 |
Главная |


Цилиндрические зубчатые передачи
|
из
5.00
|
1.4.1. Цилиндрической зубчатой передачей называется передача с параллельными осями. Они бывают с прямым зубом (рис. 6, а), косым зубом,  (рис. 6, б), и шевронные,
(рис. 6, б), и шевронные,  (рис. 6, в) (β – угол наклона зуба). Рекомендуется максимальные передаточные числа
(рис. 6, в) (β – угол наклона зуба). Рекомендуется максимальные передаточные числа  в одной ступени не превышать, так как в противном случае габаритные размеры механизмов увеличиваются но сравнению с двухступенчатой передачей с тем же передаточным числом.
в одной ступени не превышать, так как в противном случае габаритные размеры механизмов увеличиваются но сравнению с двухступенчатой передачей с тем же передаточным числом.
Преимущества передач с шевронным и косым зубом по сравнению с прямым: бо́льшая прочность зуба на изгиб (бо́льшая нагрузочная способность); большая плавность зацепления и малый шум, а также меньшие динамические нагрузки.

Рис. 6
Недостатки•, наличие осевой силы у косозубых передач; большая сложность изготовления.
Косозубые передачи применяют при окружных скоростях  м/с; шевронные передачи – преимущественно в тяжело нагруженных передачах.
м/с; шевронные передачи – преимущественно в тяжело нагруженных передачах.
1.4.2. Кинематика и геометрия цилиндрические зубчатых колес. Передаточное отношение  , где
, где  – угловая частота вращения i-го вала.
– угловая частота вращения i-го вала.
Для наружного зацепления (см. рис. 6, а – вращение колес в разные стороны) i берется со знаком "–", для внутреннего (см. рис. 6, б – вращение в одну сторону) со знаком "+". Из кинематического условия – равенства скоростей в месте контакта зубьев колес,  , получаем
, получаем  ,
,
или
 (4.3)
(4.3)
где  – частота вращения i-ro колеса;
– частота вращения i-ro колеса;  – делительный диаметр зубчатого колеса.
– делительный диаметр зубчатого колеса.
Принимая  (
(  – количество зубьев г-го колеса) и учитывая соотношение (4.3), получаем
– количество зубьев г-го колеса) и учитывая соотношение (4.3), получаем
 (4.4)
(4.4)
где  – передаточное число (всегда величина положительная). Принято меньшее из зубчатых колес в паре называть шестерней и обозначать "ш" или "1", а большее – колесом ("к" или "2"),
– передаточное число (всегда величина положительная). Принято меньшее из зубчатых колес в паре называть шестерней и обозначать "ш" или "1", а большее – колесом ("к" или "2"),
Различают понижающие передачи (рис. 7, а), которые понижают частоту вращения и используются в редукторах;
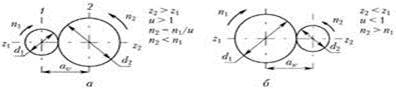
Рис. 7
повышающие передачи (рис. 7, б), которые повышают частоту вращения и используются в мультипликаторах.
1.4.3. Автоматизированный контроль параметров резьбы
В себестоимости нефти, добываемой российскими нефтяными компаниями до 35-40% составляют затраты на поддержание парка насосно-компрессорных труб и муфт для них. Известно, что более 50% аварий трубных подвесок происходит по вине резьбовых соединений.
Принципиально новая технология ремонта и контроля, бывших в эксплуатации, а также новых НКТ и муфт для них, направлена на общее повышение ресурса и перевод ремонта из затратной в доходную составляющую нефтяной компании. Такая технология имеет одну из основных особенностей — автоматизированный контроль геометрических параметров резьбы на 75-80% ее поверхности. Контроль осуществляется специальными устройствами, входящими в состав либо автоматизированного цеха, либо участка и реализующими функции малолюдной технологии.
При этом применение автоматизированных устройств контроля гарантирует:
· высокую надежность, как самого процесса контроля, так и характеристик, оцениваемых на базе объективных критериев отбраковки;
· высокую производительность всего комплекса подготовки муфт и труб, обеспечиваемую автоматизацией всех операций по технологической схеме;
· повышение герметичности резьбовых соединений, что обеспечивает снижение уровня потерь по текущей добычи нефти;
· возможность автоматизированного документооборота по всем операциям и прогнозирование сроков проведения профилактических и ремонтных работ на скважинах, оборудованных подвесками из муфт и труб, прошедших цикл контрольных операций;
· ежегодное сокращение объемов закупок муфт и труб на 30-40% по сравнению с традиционной технологией.
Необходимость автоматизированного контроля резьбовых параметров НКТ и муфт по сравнению с технологией ручного контроля связана со следующим:
· возможностью контроля большого числа геометрических параметров резьбы (6-12) различных типоразмеров изделий на одной измерительной позиции без изменения условий базирования;
· возможностью использования единственной измерительной головки вместо 6-12 специализированных ручных измерительных приборов;
· высокой достоверностью и повторяемостью результатов по сравнению с ручными методами;
· высокой производительностью контроля (не более 1,5 мин. на 1 изделие);
· возможностью документирования и архивирования полученных данных с выдачей паспорта на резьбу;
· высокой окупаемостью устройства за счет непрерывной работы в 1,5-2 смены (окупаемость составляет 2-3 года);
· гибкостью встраивания в технологический процесс за счет использования как ручной, так и автоматизированной загрузки изделий на измерительную позицию;
· возможностью асинхронного (компьютерного) анализа результатов контроля параметров резьбы с целью разбраковки по группам и подбора оптимальных пар муфта — труба.
|
из
5.00
|
Обсуждение в статье: Цилиндрические зубчатые передачи |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы