для роликовой сварки применяются металлорежущие станки, например фрезерные; при сварке тонких пластичных металлов - ручные настольные станки.

Рис. 3.47. Схема холодной шовной сварки:
1 - детали; 2 - ролики; 3 - выступы
Особенности процесса
Технологические возможности сварки трением.
Номенклатура свариваемых материалов достаточно широка: малоуглеродистые, углеродистые, инструментальные, высоколегированные стали различных классов, алюминиевые, медные, титановые сплавы, цирконий как в однородном, так и в разнородных сочетаниях, термопласты.
Варианты конструктивного оформления соединений, выполняемых этим методом ,в силу специфики самого процесса ограниченны. Стыковые соединения выполняются на стержнях, трубах и других элементах, имеющих форму тел вращения (сплошных и полых). Возможно тавровое соединение стержней с плоскими элементами.
Диапазон размеров свариваемых заготовок достаточно широк. Считают, что сваркой трением целесообразно сваривать сечения площадью 30...8000 мм2, В производственных условиях минимальный диаметр свариваемых прутков 6 мм.
Для сварных соединений , получаемых этим методом , в большинстве случаев характерны высокие (не ниже основного материала) показатели механических свойств и высокая их стабильность . Разброс показателей прочности и пластичности 5,7. .. 10 %. В шве отсутствуют поры, раковины, инородные включения. Структура мелкозернистая, зерно равноосное. Это объясняется спецификой процесса сварки трением, при котором обеспечиваются эвакуация из зоны соединения всякого рода загрязнений, значительная пластическая деформация металла нагретой зоны при малой ее протяженности, а сами соединяемые поверхности изолированы от контакта с воздухом.
Применения сварки трением позволяет сделать вывод, что этот вид сварки – один из наиболее интенсивно развивающихся технологических процессов, особенно в странах с высоким уровнем развития промышленности. За сравнительно короткое время промышленного использования сварка трением зарекомендовала себя как высокопроизводительный технологический процесс, позволяющий получать высококачественные соединения деталей из большого числа различных одноименных и разноименных металлов и сплавов и обладающий рядом других важных преимуществ. Это одна из основных причин быстрого внедрения сварки трением в различных отраслях машиностроения.
Особенности процесса позволяют прогнозировать следующие пути дальнейшего развития сварки трением: разработка новых разновидностей процесса сварки трением с целью расширения возможностей его промышленного использования; выполнение технологических исследований в области расширения номенклатуры свариваемых трением новых материалов и установления оптимальных режимов их сварки; разработка новых образцов и систем универсального оборудования для сварки крупных деталей, а также для микросварки трением; создание простых и дешевых универсальных машин для оснащения ими ремонтных мастерских и производственных цехов с большой номенклатурой обрабатываемых деталей; создание специализированных машин-автоматов и комплексных линий, предназначенных для изготовления большого числа однотипных деталей; создание оборудования, оснащенного системами обратных связей и ведущего процесс сварки в заданном режиме, без отклонений при воздействии возмущающих факторов, что полностью исключает возможность брака при сварке; выполнение исследований в области оптимизации процесса и создание (в перспективе) на этой базе самонастраивающихся машин-автоматов, снабженных компьютерами или подключаемых к ним.
Область применения
Сварка трением широкo применяется в машиностроении, инструментальном производстве, ядерной энергетике, электротехнической промышленности, тракторостроении, автомобилестроении, в авиакосмической технике, нефтяноми химическом машиностроении. Этот метoд сварки являетcя одним из наиболеe интенсивно развивающихся технологических процессов.
В настоящее время сварка трением широко используется и является стандартной технологией в авиакосмической промышленности (например, при сварке корпуса внешнего топливного бака, при производстве топливных баков различных ступеней ракет, при производстве ступеней ракет), в судостроении (например, при монтаже палубы автомобильных паромов, при сборке корпусов подводных лодок), при изготовлении различных резервуаров.
Сварка трением широко внедрена в ведущих отраслях производства при изготовлении:
в автомобилестроении — деталей рулевого управления, карданных валов легковых и грузовых автомобилей, полуосей, картеров задних мостов автомобилей, клапанов двигателей внутреннего сгорания, цилиндров гидросистем и другие;
в тракторостроении — деталей рулевого управления, планетарных передач, валов отбора мощности, катков, траков, роторов турбонагнетателей дизельного двигателя и другие;
в электропромышленности — деталей высоковольтной аппаратуры, выводов бумагомасляных конденсаторов, кислотных аккумуляторов и анодов игнитронов, поршней пневмоцилиндров сварочных машин и другие;
в инструментальном производстве — при массовом изготовлении концевого режущего инструмента (фрезы, сверла, метчики).
|
из
5.00
|
Обсуждение в статье: Перемешивающая сварка трением (ПСТ) |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы