 |
Главная |


Разработка конструкции станка
|
из
5.00
|
Для конструирования станка для шлифования свободным абразивом применим наиболее распространенный метод: «метод морфологического анализа». Для этого построим и рассмотрим морфологическую матрицу, в которую занесем: материал, способ крепления элементов конструкции, способ передачи крутящего момента. Вид обрабатывающего инструмента, привод.
|
| Варианты | |||
| А | Б | В | Г | |
| 1. Материал | Сталь | Дерево | Чугун | Титан |
| 2. Способ крепления элементов конструкции | Болтовое соединение | Клепочное | Сварка | Клеевое соединение |
| 3. Способ передачи крутящего момента | Ременная передача | Цепная | Зубчатая | Фрикционная |
| 4. Вид обрабатывающего инструмента | Безцентрово шлифовальный | Глубинно шлифовальный | Плоскошлифовальный | Специально шлифовальный |
| 5. Привод | Паровой | Электра | ДВС | Механический |
Рассмотрим и проанализируем несколько возможных вариантов:
1. 1-Г 2-Б 3-Б 4-В 5-Б
В данном возможном варианте: рассматривается такой материал как титан, что крайне не подходит для станка, предназначенного для учебной мастерской, так как стоимость данного материала велика, а значит его использование не целесообразно; выбран такой способ крепления элементов конструкции, как клепочное соединение, что опять высокостоимо, трудоемко, более сложно в изготовлении. На основании чего делаем вывод, что данный вид крепления нам не подходит; передача крутящего момента будет осуществляться цепной передачей, что для учебной мастерской не подходит, в связи с большим уровнем шума возникающего в процессе работы, что недопустимо в учебной мастерской; вид обрабатывающего инструмента и привод нас в полной мере устраивают, так как отвечают нужным нам характеристикам и подходят для нашего станка. На основании всего выше сказанного делаем вывод: данный рассмотренный вариант устраивает нас только частично, а значит, в качестве конечного использоваться не может.
2. 1-А 2-В 3-А 4-Г 5-Г
В данном возможном варианте: материал, способ крепления элементов конструкции и способ передачи крутящего момента вполне подходят для конструкции нашего станка, используемого в учебной мастерской, так как более экономичнее, доступнее и отвечают ряду характеристик необходимых для нашего станка; вид обрабатывающего элемента не подходит для разрабатываемой конструкции станка, так как обладает большей себестоимостью, требует большого внимания и своевременного более точного технического обслуживания; привод в данной предполагаемой конструкции станка выбран механический, что ведет к большим физическим затратам, большему количеству времени необходимого для выполнения операции, а значит меньшей производительностью. На основании чего можно сказать, что данный вид привода нас не устраивает. На основании всего выше сказанного делаем вывод: данный рассмотренный вариант устраивает нас только частично, а значит, в качестве конечного использоваться не может.
3. 1-А 2-В 3-А 4-В 5-Б
В данном возможном варианте: материал выбран доступный, дешевый; в качестве способа крепления элементов конструкции выбрана сварка, что экономически выгодно и доступно, а так же менее трудоемка при выполнении; в качестве передачи крутящего момента выбрана ременная передача, что экономично, бесшумно и доступно; вид обрабатывающего инструмента выбран плоскошлифовальный, что наиболее подходит для конструкции нашего станка и отвечает поставленной цели работы; привод- Электра, что более рационально, экологично и доступно для учебной мастерской. На основании всего выше сказанного сделаем вывод: данный рассмотренный вариант можно выбрать в качестве конечного варианта станка, так как все его составные части отвечают нужным нам характеристикам, обладают необходимыми свойствами и качествами, а значит, в полной мере подходят для готовой конструкции станка.
Таким образом конечный вариант конструируемого нами станка будет выглядеть так: материал- сталь; способ передачи крутящего момента- ременная передача; вид обрабатывающего инструмента- плоскошлифовальный; привод- электра
Паспорт станка
1. Станок плоскошлифовальный предназначен для шлифовки плоских поверхностей изделий из природного камня средней твердости свободным абразивом.
2. Технические характеристики
| Габариты станка, мм: Длина Ширина Высота | |
| 790 | |
| 645 | |
| 1070 | |
| Диаметр шлифовального круга, мм | 420 |
| Толщина шлифовального круга, мм | 19 |
| Частота вращения двигателя, об/мин | 1400 |
| Частота вращения круга, об/мин | 700 |
| Мощность электродвигателя, кВт | 3 |
| Потребляемая мощность: | 380V/50Hz |
| Масса станка, кг | 130 |
3.Состав станка

Рис.6 Состав станка
4. Устройство и принцип действия
На свайной раме поз.5 располагаются все основные элементы. С двигателя поз.1 через два ремня поз.2 крутящий момент передается на шкив поз.3, со шкива крутящий момент через вал поз.4, который удерживается направляющими поз.6, передается на обрабатывающий диск поз.8, который приводится в действие кнопками «пуск» и «стоп», расположенными на пульте управления поз.7, связанные с магнитным пускателем поз.9. Вся обработка ведется в ванне поз.10, из которой отработанная смесь самоудаляется через слив поз.11 в сливной бочок поз.12. Вся конструкция устанавливается на тумбу поз.13.
Весь процесс обработки камня начинается с приготовления абразивной смеси, состоящей из абразивного порошка и воды. Приготовленная смесь располагается в специальной емкости, которая находится в ванне. После запуска станка обрабатывающий диск начинает вращаться. На него в небольшом количестве подается абразивная смесь и кладется заготовка которую необходимо обработать. В ходе всего процесса шлифования необходимо: смесь на диск подавать небольшими количествами по мере необходимости, а заготовку перемещать по всему диаметру диска, для более точной обработки детали и меньшего изнашивания самого диска. После завершения обработки детали остатки смеси удаляются из емкости, станок приберается.
5. Техника безопасности
При эксплуатации станка необходимо:
- надежно заземлить станок
- ознакомиться с работой станка и органами управления
- проверить состояние всех узлов и механизмов ( визуально)
- своевременно очищать станок от накопившихся отходов
Для нормальной и безаварийной работе на станке запрещается:
- устранять любые неполадки при работающем станке
- работать на станке без заземления
- использовать диски, не предназначенные для шлифования
- использовать диски, имеющие явные дефекты
- останавливать крутящийся круг руками
6. Электрическая схема станка
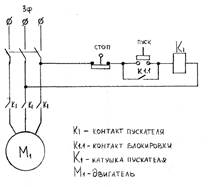
Рис.7 Электрическая схема станка
Заключение
Процесс обработки камня многоцикличный и одним из важнейших этапов в этом процессе является шлифование камня. Эта операция зародилась очень давно. Еще древние люди применяли данную операцию, и до сих пор шлифование является неотъемлемой частью всего процесса обработки камня. Для шлифования камня используется множество станков, одним из которых является станок для шлифования свободным абразивом.
Станки заводского производства имеют высокую сибистоемость, большие габариты, поэтому, для обработки камня в учебных мастерских рациональнее и экономичнее использовать станки индивидуальной сборки. Хотя они менее производительней, но гораздо дешевле и порою удобнее заводских, что является одним из важных факторов в оснащении материально-технической базы мастерских. На основании выше сказанного можно сделать вывод, что для учебных мастерских данные станки лучше конструировать и изготовлять самим, чем приобретать заводские модели.
В процессе выполнения курсовой работы мы ознакомились с литературой и информацией о процессе шлифования и шлифовальных станках; изучили технологию различных материалов; проанализировали аналогичные конструкции шлифовальных станков; сконструировали шлифовальный станок для обработки свободным абразивом; выполнили чертеж станка; разработали паспорт станка, а также закрепили ранее полученные ЗУН. Поставленные задачи решены, цель курсовой работы достигнута.
Литература
1. Лурье Г.Б. и Комиссаржевская В.Н. Шлифовальные станки и их наладка. Учебник для проф. - тех. учебных заведений М., «Высшая школа», 1972
2. Свободная электронная энциклопедия ВикипедиЯ http://wikipedia.ru
3. Кащук В. А Справочник шлифовщика.-М.: Машиностроение, 1988. – 480с:
4. Аршинов В. А., Алексеев Г. Л. Резание металлов и режущий инструмент. Учебник для машиностроительных техникумов. М., «Машиностроение», 1976. 440 с. с ил.
5. Лоскутов В. В. Шлифование металлов: Учебник для студентов профессионально-технических училищ. М Машиностроение, 1985. 256 с.
6. Наерман М. С. Справочник молодого шлифовщика. М Высшая школа, 1985. 207 с
7. П. И. Орлова «Основы конструирования» издательство «Машиностроение» 1968 г.
8. Поисковая служба сети интернет www.yandex.ru
|
из
5.00
|
Обсуждение в статье: Разработка конструкции станка |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы