 |
Главная |


Литейно-модельные указания.
|
из
5.00
|
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
5.1 Обоснования выбора формовочной и стержневой смеси.
При разработке литейной технологии очень важно выбрать наиболее рациональный способ получения отливки, обеспечивающий необходимые эксплуатационные свойства литых деталей и высокие технико-экономические показатели производства: получение качественных отливок при минимальной их стоимости; высокая производительность; максимальное использование имеющегося оборудования. Для разработки технологического процесса, был получен чертёж детали «Шкив».
Основными процессами литейного производства являются: плавка сплава, изготовление форм, заливка сплава в формы, охлаждение, выбивка, очистка, обрубка отливок, термическая обработка и контроль качества.
Чугун плавят в вагранке, электрических и пламенных печах. Плавильные печи должны обеспечивать: получение металла требуемого химического состава, низкий удельный расход топлива и электроэнергии, заданную температуру, минимальное насыщение металла вредными газами и примесями.
Для изготовления форм под отливку применяют автоматическую линию импульсной формовки (АЛИФ).
В условиях массового производства автоматические линии обладают высокой производительностью. Практически полностью устраняют ручной труд, позволяют получить отливки высокого качества.
Основной способ изготовления отливок это литьё в песчано-глинистые формы, в которых получают около 80% общего количества отливок.
Однако, прочность и шероховатость поверхности отливок, полученных в песчано-глинистых формах. Во многих случаях не удовлетворяют требованиям современного машиностроения. В связи с этим всё более широко применяют специальные виды литья. Но и литьё в песчано-глинистые формы имеет ряд преимуществ. Его применяют: в мелкосерийном и индивидуальном производстве, при литье крупных отливок, при большом количестве стержней, в массовом и крупносерийном производстве при высокой степени механизации. Себестоимость отливок зависит от стоимости формовочной и стержневой смесей и других затрат.
Выбор формовочных и стержневых смесей. Технология их изготовления
В смесях в качестве основных формовочных материалов применяют кварцевый песок и глину. Очень крупные пески используют при получении отливок массой свыше 1000 кг, средний песок используют для мелкого и среднего литья.
Из глин предпочтительнее марки с высокой прочностью в высушенном состоянии. Формы обычно изготовляют из смесей с повышенным содержанием глины, так как после сушки они должны обладать высокой прочностью.
В смеси вводят также вспомогательные материалы: сульфитно-спиртовую барду и другие связующие материалы для увеличения прочности формовочной смеси; древесные опилки, торф и другие органические вещества для улучшения податливости и газопроницаемости форм; магнезит, хромит, графит и другие огнеупорные материалы для увеличения термохимической устойчивости смесей и для регулирования скорости затвердевания отливок.
Поверхности моделей защищают от прилипания к ним смеси припыливанием модельных пудр, наилучшей из которых является ликоподий (споры плауна). Ввиду дороговизны и дефицитности ликоподий заменяют часто припылами из тончайших порошков мрамора, трепела, инфузорной земли, обработанных парафином, стеарином, воском и другими водонепроницаемыми веществами.
В таблице 5.1 представлен состав формовочной смеси. В таблице 5.2
представлены физико-механические свойства формовочной смеси.
Таблица 5.1 ‒ Состав формовочной смеси
| Наименование материала | Содержание, %, масс. |
| Оборотная смесь Песок 2К1О302 ГОСТ 21 38-91. Суспензия глинистая (плотность 1200 кг/м3, бентонитовая глина П1Т2+вода) Сода ГОСТ 51 00-85 Экструзивный крахмалосодержащий реагент ТУ 2483 ‒ 077 ‒ 057 766 801 98 | 95 – 97 3 – 5 до требуемой прочности 0,003 0,005 |
Таблица 5.2 ‒ Физико-механические свойства формовочной смеси
| Газопроницаемость, ед | Прочность на сжатие, кг/см2 | Влажность, % | РН, ед. | Глинистая составляющая |
| > 90 | 0,8 – 1,0 | 2,8 – 3,5 | 7,0 – 8,5 | 8,5 – 10,5 |
Изготовление стержней
Стержни изготавливают на стержневых машинах модели 4751Б1К2.
Машина стержневая модели 4751Б1К2 предназначена для изготовления стержней в холодном стержневом ящике, имеющем вертикальный разъём, с последующей продувкой газообразным катализатором. Принцип действия машины основан на пескодувном заполнении стержневого ящика смесью с последующей продувкой стержневой смеси газообразным катализатором, протяжке стержня из ящика и выдаче за пределы машины. Управление машины осуществляется кнопками и тумблерами на панели пульта управления (наладочный режим) и конечными выключателями реле времени, расположенными в шкафу управления (автоматический и полуавтоматический режимы). На машине имеются:
– позиция надува и отверждения стержня;
– позиция загрузки пескодувного резервуара смесью;
– позиция сборки-разборки стержневого ящика, протяжка стержня.
На позиции загрузки пескодувного резервуара происходит заполнение резервуара смесью. Пескодувный резервуар служит для перемещения порции стержневой смеси, необходимой для надува и может находиться на позиции надува и на позиции загрузки. Синхронно с резервуаром, соединённым с ним передвигается механизм подпрессовки – продувки, на котором находится про-дувочная коробка. На позиции надува происходит прижим пескодувного резервуара к собранному стержневому ящику, прижим механизма подпрессовки – продувки, подпрессовка, продука.
На позиции сборки – разборки происходит разборка стержневого ящика, протяжка стержня и сборка ящика.
Состав стержневой смеси для стержней приведена в таблице 5.3.
Таблица 5.3 ‒ Состав стержневой смеси
| Наименование материала | Количество материала |
| % | |
| Песок формовочный кварцевый марка 1К1О10З ГОСТ 2138-91 | 98 |
| Связующие Friodur 6001 A (Резамин А) ТУ 2221-552-55778270-2003 | 1 |
| Связующие Friodur 2039 B (Резамин Б) ТУ 2221-552-55778270-2003 | 1 |
| Итого: | 100 |
Литейно-модельные указания.
Анализ чертежа детали и технических требований к ней производят для определения технологичности конструкции, возможности получения каче-ственной литой заготовки, отвечающей техническим условиям и выбора наиболее целесообразного способа литья. Выбор наиболее приемлемой технологии производится на основании анализа габаритов детали, сложности конфигурации, толщины стенок, наличия полостей, обрабатываемых поверхностей и отверстий, особенностей эксплуатации детали, допускаемых дефектов и т. д.
Положение отливки в форме определяет весь дальнейший технологиче-ский процесс ее изготовления.
Разъем формы необходим для извлечения модели, сборки формы и удаления полученной отливки.
Выбираем горизонтальный разъем формы.
По [1] определяем точность отливки
Класс размерной точности принимаем – 12 (табл. 9,с. 34 );
Степень коробления принимаем – 6 (табл.10, с.35 );
Степень точности поверхностей – 17 (табл. 11, с. 36 );
Плотность сплава – 7100 кг/м3.
Масса отливки 5 кг.
Размеры отливки отличаются от размеров детали на величину припусков на механическую обработку.
По.[3].назначаем припуски на механическую обработку.
Размер элемента 207 мм (высота)
Допуск размера отливки = 5,6 мм (табл. 1, с.34 );
Размер элемента 110 мм (длинна)
Допуск размера отливки = 5,0 мм (табл. 1, с. 34 );
Допуск формы и расположения элемента отливки 0,64 и 0,8 мм (табл. 2, с.5 );
Общий допуск элемента отливки 2,4 и 3,2 мм (табл. 16);
Вид окончательной механической обработки чистовая
Ряд припусков на обработку отливки 9 (табл. 14);
Общий припуск на сторону 3,6 и 5,4 мм [4].
Значение формовочного уклона формообразующей поверхности модельного комплекта для песчано-глинистых смесей для высоты h= 30 мм- 50´ или 0,6 мм (табл. 1).
Для получения данной отливки потребовался земляной болван.
Уклоны на знаковых поверхностях соответствуют 50´ или 0,6 мм
Данная деталь будет выполняться из чугуна СЧ20. В твердом состоянии у чугуна происходит сначала предусадочное расширение и только после этого начинается усадка. Величина усадки в чугуне СЧ20 приблизительно равна 0,8-1,2 %.
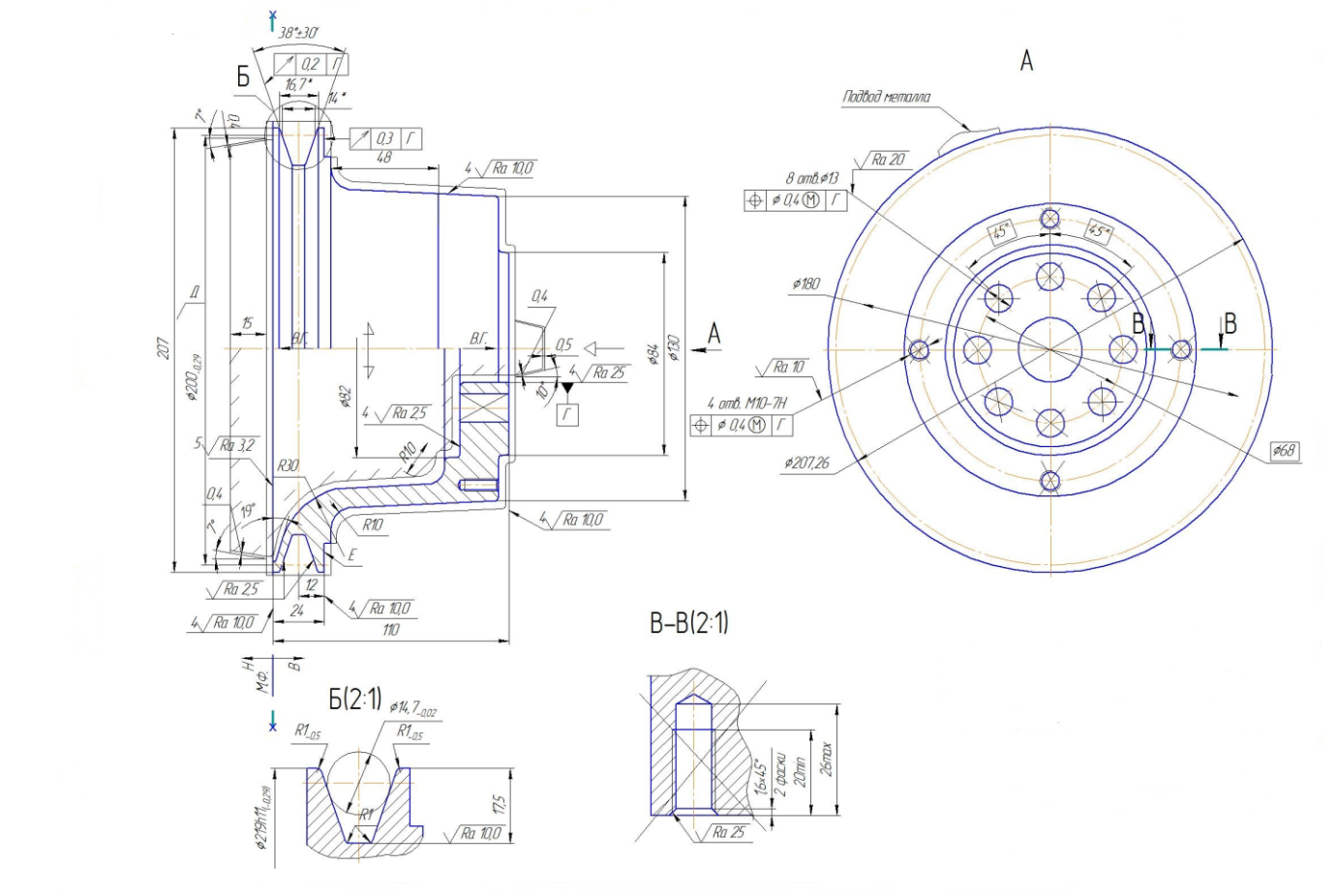
Рисунок 1-Эскиз детали с нанесённой технологией
|
из
5.00
|
Обсуждение в статье: Литейно-модельные указания. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы