 |
Главная |


Анализ аналогичных объектов
|
из
5.00
|
Одними из представителей шлифовальных станков являются - портальные шлифовальные станки, мостовые, плоскошлифовальные.
I. Характерными представителями портальных станков являются отечественные станки моделей ВШ-3, ВШ-5 и зарубежные ЛЖ и ЛЖ-9 итальянской фирмы «БРА».

Рис.2. Шлифовально-полировальный станок модели ВШ-3
1 — портал; 2 — шпиндель; 3 — шлифовальная головка; 4 — подвижный стол
Станок модели ВШ-3 (рис. 2) предназначен для шлифовки и полировки гранитных плит. Он состоит из неподвижного портала, шпинделя, шлифовальной головки и подвижного стола. Портал 1 образован двумя литыми опорами (стойками) коробчатого сечения с внутренними ребрами жесткости и связывающей эти опоры поперечиной (траверсой). Шпиндель 2 приводится в движение от электродвигателя через двухступенчатую коробку передач и пару конических шестерен. На нижнем конце шпинделя крепится шлифовальная головка 3, на которой устанавливается абразивный инструмент: чугунный диск (ферраса), абразивный круг или планетарная головка с чашечным абразивом. Вертикальное перемещение шпинделя плавно регулируется с помощью гидропривода, обеспечивая требуемое давление инструмента на плиту. Кроме гидропривода, шпиндель имеет ручной привод, помогающий производить настройку станка по высоте. Он состоит из конической пары и червячной передачи. Подвижный стол 4 установлен на тележке, которая перемещается по рельсам отдельным электроприводом через клиноременную и червячную передачи и трехступенчатую коробку передач. Кинематическая схема станка ВШ-3 приведена на рис.2.1

Рис.2.1 Кинематическая схема шлифовально-полировального портального станка модели ВШ-3 1 — электродвигатель главного привода; 2 — траверса; 3 — коническая передача; 4 — гидроцилиндр; 5 — шпиндель; 6 — механизм привода подачи стола предназначенный в основном для обдирочной операции на граните, имеет подвижный портал. Шлифовальная головка перемещается по направляющим портала.
Следует отметить, что станки ВШ-3 и ВШ-5, получившие в прошлом широкое распространение, в настоящее время значительно устарели и в силу физического износа имеют лишь единичное применение.
За последнее время в камнеобрабатывающей промышленности стали широко использоваться портальные станки новейших конструкций (модели ЛЖ, разработанные фирмой «БРА» и предназначенные для обработки гранита). Принципиальная схема такого станка приведена на рис. 2.2
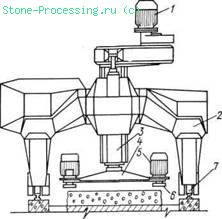
Рис.2.2. Принципиальная схема шлифовально-полировального портального станка модели ЛЖ фирмы «БРА» 1 — мотор-редуктор; 2 — подвижный портал; 3 — шпиндель; 4 — шлифовальная головка; 5 — электродвигатель шлифовальника; 6 — шлифовальник; 7 — катки
Как видно из схемы, станок ЛЖ, так же как и станок модели ВШ-3, имеет подвижный портал 2, перемещаемый на катках 7 по рельсам-направляющим под действием гидродвигателя вдоль обрабатываемых плит, уложенных между рельсами. Шпиндель 3, приводимый во вращение от мотор-редуктора 1, крепится в нижней части к шлифовальной головке 4, несущей шесть независимых шлифовальников 6, которые приводятся во вращение от индивидуальных электродвигателей 5. Оси вращения шлифовальников 6 расположены под углом 2° к общей (вертикальной) оси вращения, что обеспечивает более равномерную обработку поверхности.
Характерной особенностью станка ЛЖ является гидравлическая система разгрузки шпинделя, образующая как бы маслодинамическую подвеску шлифовальной головки и тем самым снижающая трение в шпиндельном узле станка. Станок, как правило, обеспечивает полный цикл фактурной обработки поверхности гранитных изделий (от обдира до полировки) путем последовательной замены шлифовальников. Последняя модификация портальных станков фирмы «БРА» — станок модели ЛЖ-9, отличающаяся от вышеописанной увеличенным числом шлифовальников (девять вместо шести), обеспечивает повышение производительности станка на 30%. Технические характеристики портальных станков приведены в табл.1
Таблица 1. Технические характеристики портальных станков
| Основные показатели | Модели станков | |||
| ВШ-3 | ВШ-5 | ЛЖ | ЛЖ-9 | |
| Максимальные размеры обрабатываемых изделий, мм: | ||||
| длина | 2000 | 9000 | Неограниченная | |
| ширина | 1000 | 2500 | 1600 | 1600 |
| высота (толщина) | 150 | 1175 | 350 | 350 |
| Производительность за 1 ч (эксплуатационная) по граниту, на операции обдира при полном цикле обработки | 1—2 | 1,5—2,0 | — | — |
| 0,7 | — | 2,5 | 3,2 | |
| Диаметр шлифовальной головки, мм | 1300 | 1300 | 1700 | 1700 |
| Частота вращения шпинделя, об/мин | 50;100 | 50; 100 | 50 | 50 |
| Частота вращения шлифовальников, об/мин | — | — | 950 | 950 |
| Максимальный вертикальный ход шпинделя, мм | 250 | 300 | 400 | 400 |
| Скорость рабочей подачи, | 0,1; 0,3; | 5,5—11,1 | 0—4,0 | 0—1,85 |
| м/мин | 0,5 | |||
| Мощность электродвигателя | 44 | 55 | 8 | 11,3 |
| главного привода, кВт | ||||
| Установочная мощность | 46,5 | 66,3 | 36 | 52,1 |
| станка, кВт | ||||
| Габариты станка, мм: | ||||
| длина ширина высота | 3500 | 5215 | 3450 | 3450 |
| 3785 | 3070 | 2900 | 2900 | |
| 3895 | 3600 | 4000 | 4000 | |
| Масса станка, т | 15 | 8,8 | 9,2 | 13,0 |
II. Характерными представителями мостовых станков являются отечественный станок модели СМР-013 и зарубежные станки моделей 303 фирмы «Карл Майер», «Левиматик-3500» и «Концепцион» фирмы «Грегори», «Минали МС-3» фирмы «Минали», ЖБ-500 фирмы «Тибо», БГМ-ПЗ предприятия «Бланско» (ЧССР) и др.
Станок модели СМР-013 предназначен для шлифовки и полировки плоских поверхностей изделий из природного камня средней твердости и твердого. Станок состоит из двух железобетонных опор с уложенными поверху рельсами, по которым перемещается мост в виде литой балки с привернутыми по краям литыми тележками. На мосту размещены гидронасосная и магнитная станции, а также площадка управления. По направляющим моста перемещается каретка (суппорт) со шлифовальной головкой. Каждая тележка имеет два опорных катка с ребордами, профили которых соответствуют профилю направляющих рельсов. Реборды воспринимают боковые усилия, возникающие при работе шлифовальной головки. Между опорами станка расположен стол в виде бетонной тумбы. Привод моста осуществляется через редуктор и реечную передачу от гидродвигателя. Последний обеспечивает регулировку скорости движения моста. Каретка приводится в движение двумя закрепленными на ее корпусе плунжерными гидроцилиндрами. Шпиндель получает вращение от электродвигателя через клиноременную передачу. Вертикальное перемещение шпинделя производится двумя гидроцилиндрами, которые обеспечивают также прижим шлифовальной головки с шлифовальником к обрабатываемой поверхности. Ход моста и каретки ограничивается при помощи конечных выключателей и передвижных упоров. В станке заложено несколько программ автоматического перемещения шлифовальной головки по обрабатываемой поверхности. Основные механизмы имеют ручной привод, облегчающий регулировку и настройку станка.
Кинематическая схема станка СМР-013 приведена на рис.3. Станку СМР-013 аналогичен по конструкции мостовой станок модели «Левиматик-3500» фирмы «Грегори». Станок модели «Концепцион» характеризуется наличием револьверной головки, позволяющей переходить на последующие стадии шлифовки без специальной замены инструмента. Станок модели 303 фирмы «Карл Майер» по конструктивному исполнению отдельных узлов также имеет много общего со станком модели СМР-013.
Привод моста осуществляется через вариатор, редуктор и реечную передачу от электродвигателя. Зубчатые рейки установлены вдоль направляющих рельсов, а зубчатые колеса, сцепляющиеся с рейками, посажены на один общий вал. Вращение шпинделя производится от электродвигателя, расположенного вертикально на плите, соединенной болтами с корпусом каретки и поддерживаемого при помощи двух катков на дорожке моста. На этой же плите находится привод перемещения каретки. Он состоит из электродвигателя, вариатора, редуктора, цепной передачи и шестерни, сцепляющейся с рейкой, которая смонтирована на корпусе моста. Шлифовальная головка крепится на нижнем конце шпинделя. Положение его относительно обрабатываемого изделия устанавливается при помощи гаек. Параллельно с механизмом перемещения шпинделя размещен гидроцилиндр прижима, который питается от индивидуального гидронасоса с приводом от электродвигателя. Насос с приводом установлен на каретке.

Рис.3. Кинематическая схема шлифовально-полировального мостового станка модели СМР-013: 1 — каток моста; 2 — направляющая моста; 3 — зубчатое колесо; 4 — рейка; 5 — гидродвигатель; 6 — червяк; 7 — червячное колесо; 8— каток каретки; 9— направляющая каретки; 10 — гидроцилиндр подачи каретки; 11 — шпиндель; 12— шлифовальная головка; 13 — гильза; 14 — гидроцилиндр прижима шлифовальной головки; 15 — траверса; 16 — электродвигатель; 17 — шкив; 18 — клиновой ремень; 19 — шкив; 20— гайка упорная; 21 — винт; 22 — маховичок; 23 — червяк; 24 — червячное колесо; 25 — ролик; 26 — шарнир качания шпинделя; 27 — мотор-редуктор; 28 — кривошип; 29 — шатун; 30 — конечный выключатель
На отечественных камнеобрабатывающих предприятиях получил распространение еще один мостовой станок модели «М и н а л и МС-3» итальянской фирмы «Минали». От рассмотренных выше конструкций этот станок отличается повышенной длиной моста (5300 мм), облегченным исполнением отдельных узлов, наличием специального механизма качательного (поперечного) перемещения шлифовальной головки, что способствует повышению качества обработки.
Принцип работы отдельных узлов этого станка ясен из схем на рис.3.1, а, б, в и специальных пояснений не требует. Механизм качательного движения головки (рис.3.1 в) имеет общий привод с механизмом вращения шпинделя головки. В отличие от большинства других моделей станок «Минали МС-3» не имеет системы гидравлического прижима инструмента к обрабатываемой поверхности: прижим шлифовальника к изделию осуществляется через специальную пружину путем опускания вниз шпиндельной головки. Это упрощает конструкцию станка, хотя и обусловливает определенные недостатки: сложность контроля за давлением в процессе работы, невысокое усилие прижима на операциях шлифовки гранита, снижающее производительность станка.


Рис.3.1 Основные узлы шлифовально-полировального мостового станка модели «Минали МС-3» фирмы «Минали» а — механизм перемещения моста: 1 — электродвигатель привода подачи моста, 2 — червячный редуктор, 3 — ведущая шестерня, 4 — мост, 5 — катки; б — механизм перемещения каретки: 1 — электродвигатель шпинделя шлифовальной головки, 2 — электродвигатель привода подачи каретки, 3 — редуктор, 4 — ведущая шестерня, 5 — рейка моста; в — механизм качательного перемещения шлифовальной головки: 1 — ведомый шкив шпинделя шлифовальной головки, 2 — то же, привода качания головки, 3 — редуктор, 4 — рычажно-шарнирная передача.
Как уже отмечалось раньше, рабочий стол у большинства мостовых станков выполнен неподвижным, на бетонной основе. Исключение составляет станок модели БГМ-ПЗ производства предприятия «Бланско» (ЧССР): стол этого станка может перемещаться в продольном направлении под действием гидроцилиндра. Краткая техническая характеристика мостовых станков приведена в табл.2
Таблица 2. Технические характеристики мостовых станков
| Основные показатели | Модели станков | |||||
| СМР-013 | 303 | «Левима-тик3500» | «Концепцион» | «Минали ЧС-3» | Ж Б-500 | |
| Максимальные размеры обрабатываемых изделий, мм: длина ширина толщина (высота) | 2800 1400 200 | 3500 2000 250 | 3500 2000 250 | 3500 2000 250 | 4000 4000 100 | 3000 2000 200 |
| Производительность за 1 ч (эксплуатационная), м2: по мрамору по граниту | 2,0 1,0 | 2,5 . 1,2 | 2,9 1,4 | 2,1 1,0 | 2,0 0,7 | 2,5 1,2 |
| Диаметр круга, мм | 400 | 330 | 400; 500 | 300 | 450 | 450; 500 |
| Мощность электропривода головки, кВт | 19 | 25 | 18 | 10,0 | 15,0 | 15,0 |
| Установочная мощность станка, кВт | 22 | 26,3 | 20,2 | 13,3 | 17,25 | 18,0 |
| Частота вращения инструмента, об/мин | 500; 1000 | 450 | 300; 600 | 700 | 350 | 325; 550 |
| Скорость подачи головки, м/мин | 0,3—6,7 | 0,6—6,0 | 0—12,0 | 0—8,0 | — | 0,2—0,6 |
| Скорость подачи моста, м/мин | 0,3—5,0 | 3,4—10,2 | 0—12,0 | 0,2—0,4 | — | 0,2—0,6 |
| Усилие прижима инструмента к изделию (максимальное), кН | 8 | 4 | 8 | 4 | 1,5 | 3,5 |
| Габариты станка, мм: длина ширина высота | 6800 4800 3000 | 5800 4100 5800 | 5700 4000 2600 | 5600 4000 2600 | 5670 5000 2350 | 3 300 24 000 3 270 |
| Масса станка, т | 5,8 | 4,2 | 4,0 | 3,6 | 3,2 | 3,3 |
III. Плоскошлифовальные станки компании «Danobat» («Grupo DANOBAT», Испания). Предназначенные для шлифования плоских и профильных поверхностей, шлифовальные станки этого типа отличаются продуманной конструкцией, позволяющей обеспечить высокую степень жесткости и виброустойчивости шлифовальных станков.

Рис.4.1 Станок плоскошлифовальный марки RT

Рис.4.2 Станок плоскошлифовальныймарки RTL
Рациональная конструкция станины, стола и шлифовальной головки обеспечивают высокую жесткость и виброустойчивость станков.
Компоновка станков предусматривает применение приспособлений для правки кругов, необходимых при обработке сложных профилей с высокой точностью и производительностью.
Таблица 3. Технические характеристики плоскошлифовальных станков фирмы «Danobat»
| Технические характеристики | TOP-63 | RT | RTL | RTM | RTH |
| Максимальная длина шлифования, мм | 600 | 800 1200 1600 2000 | 800 - 1600 | 1600 - 6000 | 1600 - 6000 |
| Максимальная ширина шлифования, мм | - | 750 | 750 | 850 | 1150 |
| Максимальная высота шлифования, мм | 325 | 500 | 450 (800) | 750 (1000) | 1000 |
| Скорость круга, м/сек | - | 30 | 45 | ||
| Мощность привода шлифовального круга, кВт | 4 | 11 | 15 | 22 | 30 |
IV. Плоскошлифовальный станок марки МоРао 160Е
Эта модель является экономичным и практичным инструментом для подготовки образцов. Он может удовлетворить требования клиентов о подготовке образцов на высоком уровне.
Эта модель разработана и изготовлена в соответствии с международными стандартами качества, предъявляемой продукции подготовки образцов.
Обладает красивым внешним видом, изготовлен из стекловолоконной армированной пластмассы, а корпус из полностью нержавеющей стали.
Существуют две модификации MoPao 160E: диаметры 200 или 250 мм отрезного диска.
Рабочий диск может быть изъят и заменен быстро. Есть два принципа работы диска: пошаговое изменение скорости вращения илидва уровня постоянной скорости. Переключение из одного в другое осуществляется легко. Кроме того, может быть выбрано направление вращения отрезного диска
Технические характеристики:
1. Скорость вращения дисков: 50-600 об/мин (пошаговое изменение скорости вращения ) или 150/300 об/мин (два уровня постоянной скорости)
2. Диапазон нагрузки: 1-225N
3. Время обработки образца: 0-9999 секунд
4. Диаметр полировочных дисков: O 200-250 мм
5. Потребляемая мощность: 220V/50Hz
6. Размеры: 340 x 630 x 300 мм (200 мм)
380 x 660 x 300 мм (250 мм)
7. Вес: 45 кг

Рис.5 Плоскошлифовальный станок марки MoPao 160E
«+»
- большая точность обработки
- большая степень жесткости и виброустойчивости
- большая производительность
- более полный цикл обработки
«-»
- большие габаритные размеры
- высокая стоимость
- более сложное техническое обслуживание
Рассмотрев и проанализировав различные конструкции станков, выделив «+» и «-», можно сделать вывод о том, что для учебной мастерской станки для шлифования камня лучше конструировать и изготовлять самим, чем приобретать заводские модели.
|
из
5.00
|
Обсуждение в статье: Анализ аналогичных объектов |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы