 |
Главная |


ПРОИЗВОДИТЕЛЬНОСТЬ ПРОЦЕССА СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
|
из
5.00
|
Одним из основных показателей, характеризующих эффективность любого способа обработки, является его производительность. При струйной ГАО производительность определяется временем, необходимым для удаления припуска заданной величины с обрабатываемой поверхности, или временем, в течение которого достигается требуемое состояние поверхностного слоя. Для количественной оценки производительности струйной ГАО служит величина массового съема материала в единицу времени.
Известно, что на производительность струйной ГАО основное влияние оказывают такие параметры, как время обработки, размер абразивных частиц, концентрация абразивных частиц в суспензии, давление эжектирующего воздуха, угол атаки частиц, длина струи, марка абразивного материала.
Абразивные частицы при столкновении с обрабатываемой поверхностью внедряются в нес и проходят некоторое расстояние, вызывая разрушение материала. В соответствующей литературе при объяснении износа поверхностей абразивными частицами в зависимости от физико-механических свойств абразивного и обрабатываемого материалов, формы абразивных частиц, отношения глубины их внедрения к радиусу скругления вершин зерен, усилия разрушении и т. п. выделяются три вида износа материала :
1) упругое внедрение: в этом случае h/r<0,01 (где h — глубина внедрения мм, r- радиус скругления вершин зерен мм) и разрушение материала происходит в результате фрикционно-контактной усталости, близкой но природе к обычной усталости материалов;
2) полидеформационное разрушение (пластический контакт): h / r = =0,01...0,5;
3) микрорезание (хрупкое и вязкое разрушение): этот вид разрушения наблюдается при больших углах резания и отношениях h/r >0,5. Так как абразивные частицы имеют неправильную форму и в момент удара могут быть как угодно ориентированы в пространстве, деформационные процессы, происходящие в зоне контакта, не будут постоянными даже при постоянстве таких параметров, как угол атаки, скорость и масса абразивных частиц.
Обычно макрорельеф абразивной частицы представляет собой совокупность выступов (вершин) и впадин, причем радиус скругления вершин и угол при вершинах зависят от размеров частицы. Исследования отпечатков, оставленных на поверхности частицами, показали, что при малых скоростях движения частиц деформирование материала производится в основном вершинами зерен. С увеличением скорости движения размеры лунок определяются характерным размером (диаметром) частицы.
Движение частицы по поверхности сопровождается изменением условного переднего угла от 90  (начало внедрения) до 0 (внедрение на глубину, равную радиусу), причем этот угол отрицателен. Так как деформирующая часть абразивной частицы является сферической поверхностью, то можно считать, что в момент удара условные передний и задний углы, а также угол резания не будут зависеть от угла наклона оси симметрии частицы относительно поверхности.
(начало внедрения) до 0 (внедрение на глубину, равную радиусу), причем этот угол отрицателен. Так как деформирующая часть абразивной частицы является сферической поверхностью, то можно считать, что в момент удара условные передний и задний углы, а также угол резания не будут зависеть от угла наклона оси симметрии частицы относительно поверхности.
Внедрение абразивной частицы в обрабатываемую поверхность под острым углом сопровождается возникновением крутящего момента вокруг центра тяжести частицы. При этом энергия вращения частицы при ударе составляет менее 1 % энергии ее поступательного движении. Поэтому при расчетах энергии, потерянной частицей при ударе, ее вращением можно пренебречь.
При внедрении частицы происходит в общем случае упруго-пластическое деформирование обрабатываемой поверхности, причем общая глубина внедрения будет равна сумме упругой и пластической составляющих деформаций. На начальном этапе внедрения происходит упругое деформирование. Очаг пластической деформации зарождается при достижении максимальными напряжениями в центре площадки контакта (согласно теории Герца) критического значения. Расчеты показывают, что для большинства металлов и сплавов, применяемых в авиадвигателестроении, величина упругого внедрения на несколько порядков меньше радиуса скругления вершин абразивной частицы. Поэтому, пренебрегая упругой деформацией, можно считать, что обрабатываемая поверхность представляет собой пластическое полупространство. Для анализа взаимодействия абразивной частицы с поверхностью примем следующие допущения:
1 ) абразивная частица считается абсолютно жесткой; в момент удара частица не разрушается;
2) частица представляет собой шар с радиусом R;
3) масса обрабатываемой заготовки по сравнению с массой частицы бесконечно велика; волновыми процессами при ударе пренебрегаем;
4) учитываем только скольжение частицы но поверхности; вращением и возможным перекатыванием частицы при ударе пренебрегаем;
5) обрабатываемая поверхность представляет собой пластическое полупространство.
Косой удар жесткой абразивной частицы по пластическому полупространству описывается системой уравнений:
где m1- масса частицы; h - глубина внедрения мм;τ—время с; N — нормальное усилие Н; F касательное усилие Н.
Контактное взаимодействие и относительное движение соударяющихся тел в значительной степени определяются характером их поверхностей. Интегральной оценкой затрат энергии, связанных с касательиым перемещением частицы, может быть коэффициент трения. Считая, что касательное усилие обусловлено только трением ( F = f ( N )) и силы трения не влияют на распределения давления на площади контакта, систему (3.1) можно записать в виде
В начальный момент времени

Тогда

откуда дли траектории движения частицы получим

где Со- скорость частицы в начальный момент удара; а — угол атаки рад.
Для определения массового съема материала воспользуемся правилом: при установившемся гидроабразивном износе отношение среднего объема (массы) удаленного при ударе одиночной частицы материала к среднему объему (массе) пластически выдавленного материала (ΔVд) есть величина постоянная
Коэффициент к, характеризующий связь между деформацией и износом, не зависит от времени обработки, скорости абразивных частиц и их концентрации в суспензии, а определяется только пластическими свойствами обрабатываемого материала и условиями деформирования (размерами абразивных частиц). Соотношение (3.3) получено при исследовании гидроабразивного износа частицами, внедряющимися в поверхность под углом 90°. Характер деформационных повреждений поверхности при косом ударе абразивной частицы зависит от ее угла атаки, поэтому коэффициент к будет являться функцией a и R . Выражение (3.3) запишем в виде

где Kα , R функция угла атаки и радиуса частицы.
Средний объем пластически выдавленного материала можно определить, если предположить, что он равен объему лунки, образовавшейся на обрабатываемой поверхности в результате удара абразивной частицы. Для определения объема лунки рассмотрим взаимодействие абразивной частицы с поверхностью. В общем случае удар абразивной частицы может быть разделен на два этапа: этап внедрения и этап вытеснения. Этап внедрения начинается в момент касания частицы с поверхностью и заканчивается, когда нормальная составляющая скорости частицы становится рамной нулю (dh/dτ = 0).
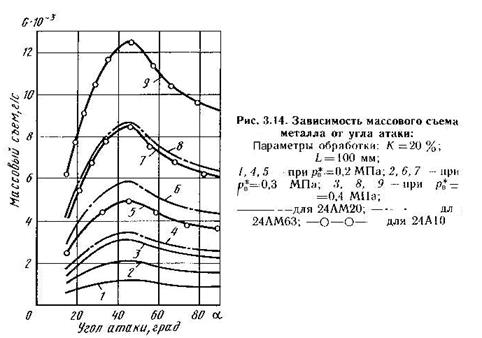
При струйной ГАО различных материалов характер зависимостей массового съема от технологических параметров не изменяется. Это позволяет значительно сократить объем экспериментальных исследований, используя для для определения массового съема металла зависимости, полученные для какого-либо конкретного материала. Для исследования группы титановых и жаропрочных сплавов может быть использована формула:

Где G-массовый съем для требуемого материала, мм, Km-коэффициент массового съема, зависящий от марки обрабатываемого материала Gt-массовый съем металла при обработке титановых сплавов, мм.
Зависимость массового съема металла от угла атаки носит переменный характер (см. рис. 3.14). С увеличением α от 15 до 45º съем металла возрастает, достигая максимума при а = 45", затем наблюдается снижение съема, а в диапазоне 75—90 º массовый съем изменяется не более, чем на 5...7 %. Такая зависимость сохраняется при работе с абразивными материалами разной зернистости. При увеличении угла атаки от 40 до 50° съем металла изменяется на 5...10% (при ра — 0,4 МПа). Уменьшение размеров абразивных частиц и давления воздуха на входе и активное сопло приводит к некоторому расширению зоны максимального съема (до 35-55°), что имеет существенное значение при обработке криволинейных поверхностей.
|
из
5.00
|
Обсуждение в статье: ПРОИЗВОДИТЕЛЬНОСТЬ ПРОЦЕССА СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы