 |
Главная |


Методы литья под давлением
|
из
5.00
|
Разновидности пластикации
Пластикация, то есть расплавление полимерного материала под давлением, во многом определяет качество изделия. Различают червячную пластикацию и поршневую. Червячные пластикаторы имеют высокую производительность, обеспечивают отличную гомогенизацию расплава, что особенно важно при использовании дробленки или суперконцентрата, и поэтому имеют наибольшее распространение. Поршневые пластикаторы используются значительно реже, поскольку они не обладают перечисленными выше качествами. Но и они не без достоинств, среди которых: способность обеспечивать высокую скорость инжекции расплава в форму, возможность реализовывать эффект мрамора или, если необходимо, яшмы, пластикацией смеси разных по цвету пластмасс.
Иногда применяют раздельную пластикацию, при которой полимер сначала поступает из бункера в вышеуказанный червячный предпластикатор, приготавливающий расплав, а затем через регулирующий кран расплав направляется в поршневой пластикатор, осуществляющий дозирование и высокоскоростную инжекцию в форму. Заметим, что такое нехитрое изделие как расческа, наиболее эффективно производится на литьевых машинах с раздельной червячно-поршневой пластикацией.
литье давление пластмасса тонкостенная
На этапе пластикации основными технологическими параметрами являются: температура расплава по длине цилиндрической части материального цилиндра, температура сопла, установленного на выходе из материального цилиндра, скорость вращения червяка и величина противодавления при его отходе.
Методы литья под давлением
Инжекционный метод
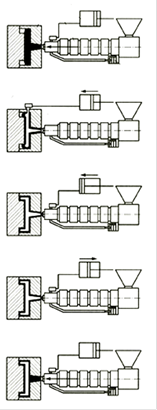
Требуемый объем расплава (доза) накапливается в материальном цилиндре ЛМ и затем под высоким давлением (100-200 МПа) впрыскивается, инжектируется, в форму за короткий, измеряемый секундами, интервал времени. Это наиболее распространенный способ. Он позволяет получать изделия сложной конфигурации, с различной толщиной стенок, как из термопластов, так и из термореактивных пластиков, допускает использование многогнездных форм с различной литниковой системой. Особенность технологии - объем изделий с литниками не превышает паспортного объема впрыска используемой ЛМ.
Инжещионно-прессовый
Метод используется для получения изделий значительных по площади прессования, когда заполнение формы сопровождается существенным падением давления расплава в ее периферийных частях, что вызывает эффект разнопрочности изделия. Сущность технологии состоит в том, что давление на расплав в форме создается не только усилием инжекции, но и за счет прессового механизма узла смыкания. С этой целью применяются литьевые формы, конструкция которых допускает перемещение пуансона и после смыкания формы.
Инжекционно-газовое литье (ИГЛ)
Относится к новым методам переработки термопластов с помощью ЛМ, и поэтому, в частности, его названия еще до конца не определилось. В литературе можно встретить название типа "литье с газом", "литье с подачей сжатого газа", GJD-TEHNJKA, GAS-Jngection Molding и др. Технологически процесс ИГЛ заключается в следующем: расплав полимера инжектируется в форму, заполняя ее на 70-95%. Затем в форму через специальное сопло, или через ниппель в форме подается под давлением газовая смесь, которая "раздувает" расплав, увеличивая тем самым толщину слоя полимера, образовавшегося при его соприкосновении с холодной стенкой формы, и способствуя заполнению конструктивных углублений. После образования изделия газовая смесь удаляется из формы в приемник, пластикатор впрыскивает остаток расплава, "запечатывающий" форму.
Газовая смесь (азот, углекислый газ) может подводиться от компрессора или от баллона, важно чтобы ее давление было около 80 МПа. Ввод газа в форму может быть единичным или многократным, ступенчатым по величине давления.
Технология ИГЛ позволяет экономить до 40% дорогостоящего полимерного материала за счет уменьшения толщины стенки изделия, сократить цикл изготовления на 25-35%, уменьшить вероятность брака за счет исключения таких видов дефектов, как утяжины, коробления, развитый облой. Кроме того, как показывает практика, инжекционно-газовая технология позволяет упростить конструкцию и понизить стоимость формующей оснастки.
Существенная трудность ИГЛ-технологии состоит в необходимости высокоточного управления литьевой машиной, усложняется конструкция сопла, повышаются требования к расчету и качеству изготовления литниковой системы и сопряжений литьевых форм.
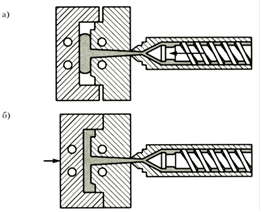
Интрузиотый метод
Применяется при червячном способе пластикации для получения толстостенных изделий. Его суть - вращением червяка расплав в режиме экструзии подается в пресс-форму и заполняет ее, после этого червяк останавливается и осевым движением подпитывает форму, компенсируя естественную усадку остывающего расплава. Особенность подобного способа - объем изделия может превышать паспортный объем впрыска ЛМ, но развиваемое в литьевой форме давление невелико, вследствие чего геометрия изделия не должна быть сложной, гнездность формы ограничена, получение тонкостенных изделий затруднено, кроме того, необходимо учитывать термостабильность полимера.
Многослойное литье
Относится к специальным видам, иногда называемым соинжекционными. Это название отражает общую особенность этих методов - обязательное участие в процессе двух, а в некоторых случаях и трех инжекционных узлов, в каждом из которых пластицируется полимерный материал с индивидуальными свойствами. Таким образом, появляется возможность получать многоцветные изделия, изделия, состоящие из различных видов пластмасс (поверхность из ПЭВП, а основной объем из вспененного полистирола), использовать вторичное полимерное сырье для внутренних, неответственных частей деталей, производить изделия гибридной конструкции и пр. Многослойное литье осуществляется несколькими способами.
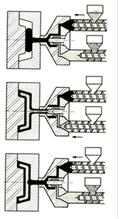
Сэндвич-литье
Заключается в попеременной подаче в литьевую форму полимерных расплавов из двух пластикаторов. Два инжекционных узла присоединяются к соплу, в конструкции которого предусмотрено переключающее устройство. Как правило, это управляемый игольчатый клапан (ИК). Клапан попеременно или одновременно соединяет с литьевой системой формы пластикационные узлы. Материал из первого узла под высоким давлением и с высокой скоростью инжектируется в форму, образуя наружное покрытие изделия. Затем внутренний объем изделия заполняется материалом из второго узла, после чего в работу повторно включается первый узел, добавляющий остатки расплава в форму и "запечатывающий" изделие.
Соинжекщюнное литье
Требует применения сопла специальной конструкции, называемого также разделительной головкой. Эта технология позволяет получать изделия с числом слоев больше двух, с полным или частичным разделением цветов.
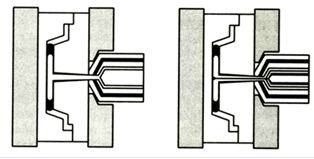
Литье в многокомпонентные формы (Multi-component injection molding)
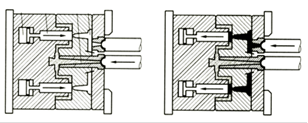
Позволяет получать изделия с четким разделением цветов, а также детали гибридной конструкции, в которых из каждого полимерного материала исполнена центральная или периферийная часть. В этом случае инжекционные узлы выполняют традиционные функции, а конструкция детали определяется устройством литьевой формы. Литьевая форма имеет две литниковых системы, постоянно сомкнутые с инжекционными узлами I и II. В пуансоне формы имеются подвижные вставки, перемещаемые пневмоприводами. Вставки оформляют тот или иной конструкционный элемент изделия. Особенность этого метода состоит в том, что работа узлов инжекции происходит изолировано друг от друга. Поэтому если узел II в приведенном примере работает в режиме инжекции, то узел I может действовать в интрузионном режиме, благодаря чему объем части изделия, формуемой из полимера I, может иметь весьма значительный размер.
Ротационное литье (не путать с ротационными ЛМ)
Является разновидностью описанного выше способа, поскольку позволяет решать те же задачи, однако требует использования съемной вставки. После оформления центральной части изделия (узел I) вставка извлекается, а в образовавшийся объем инжектируется расплав из узла II. В цикл производства изделия ротационным литьем введена дополнительная операция размыкания формы и удаления (установки) вставки, что не способствует высокой производительности метода.
|
из
5.00
|
Обсуждение в статье: Методы литья под давлением |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы