 |
Главная |


Характеристика материалов. Выбор режимов влажно-тепловой обработки и дублирования деталей
|
из
5.00
|
СОДЕРЖАНИЕ
ВВЕДЕНИЕ…………………………………………………………………....3
1. Выбор рациональных способов технологии и технологических режимов производства швейных изделий………………………………………....4
1.1 Выбор объекта для проектирования процесса…………………….……4
1.2 Характеристика материалов. Выбор режимов влажно-тепловой обработки и дублирования деталей…………………………………………….......6
1.3. Выбор степени готовности изделия к примерке и общей схемы сборки изделия……………………………………………………………………...10
1.4. Выбор методов обработки, характеристика оборудования и составление технологической последовательности операций……………..........13
2. Проектирование технологического процесса……………………….......23
2.1. Предварительный расчет технологического процесса………….........23
2.2. Согласование времени операций и составление технологической схемы разделения труда……………………………………………………………26
2.2.1. Выбор рациональной мощности и организационно-технологической структуры процесса………………………………………………………………...20
2.2.2. Формирование организационных операций и составление технологической схемы процесса………………………………………………....27
2.3. Анализ согласования времени операций и технологической схемы процесса……………………………………………………………………………..73
2.4. Технико-экономические показатели проектируемого процесса…….81
2.5. Планировка рабочих мест, оборудования и агрегатов в швейном цехе………………………………………………………………………………….39
СПИСОК РЕКОМЕНДУЕМЫХ ИСТОЧНИКОВ………………………....84
ПРИЛОЖЕНИЕ ...…………………………………………………………...86
ВВЕДЕНИЕ
Составление технологического процесса является неотъемлемой частью на швейном предприятии. Неверное его составление может привести к непоправимым последствиям в дальнейшем проектировании изделия.
Главной задачей современного предприятия является в удовлетворении своего клиента. Каждое проектируемое изделие должно пройти строгую проверку и только после этого попасть в руки заказчика. Данная одежда должна соответствовать не только техническим условиям, но и направлению моды, актуальностью, своей индивидуальностью и личными желаниями клиента.
Технологический процесс особо должен быть точным до мельчайших подробностей на массовом предприятии. Именно он занимает решающую роль в проектировании одежды. Так создаются более целесообразные неделимые операции, которые ни в коем случае не нарушают технические условия, а позволяют быстрее создать изделие и дойти до своего заказчика или поступить на свободную продажу.
Целью данной курсовой работы является разработка технологической документации для изготовления женского жакета в ателье высшего разряда.
Выбор рациональных способов технологии и технологических режимов производства швейных изделий
Выбор объекта для проектирования процесса
Исходными данными для проектирования технологического процесса швейного цеха является технологическая последовательность, составленная на женского жакете в ателье высшего разряда. Для того чтобы написать последовательность, необходимо выбрать модель проектируемую в курсовом проекте.
При выборе женского жакета должны быть учтены особенности типов предприятий по категориям и видам услуг. Для проектирования модели высшего разряда должны обладать оригинальностью, более высоким художественным оформлением.
Техническое описание модели.
Женский жакет прилегающего силуэта, для средней и старшей возрастной группы, с потайной центральной бортовой застежкой на 2 обметанные петли 2 пуговицы.
На полочке есть выточки от линии груди до низа изделия. Карман «листочка» с втачными концами располагается на левой стороне полочки.
Воротник – лацкан.
Рукава жакета втачные, двухшовные, с манжетами.
Спинка жакета имеет средний шов и настрочные рельефы от проймы до низа изделия.
Жакет выполнен на подкладке.
Рекомендуемые размеры: 168 – 92.
Эскиз модели представлен на рисунке 1
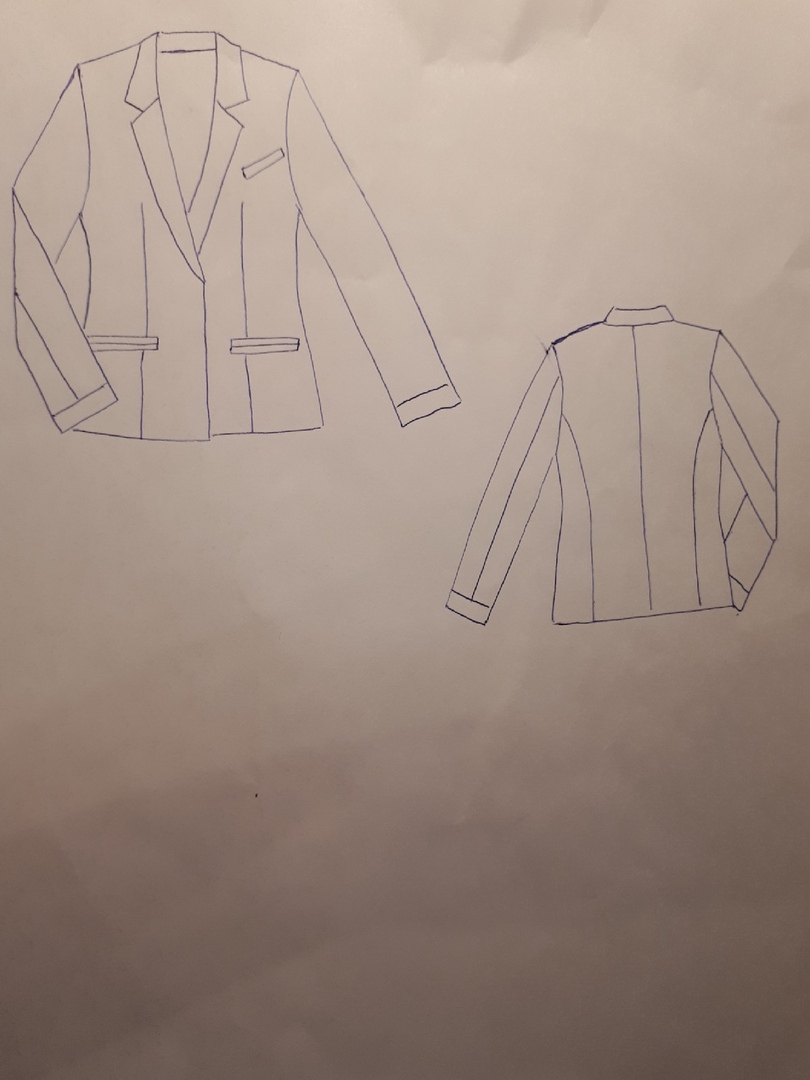
Рис. 1
Характеристика материалов. Выбор режимов влажно-тепловой обработки и дублирования деталей
При проектировании технологического процесса выбраны методы обработки, чтобы предусмотреть соответствующее оборудование для оснащения процесса. С этой целью выбрана модель, подобрано 3 пакета материалов, актуальных на данный период и пригодных для данного вида одежды. Так же подобраны скрепляющие материалы, которые выбираются в соответствии с назначением и основными материалами, даются рекомендации по подбору игл, технические требования к машинным строчкам.
Подкладочные, прокладочные и прикладные материалы подобраны в пакет с учетом свойств материала верха. В процессе подбора материалов в пакет должна быть обеспечена взаимосвязь между свойствами каждого из слоев и формоустойчивость пакета в целом. Выбранные прокладочные материалы соответствуют функциям, выполняемым ими в пакете изделия. В одном пакете могут быть использованы несколько видов прокладочных материалов неклеевых и термоклеевых.
Структурные характеристики материалов по пакетам представляются в таблице 1.
Особое внимание следует обратить на соответствие материалов пакета по основным характеристикам. Также необходимо охарактеризовать конструкторско-технологические свойства материалов.
Режимы влажно-тепловой обработки указаны для материала верха и подкладки применительно к использованию пресса и утюга. Рекомендуемые режимы влажно-тепловой обработки для материалов пакета изделия приводятся в таблице 2.
Таблица 2 – Режимы влажно-тепловой обработки материалов
| Материалы, входящие в пакет изделия | Температура прессования, С° | Усилие прессо-вания кПа | Масса утюга кг | Время обработки, с | Увлажне-ние, % к массе материала | ||
| пресса | утюга | на прессе | утюгом | ||||
| Ткань костюмная арт. 23461 «С» | 140 | 150 | 40-120 | 4-5 | 10-15 | 40-60 | 20 |
| Ткань костюмная арт. 23450 «С» | 140 | 150 | 40-120 | 4-5 | 10-15 | 40-60 | 20 |
| Ткань костюмная арт. 4352 | 140 | 150 | 40-120 | 4-5 | 10-15 | 40-60 | 20 |
| Подкладочный материал арт. 32558 | - | 130 | - | 4-5 | - | 10-20 | 15-20 |
| Подкладочный материал арт. 32597 | - | 130 | - | 4-5 | - | 10-20 | 15-20 |
| Подкладочный материал арт. 32612 | - | 130 | - | 4-5 | - | 10-20 | 15-20 |
В процессе обработки женского жакета использованы клеевые материалы, параметры образования клеевых соединений представлены в таблице 3.
Таблица 3 - Параметры образования клеевых соединений
| Материал | Режим склеивания | ||
| Температура прессующей поверхности, С | Время прессования, с | Давление, МПа | |
| В461 N57 | 127 | 15 | 3,0 плоский пресс |
| 81 020 (90) 1 10 | 120-130 | 10 - 12 | 20-30 |
| 1501/ВА4 | 121-132 | 9-11 | 7-23 |
Таблица 1 -Характеристика материалов пакета, основных видов машинных строчек, швейных ниток и игл
| Материал | Арти кул | Ширина см | Поверх ностная плот ность г/м2 | Линейная плотность пряжи (текс, метричес кий номер) | Плотность, количество нитей на 10 см. по | Волокнистый состав, % | Основные виды машинных строчек | Швейные нитки | № иглы | Коли чество стежков в 1 см. строчки | ||||
| Волокнистый состав | Торго вый номер | |||||||||||||
| осн. | уток | осн. | уток | |||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | |
| 1 пакет материалов | ||||||||||||||
| 1.1. Ткань костюмная | 23461 «С» | 152 | 242 | 22 х 2 | 22 х 2 | 377 | 283 | 44% Шрс (56% ВПэф, ВК) | Стачивающие | Хлопок-лавсан | 25ЛХ | 80 | 3,5 | |
| Временные | Хлопчат. | 60 | 2-4 | 2-3 | ||||||||||
| Петельные | Комплекс. | 30Л | ||||||||||||
| 1.2. Подкладочный материал | 32558 | 110 | 90 | 11,0 (90,9) | 11,0 (75,2) | 556 | 290 | НВис | Стачивающие | Армиров | 35ЛЛ | 4 – 5 | ||
| 1.3. ТПМ основной | В461 N57 | 70 | 3,0 плоский пресс | - | Комплексная полиэфирная нить 100% | Для любыхсовременных тканей верха | 127 | 15 | ||||||
| 2 пакет материалов | ||||||||||||||
| Ткань костюмная | 23450 «С» | 152 | 288 | 22 х 2 | 22 х 2 | 376 | 237 | 45% Шрс (55% ВПэф) | Стачивающие | Хлопок-лавсан | 25ЛХ | 80 | 3,5 | |
| Временные | Хлопчат. | 60 | 2-4 | 2-3 | ||||||||||
| Петельные | Комплекс. | 30Л | ||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | |
| Подкладочный материал | 32597 | 110 | 88 | 11,0 (90,9) | 11,0 (90,9) | 545 | 345 | НВис | Стачивающие | Армиров | 35ЛЛ | 4 – 5 | ||
| ТПМ основной | 81 020 (90) 1 10 | 20 | 20-30 | 90 | 100% ВПэф | - | 120-130 | 10-12 | ||||||
| 3 пакет материалов | ||||||||||||||
| Ткань костюмная | 4352 | 142 | 269 | 72+ 16,6 НВис | 72 (13,9) | 159 | 141 | 32% Шрс | Стачивающие | Хлопок-лавсан | 25ЛХ | 80 | 3,5 | |
| Временные | Хлопчат. | 60 | 2-4 | 2-3 | ||||||||||
| Петельные | Комплекс. | 30Л | ||||||||||||
| Подкладочный материал | 32612 | 110 | 93 | 11,0 (90,9) | 11,0 (90,9) | 556 | 340 | НВис | Стачивающие | Армиров | 35ЛЛ | 4 – 5 | ||
| ТПМ основной | 1501/ВА4 | 60 | 7-23 | 90, 150 | 100% нити синтетические | - | 121-132 | 9-11 | ||||||
|
из
5.00
|
Обсуждение в статье: Характеристика материалов. Выбор режимов влажно-тепловой обработки и дублирования деталей |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы