 |
Главная |


Выбор методов обработки
|
из
5.00
|
Метод обработки поверхности выбирается исходя из требований точности и шероховатости поверхности, указанных на чертеже. Выбор начинают с финишной операции. Методы обработки на остальных операциях выбирают исходя из принципа постепенного повышения точности; если на начальных операциях техпроцесса возможно повышение точности на 3 - 4 квалитета, то на финишных - не более чем на 1 - 2. Экономическая точность обработки на металлорежущих станках, а также размеры и точность обработки некоторых типовых элементов деталей машин приведены в табл.6 - 11.
Таблица 6. Средняя точность и шероховатость обработки наружных поверхностей тел вращения
| Способы обработки | Квалитет | Шероховатость Ra, мкм |
| Обтачивание однократное | 12 | 6,3 |
| Обтачивание предварительное, обтачивание чистовое | 11 - 10 | 3,2 |
| Обтачивание однократное, шлифование однократное | 8 - 10 | 1,6 - 0,8 |
| Обтачивание предварительное, обтачивание чистовое, шлифование однократное | 8 - 6 | 0,8 |
| Обтачивание предварительное, обтачивание чистовое, обтачивание тонкое | 7 - 6 | 0,4 |
| Обтачивание однократное, шлифование предварительное, шлифование чистовое | 7 - 6 | 0,4 |
| Обтачивание предварительное, обтачивание чистовое, шлифование предварительное, шлифование чистовое | 6 | 0,4 |
| Обтачивание предварительное, обтачивание чистовое, шлифование предварительное, шлифование тонкое | 6 - 5 | 0,2 |
| Обтачивание предварительное, обтачивание чистовое, шлифование предварительное, шлифование чистовое, шлифование тонкое | 5 | 0,2 - 0,1 |
Таблица 7. Средняя точность и шероховатость обработки цилиндрических отверстий
| Способы обработки | Квалитет | Шероховатость Ra, мкм |
| В сплошном металле | ||
| Сверление | 12 | 25 - 6,3 |
| Сверление и зенкерование | 11 | 6,3 - 3,2 |
| Сверление и развертывание | 8 - 9 | 3,2 - 1,6 |
| Сверление и протягивание | 8 - 9 | 3,2 - 1,6 |
| Сверление, зенкерование и развертывание | 8 - 9 | 1,6 - 0,8 |
| Сверление и двукратное развертывание | 7 - 8 | 1,6 - 0,4 |
| Сверление, зенкерование и двукратное развертывание | 7 - 8 | 0,8 - 0,4 |
| Сверление, зенкерование и шлифование | 7 - 8 | 0,8 - 0,4 |
| Сверление, протягивание и калибрование | 7 - 8 | 0,8 - 0,4 |
| В заготовках с отверстием | ||
| Рассверливание | 12 | 25 - 6,3 |
| Зенкерование или растачивание | 12 | 6,3 - 3,2 |
| Двукратное зенкерование или двукратное растачивание | 11 | 12,5 - 6,3 |
| Зенкерование или растачивание и развертывание | 8 - 9 | 3,2 - 1,6 |
| Зенкерование и растачивание | 8 - 9 | 6,3 - 3,2 |
| Двукратное зенкерование и развертывание или двукратное растачивание и развертывание | 8 - 9 | 1,6 - 0,8 |
| Зенкерование или растачивание и двукратное развертывание | 7 - 8 | 0,8 - 0,4 |
| Зенкерование или двукратное растачивание и двукратное развертывание или тонкое растачивание | 7 - 8 | 0,8 - 0,2 |
| Зенкерование или двукратное растачивание и хонингование | 7 - 6 | 0,8 - 0,1 |
| Зенкерование и растачивание, тонкое растачивание и хонингование | 6 - 5 | 0,4 - 0,1 |
| Зенкерование и растачивание, тонкое растачивание и двукратное хонингование | 5 - 4 | 0,2 - 0,1 |
| Прогрессивнее протягивание и шлифование | 5 | 0,2 - 0,1 |
Таблица 8. Средняя точность и шероховатость обработки плоских поверхностей
| Способы обработки | Квалитет | Ra, мкм |
| Строгание и фрезерование цилиндрическими и торцовыми фрезами: | ||
| черновое | 14 - 11 | 12,5 - 1,6 |
| получистовое и однократное | 12 - 11 | 3,2 - 1,6 |
| чистовое | 10 | 1,6 - 0,8 |
| тонкое | 9 - 7 | 1,6 - 0,2 |
| Протягивание: | ||
| черновое литых и штампованных поверхностей | 11 - 10 | 3,2 - 0,4 |
| чистовое | 8 - 6 | 1,6 - 0,2 |
| Шлифование: | ||
| однократное | 9 - 8 | 1,6 - 0,2 |
| предварительное | 8 | 1,6 - 0,4 |
| чистовое | 7 | 0,4 - 0,1 |
| тонкое | 6 | 0,2 - 0,05 |
Примечания:
1. Данные относятся к обработке жестких деталей с габаритными размерами не более 100 мм при базировании по чисто обработанной поверхности и использовании ее в качестве измерительной базы.
2. Точность обработки торцовыми фрезами при сопоставимых условиях выше, чем цилиндрическими, на один - два квалитета.
3. Тонкое фрезерование производят только торцовыми фрезами
Таблица 9. Средняя точность обработки зубчатых колес
| Способы обработки | Степень точности | Шероховатость Ra, мкм |
| Фрезерование: | ||
| предварительное | 9 - 10 | 12,5 - 3,2 |
| чистовое дисковой фрезой | 8 - 9 | 6,3 - 1,6 |
| чистовое червячной фрезой | 7 - 8 | 6,3 - 1,6 |
| Долбление чистовое | 6 - 8 | 3,2 - 0,8 |
| Протягивание | 6 - 7 | 3,2 - 0,8 |
| Строгание чистовое | 5 - 7 | 3,2 - 0,8 |
| Шевингование | 6 - 7 | 1,6 - 0,4 |
| Шлифование | 4 - 5 | 0,8 - 0,2 |
Размеры и точность обработки отверстий под нарезание резьбы
Таблица 10. Диаметры и предельные отклонения (мм) отверстий по ГОСТ 19257-73 под нарезание метрической резьбы с крупным шагом
| Номинальный диаметр резьбы | Шаг резьбы
| Диаметр отверстия под нарезание резьбы с полем допуска
| Диаметр сверла для обработки отверстия под резьбу | ||
| 6Н, 7Н | 6Н | 7Н | |||
| Номинальный | Предельные отклонения | ||||
| 3 | 0,5 | 2,50 | +0,10 | +0,14 | 2,50 |
| 4 | 0.7 | 3,30 | +0,12 | +0,16 | 3,30 |
| 5 | 0,8 | 4, 20 | +0,13 | +0,18 | 4, 20 |
| 6 8 | 1 1,25 | 4,95 6,70 | +0, 20 | +0,26 | 5,0 6,7 |
| 10 | 1,5 | 8,43 | +0,22 | +0,30 | 8,5 |
| 12 | 1,75 | 10, 20 | +0,27 | +0,36 | 10,2 |
| 14 16 | 2 | 11,90 13,90 | +0,30 | +0,40 | 11,9 14,0 |
| 18 20 22 | 2,5 | 15,35 17,35 19,35 | +0,40
| +0,53
| 15,4 17,4 19,4 |
| 24 27 | 3 | 20,85 23,85 | 20,9 23,9 | ||
| 30 36 | 3,5 4 | 26,30 31,80 | +0,48 | +0,62 | 26,5 32,0 |
| 42 | 4,5 | 37,25 | +0,55 | +0,73 | 37,5* |
| 48 52 | 5 | 42,70 | +0,60 | +0,80 | 43,0* 47,0* |
| 46,70 | |||||
* Сверла указанного диаметра следует применять при чистовом рассверливании; предварительное сверление выполняют сверлами диаметром на 1-3 мм меньше окончательного размера отверстия.
Таблица 11. Диаметры и предельные отклонения (мм) отверстий по ГОСТ 19257-73 под нарезание метрической резьбы с мелким шагом
| Номинальный диаметр резьбы | Шаг резьбы
| Диаметр отверстия под нарезание резьбы с полем допуска
| Диаметры сверла для обработки отверстия под резьбу | |||
| 6Н, 7Н | 6Н | 7Н | ||||
| Номинальный | Предельные отклонения | |||||
| 5 | 0,5 | 4,50 | +0,10 | +0,14 | 4,5 | |
| 6 | 0,75 | 5, 20 | +0,17 | +0,22 | 5,2 | |
| 8 | 1 | 8,95 | +0, 20 | +0,26 | 7,0 | |
| 10 | 1,25 1 | 8,73 8,95 | 8,8 | |||
| 9,0 | ||||||
| 12 | 1 1,25 1,5 | 10,95 10,7 10,43 | 11,0 1,7 1,5 | |||
| +0,22 | +0,30 | |||||
| 14 | 1 1,25 1,5 | 12,95 12,7 12,43 | +0, 20 | +0,26 | 13,0 12,7 12,5 | |
| 16 | 1 1,25 1,5 | 14,95 14,7 14,43 | +0,22 | +0,30 | 15,0 14,7 14,2 | |
| 18 | 1 1,5 | 16,95 16,43 | 17,0 16,5 | |||
| 20 | 1 1,5 | 18,95 18,43 | 19,0* 18,5* | |||
* Сверла указанного диаметра следует применять при чистовом рассверливании; предварительное сверление выполняют сверлами диаметром на 1-3 мм меньше окончательного размера отверстия.
Обработка центровых отверстий
На рис.1 изображены две формы центровых отверстий. Отверстия формы А (рис.1, а) делают в деталях, которые подвергаются предварительной обработке с пониженной точностью размеров. Отверстия формы Б (рис.1, б) применяются для деталей, многократно устанавливаемых при обработке на станке, и деталей, которые в процессе эксплуатации подвергаются ремонту шлифованием и т.д.
Предохранительный конус с углом 120○ служит для защиты основного конуса от забоин и облегчает подрезку торцов. Центровые отверстия делают одинаковыми с обоих концов заготовки, хотя диаметры концевых шеек готовой детали различны. Размеры центровых отверстий приведены в табл.12.
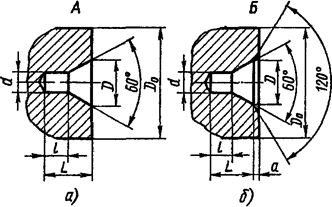
Рис.1 Формы центровых отверстий-
а - форма А (без предохранительного конуса),
б - форма Б (с предохранительным конусом)
Таблица 12. Размеры центровых отверстий
| Диаметр заготовки, мм | Размеры отверстия, мм
| Наименьший диаметр концевой шейки Dо, мм | ||||
| D | d | L | l | a | ||
| 5-8 | 2,5 | 1,0 | 2,5 | 1,2 | 0,4 | 4,0 |
| 8-12 | 4,0 | 1,5 | 4,0 | 1,8 | 0,6 | 6,5 |
| 12-20 | 5,0 | 2,0 | 5,0 | 2,4 | 0,8 | 8,0 |
| 20-30 | 6,0 | 2,5 | 6,0 | 3,0 | 0,8 | 10,0 |
| 30-50 | 7,5 | 3,0 | 7,5 | 3,6 | 1,0 | 12,0 |
| 50-80 | 10,0 | 4,0 | 10,0 | 4,8 | 1,2 | 15,0 |
| 80-120 | 12,5 | 5,0 | 12,5 | 6,0 | 1,5 | 20,0 |
| 120-180 | 15,0 | 6,0 | 15,0 | 7,2 | 1,8 | 25,0 |
| 180-300 | 20,0 | 8,0 | 20,0 | 9,6 | 2,0 | 30,0 |
| Св.300 | 30,0 | 12,0 | 30,0 | 14,0 | 2,5 | 42,0 |
|
из
5.00
|
Обсуждение в статье: Выбор методов обработки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы