 |
Главная |


Ознакомление с универсальной оснасткой и режущими инструментами, используемыми при обработке заготовок на сверлильных станках. Ознакомление с методами настройки оборудования
|
из
5.00
|
Технологическая оснастка и специальные приспособления для сверлильных станков предназначены для выполнения сверлильных операций с высокой производительностью, а также для расширения технологических возможностей сверлильных станков для возможности выполнения расточных, резьбонарезных и других работ, для производства которых необходимы другие типы металлообрабатывающего оборудования. Оснастку и приспособления к сверлильным станкам удобно разделить на две категории: первая, непосредственно режущий инструмент и оснастка, предназначенная для его крепления и расширения возможностей, вторая, приспособления для фиксирования и позиционирования в различных положениях заготовок или деталей. К первой категории относятся переходные конические втулки, сверлильные патроны, реверсивные патроны для нарезания резьбы, различные оправки и цанговые патроны, расточные головки и т.д. Ко второй категории относятся тиски различных размеров и разными возможностями поворота в одной или нескольких плоскостях, делительные столы и головки при необходимости сверления и обработки отверстий через угловые расстояния.

Рис. 4
Высокоточные тиски (Рис. 4), предназначенные как для зажима деталей при чистовой обработке на металлообрабатывающих станках, так и при проведении разнообразных измерений. Несколько модификаций с выбором необходимых параметров.

Рис. 5
Станочные поворотные (в горизонтальной плоскости) тиски (Рис. 5) для надёжного зажима заготовок и деталей на различных металлообрабатывающих станках. Модели тисков с различными размерами губок и шириной их разведения, весом и габаритами.

Рис. 6
Тиски (Рис. 6) изготовлены из высококачественного чугуна и предназначены для различных металлообрабатывающих работ требующих надёжного закрепления детали как при одновременном повороте в вертикальной (до 90°) и горизонтальной (360°) плоскостях, так и по каждой оси отдельно.

Рис. 7
Расточная головка (Рис. 7) предназначена для эксплуатации на расточных, фрезерных, сверлильно-фрезерных, расточных и других станках, в том числе и на станках с ЧПУ. Конструкция расточной головки позволяет выполнять торцевание, прямое или ступенчатое растачивание и точение поверхностей, а также проточку канавок.

Рис. 8
Надёжные и простые в обращении патроны (Рис. 8) для нарезания резьбы метчиком преимущественно на станках сверлильной группы. Исполняются в различной конфигурации по посадочному конусу Морзе и по диапазону возможно нарезаемой резьбы от М2 до М20.

Рис. 9
Универсальные делительные головки (Рис.9) предназначены для выполнения работ связанных с поворотом детали на заданный угол. Возможно использование на различных типах оборудования при зубофрезерных, сверлильных, разметочных, фрезерных и других операциях.
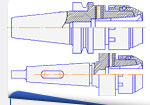
Рис. 10
Цанговые патроны (Рис. 10) с оригинальной конструкцией способа зажима и дополнительной фиксацией. Предназначены для зажима цилиндрического хвостовика инструмента с применением переходных втулок-цанг с внутренним диаметром от 5 до 32 мм, и 40 мм. Возможно использование в тяжёлых условиях обработки.

Рис.11
Цанговые патроны (Рис.11) для свёрл, фрез, оправок и другого инструмента с цилиндрическим хвостовиком диаметром от 3,6 до 12 мм. С возможностью выполнять различные операции на различных станках в труднодоступных местах.

Рис.12
Сверла с коническими хвостовиками устанавливают непосредственно в конусное отверстие, а если размеры конусов не совпадают, то используют переходные втулки. Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны (рис. 12), которые устанавливаются в пиноли задней бабки. Сверло закрепляется кулачками 6, которые могут сводиться и разводиться, перемещаясь в пазах корпуса 2. На концах кулачков выполнены рейки, которые находятся в зацеплении с резьбой на внутренней поверхности кольца 4. От ключа 5, через коническую передачу приводится во вращение втулка 3 с кольцом 4, по резьбе которого кулачки 6 перемещаются вверх или вниз и одновременно в радиальном направлении. Для установки патроны снабжаются коническими хвостовиками 1.

Рис. 13. Твердосплавные сверла: а - цельные; б - с напайными пластинами; в - с коронками; 2-е механическим креплением СМП.
Более широкое распространение твердосплавные сверла (Рис. 13) получили при сверлении чугунов, цветных металлов и неметаллических материалов (мрамор, кирпич, пластмассы и т.п.). При сверлении сталей часто наблюдается выкрашивание режущих кромок, особенно в виде разрушения поперечной режущей кромки.
Повышение жесткости сверл, использование внутреннего напорного охлаждения и другие усовершенствования позволяют получать хорошие результаты при сверлении труднообрабатываемых сталей и сплавов, т.е. там, где быстрорежущие сверла имеют очень низкую стойкость.
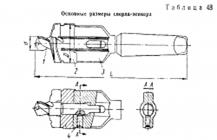
Рис. 14
Сверло-зенкер (Рис. 14). Инструмент предназначен для одновременного сверления и зенкерования отверстий в сплошном материале глубиной не более двух диаметров. Он состоит из короткого сверла, имеющего цилиндрический хвостовик с лапкой н пазом для стопорного винта 4, двузубого зенкера 2 с канавками для дробления стружки, насаженного на сверло, и своим замком зенкер входит в замок оправки в. Сверло-зенкер изготовляется московским заводом «Фрезер» из сталей Р18 и Р9. Зенкеры изготовляются двух видов: для обработки цилиндрических отверстий и для обработки ступенчатых, фасонных и комбинированных отверстий.

Рис. 15
Зенковки (Рис. 15). Получение конических, цилиндрических и плоских поверхностей, прилегающих к основному отверстию и расположенных концентрично с ним, осуществляется инструментами, называемыми зенковками.
Для обработки отверстий под конические головки винтов и заклепок, а также для центрования деталей применяют конические зенковки. Наибольшее распространение получили конические зенковки с углом конуса при вершине 30, 60, 90 и 120° (рис, 15, а). Для обработки отверстий под цилиндрические головки и шейки, а также для подрезания торцов, плоскостей бобышек, выборки уступов и углов применяют цилиндрические зенковки с торцовыми зубьями (рис. 15, б). Иногда зенковки с торцовыми зубьями называют цековками (рис. 15, в).
| |

Рис. 16
Развертки изготовляются цилиндрические, ступенчатые и конические. Ручная цилиндрическая развертка (рис. 16) состоит из рабочей части, шейки и хвостовика; рабочая часть, в свою очередь, состоит из заборной (режущей) части, калибрующей части и заднего конуса. Канавки между зубьями развертки образуют режущие кромки; канавки предназначены для размещения стружки. Для повышения качества поверхности при ручной обработке зубья разверток располагаются по окружности с неравномерным шагом. Машинные развертки изготовляются с равномерным шагом, причем число зубьев у них должно быть четным. Рабочая часть этих разверток в отличие от ручных более короткая. Машинные развертки чаще всего делаются насадными и регулируемыми.
http://instrumentalchik.ru/uploads/posts/2010-03/1267728620_document-57.pnghttp://instrumentalchik.ru/uploads/posts/2010-03/1267728621_document-58.pnghttp://instrumentalchik.ru/uploads/posts/2010-03/1267728654_document-59.pnghttp://instrumentalchik.ru/uploads/posts/2010-03/1267728610_document-60.png3. Ознакомление с измерительными инструментами, используемыми при контроле точности размеров и формы поверхностей обрабатываемых заготовок на сверлильных станках. Изучение методов обеспечения заданной точности
Штангенинструмент. Обобщенное название средств измерения и разметки внешних и внутренних размеров. Штангенинструмент представляет собой две измерительные поверхности, между которыми устанавливается размер, одна из которых составляет единое целое с линейкой (штангой), а другая соединена с двигающейся по линейке рамкой. На линейке находится через 1 мм деления, на рамке устанавливается или гравируется нониус.

Рис. 17. Штангенциркуль. 1 - губки для внутренних измерений, 2 - рамка, 3 - зажим рамки, 4 - штанга, 5 - линейка глубиномера, 6 - шкала штанги, 7 - нониус, 8 - губки для наружных измерений.
|
из
5.00
|

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы