 |
Главная |


На данной позиции производится разборка тормозной рычажной передачи и разборка рессорного комплекта.
|
из
5.00
|
Перед разборкой слесарь р.п.с. (по разборке тормозной рычажной передачи) удаляет воду из подпятника надрессорной балки и карманов боковой рамы, с помощью пистолета вакуумной установки для отсоса воды после моечной машины. В случае выхода из строя установки удалить воду из подпятника мочальной кистью.
Разборка тормозной рычажной передачи производится в следующей последовательности в соответствие с рисунками 1, 2, 3, 4.
- выбить чеки и снять тормозные колодки 17, предохранительные скобы 4;
- снять шплинты 7,10;
- снять шайбы 9, выбить валики 8, снять вертикальные рычаги 5 и распорную тягу 2;
- выбить шплинты 15, снять шайбу и валики 14, снять серьгу мёртвой точки 6, после удаления шплинта 11, шайбы 12 и валика 13;
- вынуть проволоку предохранительных шайб, снять шайбы;
- выбить шплинт 13 валика 16, валики 16, опустить триангель 1 на предохранительные полочки боковин рамы;
- снять подвески 3 тормозного башмака, снять триангель 1 (одновременно снять и второй триангель и передать на позицию их ремонта).
Разборка балочки авторежима (при ее наличии):
- удалить шплинт 23, свинтить гайку 24 с болта 25 и вынуть его, снять резинометаллическую прокладку 26, балку опорную 34.
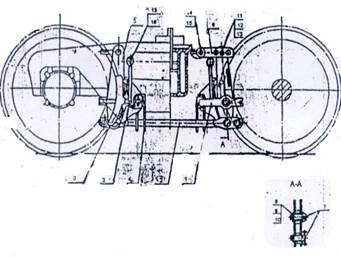
Рисунок 1 – Разборка тормозной рычажной передачи тележки 18-100.
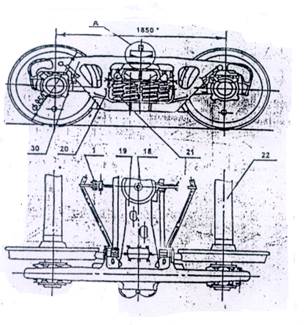
Рисунок 2 – Тележка модели 18-100
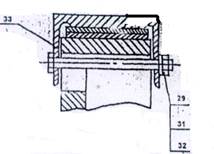
Рисунок 3 – Скользун в сборе
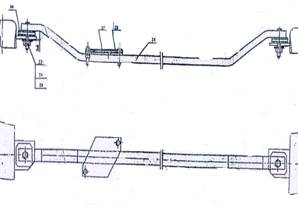
Рисунок 4 – Балочка авторежима
Все детали после разборки укладываются в соответствующую тару.
Тормозные колодки толщиной 50 мм и более, не имеющих трещин и металлических включений на рабочей поверхности уложить в отдельную тару, для дальнейшего использования.
После подачи тары с подвесками тормозного башмака на позицию их неразрушающего контроля слесарь р.п.с.. (по разборке тормозной рычажной передачи) производит с помощью бородка и молотка удаление резиновых втулок подвесок тормозного башмака, независимо от их состояния, а после их контроля, дефектоскопирования и постановки клейм дефектоскопистом, производит постановку новых резиновых втулок с помощью специального приспособления.
При зазоре по диаметру в шарнирном соединении рычажной передачи 3 мм и более сделать меловую разметку «износ», соответственно на вертикальном рычаге или распорной тяги, для замены втулок на IV – позиции конвейера.
Валики подвесок тормозных башмаков, изношенные по диаметру более 1 мм заменить.
Данные по состоянию тормозной рычажной передачи оператор по описи тележек заносит в журнал входного контроля тележек.
Триангели после разборки рамы тележки подаются при помощи крана-укосины на стол разборки и испытания триангеля. Разборка, осмотр, дефектация, испытание и сборка деталей триангеля производится в соответствии с п. 3.9 действующего технологического процесса. Детали триангеля подлежащие ремонту в накопителях при помощи крана передаются в отделение восстановления и механической обработки деталей триангеля.
Разборка рессорного комплекта производится слесарем по р.п.с. и газорезчиком. Пружины при помощи специального приспособления подаются к установке АЛИСП, после чего перемещаются на VI-ю позицию конвейера для контроля и сборки рессорного комплекта.
На данной позиции конвейера бригадир, также производит отстукивание молотком заклепок фрикционных планок, для выявления их ослабления. Если выявлено ослабление заклепок или несоответствие контролируемых размеров фрикционных планок, электрогазосварщик при помощи керосинореза срезает ослабшие заклепки, а при неисправностях фрикционных планок все заклепки.
Испытание распорных тяг на растяжение и дефектоскопирование осуществляется дефектоскопом ВД-113 (ВД-113.5), подвески тормозного башмака контролируются дефектоскопом МД-12 ПШ производится дефектоскопистом участка, в соответствии с ТИ 600.25100.00003 по неразрушающему контролю, настоящего технологического процесса.
После дефектоскопирования на всех деталях ставится клеймо 600 и дата (месяц и год) производства дефектоскопирования.
Далее раму тележки слесарь по р.п.с. манипулятором подается на IV-ю позицию конвейера.
IV позиция конвейера
Неразрушающий контроль надрессорной балки и боковых рам тележек.
Неразрушающий контроль (НК) боковых рам и надрессорной балки производится дефектоскопистом участка, имеющим 4-6 разряд и право на выполнение данных работ, в соответствии с ТИ 600.25100.00003 настоящего технологического процесса.
НК производить с помощью дефектоскопа - градиентометра феррозондового ДФ-201.1А с намагничивающим устройством МСН –10 . При выходе из строя феррозондового дефектоскопа ДФ-201.1А контроль производить вихретоковым дефектоскопом ВД12 НФМ (ВД 12НФ).
При поступлении в ремонт боковых рам с ранее наплавленной опорной поверхностью буксового проема производится обязательный контроль феррозондовым, вихретоковым дефектоскопами, а также акустико-эмиссионной установкой. Признанные годными боковые рамы допускаются к эксплуатации.
После неразрушающего контроля, слесарем по р.п.с тележка подается на следующую позицию конвейера при помощи манипулятора.
V позиция конвейера
Дефектация литых деталей тележек. НК наклонных плоскостей, нижнего пояса надрессорной балки и опорной поверхности буксового проема боковой рамы.
На данной ремонтной позиции производится дефектация литых деталей тележек с раздвижкой и кантовкой относительно своей оси боковых рам на 1800 и надрессорной балки на 3600.
Бригадир участка производит инструментальный обмер и размеловку боковых рам и надрессорной балки подлежащих восстановлению.
Дефектоскопист осуществляет неразрушающий контроль наклонных плоскостей, нижнего пояса надрессорной балки и опорной поверхности буксового проема боковой рамы литых деталей с соответствии с ТИ НК 600.25100.00003 настоящего технологического процесса.
Дефектация надрессорных балок и боковых рам.
Осмотр производить с применением лупы 4-х кратного увеличения, переносной лампы напряжением 36В, металлической щетки.
Если контролируемые размеры выходят за пределы допускаемых, но не выходят за пределы ремонтных (размеры при которых возможно восстановление сваркой, наплавкой или механической обработкой), бригадир наносит меловую разметку «Р» - ремонт и действительный размер или значение износа, и после раздвижки боковых рам на V позиции, надрессорная балка или боковая рама стропальщиком участка ремонта тележек подается на позицию их восстановления.
Оставшуюся толщину опорной поверхности подпятника контролирует бригадир участка, которая составляет не менее 18мм, определяется ультразвуковым толщиномером типа УТ-80.
Если контролируемые размеры выходят за пределы ремонтных размеров, то бригадир наносит меловую разметку «брак» с указанием дефекта.
Надрессорные балки и боковые рамы с разметкой «брак» отставляются для последующего исключения, в соответствии с настоящей технологической инструкции.
Если год изготовления надрессорной балки или боковой рамы от 28 и до 30 лет, и они отвечают требованиям деповского ремонта, то их направить на текущий отцепочный ремонт эксплуатационного депо. Если срок службы составляет от 28 до 33 лет на позицию акустико-эмиссионного контроля, продление срока службы.
Продление срока службы боковых рам и надрессорных балок отечественного производства производится следующим порядком:
- продление срока службы «ПСС» производится на участке работником, прошедшим обучение в сертификационном центре при СГУПС и получившим соответствующее удостоверение.
- перед продлением сроком службы на акустико-эмиссионной установке в обязательном порядке производится визуальный осмотр и неразрушающий контроль боковых рам и надрессорных балок: вихретоковым или феррозондовым методом дефектоскопистом участка по ремонту тележек в соответствии с ТИ 600.25100.00003 на неразрушающий контроль тележек грузовых вагонов модели 18-100 настоящего технологического процесса.
- оформление результата контроля производится установленным порядком в соответствии с разделом 4, Приложения 1 ТИ 600.25100.00003.
- протокол-распечатка, акт продления срока службы, распечатка протокола результатов феррозондового контроля (при его проведении) хранятся у инженера НК 5лет на каждую контролируемую еденицу.
- после производства диагностирования и получения положительного заключения на боковой раме и надрессорной балке в местах постановке клейм бригадир выбивает «ПСС», дату и условный номер предприятия (например: ПСС 600 08 05).
максимальный срок эксплуатации литых деталей тележки при условии положительных результатов проведенного диагностирования должен составлять не более 35 лет.
Бригадир контролирует не параллельность фрикционной планки: расстояние между ними не должно превышать более 640 мм при деповском ремонте и не более 636мм при капитальном ремонте.
Надежность крепления проводить отстукиванием головок всех заклепок молотком, при этом звук не должен быть дребезжащим, а положенный на другую головку палец не должен ощущать сотрясений.
При ослаблении заклепки мертвой точки надрессорной балки электрогазосварщик срезает заклепку мертвой точки, после чего нагревает ее керосинорезом, и слесарь по ремонту рессорного комплекта производит клепку.
При поступлении в ремонт боковых рам с приваренными на опорную поверхность планками боковую раму направить на позицию механической обработки для удаления. Опорную поверхность обработать на станке и после дефектоскопирования на их опорные поверхности устанавливают сменные прокладки в зависимости от конструкции боковой рамы При комплектации тележек новыми боковыми рамами приливы на опорных плоскостях в буксовых проемах обработать на станке до остаточной высоты не более 3мм. У ремонтируемых боковых рам приливы в буксовых проемах обработать на станке на максимальную высоту износа. При этом остаточная высота прилива не менее 0,5мм, но не более 3мм. Проникновение инструмента в тело боковой рамы не допускается. Прокладки сменные устанавливаются на обоих буксовых проемах. Износ опорной поверхности допускается не более 2мм.
Неровности в переходе от обработанной поверхности к необработанной боковой рамы по радиусу 55 мм необходимо зачистить.
Износостойкие прокладки не могут быть установлены на боковую раму, у которой отсутствует хотя бы одно технологическое отверстие на стенках в районе буксовых проемов.
Если боковая рама пришла в ремонт с ранее установленными сменными прокладками, то их снимают боковую раму дефектоскопируют. При плановых видах ремонта грузовых вагонов для инструментального обмера боковых рам тележек прокладки сменные, установленные в буксовых проемах рам, снимаются. При деповском ремонте на исправные боковые рамы устанавливают прокладки сменные, не имеющие трещин, механических повреждений, отколов. Допускается постановка прокладки с износом пластины не более 2мм. При капитальном ремонте на опорные поверхности устанавливают новые сменные прокладки.
Тележки, оборудованные износостойкими прокладками, взаимодействуют с корпусами букс, восстановленными до чертежных размеров.
При постановки прокладки на боковую раму ответственность за невидимую часть буксового проема, закрытую прокладкой несет бригадир участка.
После измерения базы боковой рамы бригадир наносит мелом две последние цифры действительного размера «М», для последующего переноса данных в журнал выходного контроля формы ВУ-32.
Например: размер «М» равен 2184мм – нанести «84».
После измерения геометрических размеров подпятника бригадир наносит мелом на поверхность подпятника диаметр, замеренный в двух диаметрально противоположных плоскостях и размер глубины подпятникого места для последующего переноса данных в журнал выходного контроля тележек формы ВУ-32.
Далее тележка перемещается на VI позицию по конвейеру.
При имеющемся наплыве металла с наклонных плоскостей на верхний пояс надрессорной балки от соприкосновения и работы с наклонной поверхностью фрикционного клина – наплыв зачистить шлифовальной машинкой до основного металла с выведением радиуса закругления. Оставшуюся толщину наклонных поверхностей надрессорной балки контролирует бригадир участка, которая составляет не менее 7мм, определяется ультразвуковым толщиномером типа УТ-80.После восстановления наклонных поверхностей, подпятника надрессорной балки наплавкой производится выходной НК наплавленных и обработанных поверхностей вихретоковым методом в соответствии с ТИ 600.25100.00003.
Подборку боковых рам и надрессорной балки в тележку производить по возрастным группам:
- нулевая группа – постройка с 1997 г.
- первая группа – постройка с 1985 г. по 1996 г.
- вторая группа – постройка с 1974 г. по 1984 г.
- третья группа – постройка до 1974 г.
Разрешается в каждой группе подбирать элементы из других прочностных групп, при этом номер возрастной группы тележки должен устанавливаться по элементу, имеющему самый ранний период изготовления.
Подбор рессорного комплекта производит слесарь по р.п.с. (по ремонту рессорного комплекта).
В один рессорный комплект подбирать пружины по высоте с разницей не более 4 мм. Под фрикционные клинья устанавливаются пружины, из числа подобранных пружин для рессорного комплекта, имеющие наибольшую высоту. На одну из пружин (в зоне видимости) устанавливается бирка о производственном испытании, с указанием условного номера предприятия, месяца и года (например: 600.10.05г.).
Запрещается установка стальных фрикционных клиньев. Устанавливаемые чугунные клинья должны быть изготовлены по чертежу М 1698.00.002 (это нанесено на горизонтальной поверхности клина) с усиленными упорными ребрами и удлиненной вертикальной поверхностью.
Крепление колпака скользуна производит бригадир, болтом М12 с гайкой и шплинтом. Под гайку устанавливается граверная шайба диаметром 12 мм, шплинт разводится под углом не менее 900С. Колпак скользуна снимают при ремонте.
При капитальном ремонте устанавливают новые колпаки скользунов по черт. При деповском ремонте допускается установка колпаков скользунов с неравномерным максимальным износом наружной поверхности до 3мм, а при износе 3мм и более – заменяют новыми.
Для регулирования зазоров между скользунами вагона и тележки устанавливаются ровные стальные регулировочные прокладки размером 210+2 х 95 +2 мм, в количестве не более 4 штук, толщиной 1,5 – 5 мм.
Нанесение трафарета о принадлежности тележки к кузову вагона после вышеперечисленных работ, производится маляром (или лаборантом) колесного участка, в соответствии с разделом 3.11, настоящей технологической инструкции.
Далее тележка перемещается на VII позицию по конвейеру.
VII-VIII позиции конвейера. Сборка тормозной рычажной передачи.
Сборка тормозной рычажной передачи производится 2-мя слесарями по р.п.с.
Регулировка рычажной передачи.
Рычажную передачу (рис. 5) тележки после постановки новых колодок устанавливать в зависимости от диаметра колес подбором величин "С" и "Р" согласно таблицам приведенным ниже.
Для предотвращения западания серьги мертвой точки при эксплуатации вагонов с тележками модели 18-100 при ремонте тележек устанавливается модернизация в соответствии с ТИ 600.25100.00002, настоящего технологического процесса.
После сборки рама тележки краном снимается с конвейера и подается на позицию выкатки.
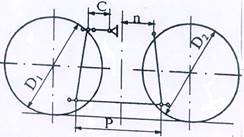
Рисунок 5 – Схема тормозной рычажной передачи тележки модели 18-100
|
из
5.00
|
Обсуждение в статье: На данной позиции производится разборка тормозной рычажной передачи и разборка рессорного комплекта. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы