 |
Главная |


Служебное назначение и техническая характеристика детали
|
из
5.00
|
ВВЕДЕНИЕ
Жизнь современного человека немыслима без машин, оказывающих ему помощь в труде, способствующих удовлетворению его материальных и духовных запросов. Машина служит средством, с помощью которого выполняется тот или иной технологический процесс, результатом которого является полученная для человека продукция.
Общество постоянно испытывает потребности либо в новых видах продукции, либо в сокращении затрат труда при производстве уже освоенной продукции. В обоих случаях эти потребности могут быть удовлетворены только с помощью новых технологических процессов и новых машин, необходимых для их выполнения. Любой технологический процесс является отражением уровня научного и технического развития человеческого общества.
Машина может быть полезна лишь в том случае, если она обладает надлежащим качеством. Некачественные машины не только не приносят пользы, но и наносят ущерб, так как вложенный в них труд оказывается затраченным напрасно. А ресурсы труда в жизни человеческого общества представляют собой наивысшую ценность. Поэтому человек всегда стремится к экономии труда в любом деле.
Процесс создания машины от формулировки ее служебного назначения до получения в готовом виде подразделяют на два этапа: проектирование и изготовление. Первый этап завершается разработкой конструкции машины (изделия) и предоставлением ее в чертежах, второй - реализацией конструкции производственного процесса. Построение и осуществление второго этапа составляет основную задачу технологии машиностроения.
В настоящей работе рассмотрены технологические, организационные и частично социальные вопросы, связанные с производством деталей гидроподъемных устройств, используемых при профилактических и ремонтных работах, в частности, летательных аппаратов в условиях аэродромов.
Авиационное производство характеризует широкая номенклатура и высокая сложность выпускаемых изделий. Совокупность этих условий значительно снижает уровень эффективности такого типа производства по сравнению с производствами, имеющими большую серийность, меньшую номенклатуру и сложность изделий. Мировой опыт показывает, что одним из возможных и наиболее эффективных способов увеличения эффективности многономенклатурного сложного производства, является использование оборудования с ЧПУ и в особенности группы обрабатывающих центров.
Это обосновано факторами, приводящими к сужению и удалению границ между типами производств от единичного до массового и увеличению эффективности производства.
Разработка технологического процесса
Служебное назначение и техническая характеристика детали
Кронштейн по своим конструктивным признакам относится к классу сложнопрофильных деталей. Кронштейн представляет собой корпусное Т-образное тело малых габаритов с тремя отверстиями Ø14 мм, выемками для облегчения массы детали, пазами шириной 14,6 и 36 мм для размещения элементов других деталей в сборке, тремя отверстиями Ø1,5 мм для контровки гаек в сборке. Форма детали образована сочетанием простых поверхностей (плоских, цилиндрических) и сложных поверхностей (контур детали, выемки, сопряжения).
Кронштейн 74.01.4201.749 устанавливается на раме 74.01.4201.700 и служит для крепления тяги привода створок передней опоры шасси.
Рабочая среда – атмосфера, рабочее давление - атмосферное, tº=60…+60ºC.Деталь подвержена вибрационным нагрузкам.
Сопряжения поверхностей детали необходимы для предотвращения образования усталостных трещин, так как деталь работает в условиях знакопеременных нагрузок.
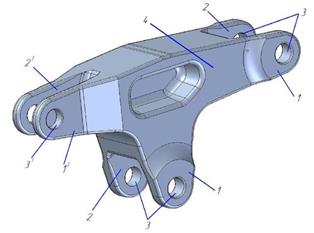
Кронштейн устанавливается в раму по поверхностям 1' (27h12 мм), 2' (14,6Н9 мм), 3' (Ø14H8 мм) (рисунок 2). Эти поверхности являются основными конструкторскими базами. Также конструкторскими базами являются поверхности 1 (56h12 мм), 2 (36H9 мм), 3 (Ø14H8 мм). По ним происходит соединение кронштейна с тягами в сборке. К этим поверхностям предъявляются повышенные требования как по точности выполнения размеров и точности взаимного расположения (неперпендикулярность поверхностей 3 и 3' относительно поверхностей 1 и 1' не более 0,05), так и качеству поверхности (Ra1,6 для поверхностей 1, 2, 3, 1', 2', 3'). В то же время эти поверхности просты и достаточно протяженны. Это позволяет использовать их в качестве технологических баз на завершающей стадии обработки.
Рабочими поверхностями изделия являются внешние и внутренние плоские поверхности 1, 1', 2, 2' и внутренние цилиндрические поверхности 3, 3' .
Неуказанные предельные отклонения допусков: отверстий Н14, валов h14, остальные ±  .
.
Материалом детали является – конструкционная легированная сталь 30ХГСА ГОСТ 4543-71. Сталь 30ХГСА используется при изготовлении различных улучшаемых деталей: валов, осей, зубчатых колес, фланцев, корпусов обшивки, лопаток компрессорных машин, работающих при температуре до 200° С, рычагов, толкателей, ответственных сварных конструкций, работающих при знакопеременных нагрузках, крепежных деталей, работающих при низких температурах.
Химический состав в % материала 30ХГСА
| C | Si | Mn | Ni | S | P | Cr | Cu |
| 0,28 – 0,34 | 0,9 – 1,2 | 0,8 – 1,1 | до 0,3 | до 0.025 | до 0.025 | 0,8 – 1,1 | до 0,3 |
Коэффициент обрабатываемости материала по отношению к Ст.45 составляет 0,85, что говорит о хорошей обрабатываемости резанием.
Рекомендуемые виды термообработки для стали 30ХГСА:
· Закалка 860-880 °С, масло. Отпуск 200-250 °С, воздух;
· Закалка 880 °С, масло Отпуск 540 °С, вода или масло;
В нашем случае применяется 2-й вариант. Данный вид термообработки используется для снятия внутренних напряжений и для обеспечения требуемого качества поверхностного слоя. Термообработка осуществляется после заготовительной операции, так как материал с такой твердостью хорошо обрабатывается режущим инструментом. Проведение же термообработки после чернового этапа приведёт к короблению детали и необходимости введения дополнительной операции по восстановлению баз. Также предварительную термическую обработку проводят для предотвращения перерезания волокон материала при использовании поковки в качестве заготовки.
Требуемое покрытие – оксидная плёнка для защиты от коррозии.
Термообработка проводится по технологии цеха №003.
Механические свойства в зависимости от термообработки
| Термообработка | sT, МПа | sв, МПа | d5, % | y, % | HRC э |
| Закалка 860-880 °С, масло. Отпуск 200-250 °С, воздух. | 1270 | 1470 | 7 | 40 | 43-51 |
| Закалка 880 °С, масло Отпуск 540 °С, вода или масло. | 830 | 1080 | 10 | 45 | 36-41 |
|
из
5.00
|
Обсуждение в статье: Служебное назначение и техническая характеристика детали |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы