 |
Главная |


Расчет припусков под механическую обработку
|
из
5.00
|
Назначение припусков ведется согласно ГОСТа 7505-89, рисунка 7.1 и результаты заносятся в сводную таблицу 7.1
Таблица 7.1 - Припуски под механическую обработку
| Номер поверхности | Размер, мм. | Припуск, мм. | Допуск, мм. |
| 1 | Ø 137,5–0,6 | 2´2,5 | +2,4/–1,2 |
| 2 | 6,4–0,15 | 2´2,5 | +1,6/–0,9 |
| 3 | 22–0,084 | 2´2,5 | +1,6/–0,9 |
| 4 | 85–0,54 | 2´2,5 | +1,8/–1,0 |
| 5 | Ø68,1+0,12 | 2´2,5 | +1,0/–1,2 |
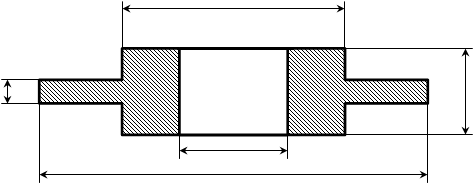
Рис. 7.1
Назначение режимов резания
Методика расчетов режимов резания представлена в справочной и учебной литературе. В процессе разработки операционной технологии необходимо рассчитать режимы резания на один из технологических переходов, а на остальные переходы и операции определить по нормативным данным режимы
Рассмотрим подробно назначение режимов резания для автоматно-токарной операции 005, переход 3, производимой на станке 1К282, зенкерование отверстия.
1. Рассчитываем длину рабочего хода:
LР.Х. = LР. + LДОП. + y,
где LР. – длина резания, мм.; LДОП. – дополнительная величина, хода вызванная особенностями наладки и конфигурации детали, мм.; y – длина подвода, врезания и перебега инструмента.
LР.Х. = 65 + 2 + 5 = 72 мм.
2. Назначаем подачу суппортов на оборот шпинделя SО, мм/об:
SО = 1,1 мм/об.
3. Определяем стойкость инструмента ТР., мин.:
ТР. = λ ´ ТМ.,
где λ – коэффициент резания, λ = LР. /LР.Х. = 65/72 = 0,9; ТМ – табличное значение стойкости инструмента, мин.
Так как λ > 0,7,то ТР. » ТМ = 110 мин.
4. Определяем скорость резания по формуле, м/мин.:
V = VТАБЛ. ´К1´К2´К3,
где VТАБЛ. – табличное значение скорости резания, м/мин., К1, К2, К3 – коэффициенты учитывающие твердость обрабатываемого материала.
5. Определяем частоту вращения шпинделя, об./мин.:
n = (1000V)/(πD),
где D – диаметр обработки, мм.
n = (1000 ´ 21)/(3,14 ´ 54) = 123,8 об./мин.
6. Назначаем частоту вращения по паспорту станка n = 125 об./мин.
7. Скорректируем значение скорости:
V = nπD/1000,
V = (125 ´ 3,14 ´ 54)/1000 = 21,195 ≈ 21,2 м/мин.
8. Определяем минутную подачу, мм/мин:
Sm = SО ´ n = 1,1 ´ 125 = 137, 5 мм/мин.
9. Рассчитываем основное время на обработку, мин.:
ТО = LР.Х. / Sm = 72/137,5 = 0,52 мин.
Остальные режимы резания рассчитываются по приведенной выше методике и сводятся в таблицу 8.1
Таблица 8.1 - Сводная таблица по режимам резания механической обработки
| № оп. | t, мм. | LР. /LР.Х., мм | λ | ТМ/ ТР., мин | SО, мм/об. | nР/ nПР, об./ мин. | VР/VПР, м/мин. | Sm, мм/ мин | ТО, мин. |
| 005.3 | 4,5 | 65/72 | 0,9 | 110 | 1,1 | 123/125 | 21/21,2 | 137,5 | 0,52 |
| 005.4 | 2,2 | 37/65 | 0,57 | 150/86 | 0,6 | 116/125 | 80,1/86,4 | 75 | (0,87) |
| 3 | 24,5/70,5 | 0,35 | 150/50 | 0,6 | 116/125 | 80,1/86,4 | 75 | 0,94 | |
| 005.5 | 1 | 24,5/70,5 | 0,35 | 150/50 | 0,6 | 136/125 | 93,3/86,4 | 75 | 0,94 |
| 005.6 | 0,7 | 37/65 | 0,57 | 150/86 | 0,6 | 113/125 | 78/86,4 | 75 | (0,87) |
| 1 | 24,5/70,5 | 0,35 | 150/50 | 0,6 | 113/125 | 78/86,4 | 75 | 0,94 | |
| 005.7 | 1 | 65/72 | 0,9 | 110 | 0,6 | 560/125 | 98,5/23,9 | 75 | 0,96 |
| 005.8 | 2 | 2/7 | 0,3 | 50/14,3 | 0,6 | 434/125 | 94,2/23,9 | 75 | 0,09 |
| 010 | 8 | 60/1200 | 0,05 | 140 | SZ 0,2 | - | 3 | - | 0,46 |
| 015 | 12,5 | 33/76 | 0,43 | 240 | 2,8 | 80 | 28,9 | 6,4 | 11,9 |
| 1 | 33/42 | 0,79 | 240 | 3,5 | 125 | 45,1 | 12,6 | 3,34 | |
| 020 | 4 | - | - | 300 | SZ 0,18 | 1500 | - | tZ 5,04 | 2,64 |
| 025 | 3 | - | - | 300 | - | 6000 | 41,5 | tZ 2,4 | 2,5 |
| 030 | 0,04 | 33/37 | 0,89 | 120 | St 0,18 | 200 | 39,6 | 120 | 5,6 |
| 035 | 0,04 | 60/64 | 0,94 | 700 дет. | 0,14 | 287/300 | 55/57,5 | 42 | 1,0 |
| 040 | 0,005 | - | - | 15 | 0,005 | 16 | 25 | 0,2 | 0,74´2 |
| 045 | 0,01 | 33/37 | 0,89 | 1300 дет. | 0,17 | 630д. 540х. | 435,2 д. 200 х. | 110 | 0,98 |
Примечание: значение времени в скобка является перекрываемым; подчеркнутое значение времени является лимитирующим
Нормирование технологического процесса механической обработки
Нормы времени определяются на основании рассчитанных режимов резания и согласно литературных источников в следующей последовательности (рассмотрено на примере токарно-автоматной операции 005).
ТШТ. = ТО. + ТВ. + ТОБ. + ТОТ.,
где ТО. – основное время, мин (0,96 мин); ТВ. – вспомогательное время, мин., состоящее из затрат времени на отдельные приемы: ТВ. = ТУС. + ТЗО + ТУП. + ТИЗ., где ТУС. - время на установку и снятие детали, мин. (0,06 мин.); ТЗО – время на закрепление и открепление детали, мин. (перекрываемое); ТУП. – время на приемы управления, мин (0,01 мин.); ТИЗ – время на измерение детали мин.(0,28 мин.), ТОБ. – время на обслуживание рабочего места, мин., ТОБ. = ТТЕХ. + ТОРГ., где ТТЕХ. – время на техническое обслуживание рабочего места, мин. (0,022 мин.), ТОРГ – время на организационное обслуживание рабочего места, мин. (0,031 мин.); ТОТ. – время перерывов на отдых и личные надобности, мин (0,092).
ТВ. = 0,06 + 0,01 + 0,28 = 0,35 мин.,
ТОП. = 0,96 + 0,35 = 1,31 мин.,
ТТЕХ. = ТО. tСМ./ Т = (0,96 ´ 2,5)/110 = 0,022 мин., где tСМ. – время на смену инструментов и подналадку станка, мин., Т – период стойкости при работе одним инструментом или расчетный период стойкости лимитирующего инструмента при много инструментальной обработке, мин.,
ТОРГ = 1,3 % от ТОП. = 0,031 мин.,
ТОТ. = 7 % от ТОП. = 0,092 мин.,
ТШТ. = 0,96 + 0,35 + 0,022 +0,031 + 0,092 = 1,46 мин.
Остальные расчеты норм времени рассчитываются по приведенной выше методике и сводятся в таблицу 9.1
Таблица 9.1 - Сводная таблица технических норм времени по операциям, мин.
| № оп. | ТО. | ТВ. | ТОП. | ТОБ. | ТОТ. | ТШТ. | |||
| ТУС. | ТУП. | ТИЗ. | ТТЕХ. | ТОРГ. | |||||
| 005 | 0,96 | 0,06 | 0,01 | 0,28 | 1,31 | 0,022 | 0,031 | 0,092 | 1,46 |
| 010 | 0,46 | 0,063 | 0,01 | 0,12 | 0,653 | 0,013 | 0,01 | 0,06 | 0,74 |
| 015 | 15,24 | 0,069 | 0,01 | 0,23 | 15,55 | 0,91 | 0,22 | 0,03 | 16,71 |
| 020 | 2,64 | 0,055 | 0,01 | 0,06 | 2,765 | 0,05 | 0,04 | 0,08 | 2,93 |
| 025 | 2,5 | 0,055 | 0,01 | 0,06 | 2,625 | 0/,05 | 0,04 | 0,12 | 2,83 |
| 030 | 5,6 | 0,055 | 0,01 | 0,06 | 5,725 | 0,12 | 0,09 | 0,05 | 5,98 |
| 035 | 1,0 | 0,089 | 0,04 | 0,12 | 1,25 | 0,05 | 0,03 | 0,06 | 1,39 |
| 040 | 1,48 | 0,067 | 0,02 | 0,11 | 1,68 | 0,02 | 0,03 | 0,1 | 1,83 |
| 045 | 0,98 | 0,069 | 0,01 | 0,23 | 1,22 | 0,05 | 0,03 | 0,02 | 1,39 |
|
из
5.00
|
Обсуждение в статье: Расчет припусков под механическую обработку |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы