 |
Главная |


Технология производства строительного кирпича пластическим способом
|
из
5.00
|
Современная технология производства керамических стеновых и других материалов базируется на двух принципиально отличных технологических схемах: производство пластическим способом (формование) и производство полусухим способом (прессование). Наиболее распространен пластический способ.
Производство кирпича осуществляется по следующей схеме (Приложение 1, рис 1).
Производство кирпича начинается с добычи глины, которая зависит от ее свойств и особенностей залегания. Это основной компонент керамики- осадочные горные породы, состоящие в основном из глинистых минералов- водных алюмосиликатов различного состава (каолинит, монтмориллонит). Размер частиц глинистых материалов не превышает 0,005 мм, преобладающая форма частиц- пластинчатая. Благодаря своей гидрофильности и огромной площади поверхности глинистые частицы активно поглощают и удерживают воду. Именно глинистые минералы придают глине ее характерные свойства: пластичность при увлажнении, прочность при высыхании и способность к спеканию при обжиге.
Кроме глинистых минералов, в глине содержатся более крупные частицы: пыль(0,005-0,16 мм) и песок (0,16-5 мм). Они состоят из кварца, карбонатов кальция и магния и других минералов. Эти компоненты глин также влияют на ее технологические свойства и качество готовых кирпичей. Глины как сырье для производства строительного кирпича оценивают комплексом свойств: пластичностью, связующей способностью, отношением к сушке и к действию высоких температур. Отощающие материалы входят в состав керамической массы для снижения пластичности и уменьшения воздушной и огневой усадкой глин. Они улучшают сушильные свойства глин. В качестве отощающих добавок используют песок, шамот, дегидратированную глину, золы ТЭС, гранулированные шлаки. Для производства обыкновенного строительного кирпича применяют всевозможные простые сорта легкосплавных песчанистых глин, а иногда и мергелистые глины, не содержащие вредных примесей грубых камней, известковых “ дутиков”, колчедана, гипса, крупных включений органических веществ и т.п. При небольших производствах разработку глины производят вручную, а при больших часто применяют экскаваторы и механические лопаты, что также зависит от свойства глины, характера её залегания и т.д. Разработку очень плотных залежей глины производят взрывным способом. На разработке глины получили распространение одноковшевые и многоковшевые экскаваторы. При некаменистых, но очень плотных глинах применяют экскаваторы с определённо направленными ковшевыми цепями. Эти машины имеют более сильные двигатели, но изнашиваются скорее. Производительность экскаватора зависит от характера глины, глубины её залегания, типа экскаватора и мощности двигателя и составляет от 15 до 60 м³/час (от 4800 до 19200 кирпичей). Доставка глины на завод производится в опрокидывающихся вагонетках.
Глину, извлеченную из карьера, помещают в бетонированные ямы, где производится ее разравнивание. Далее яма с разровненной глиной заливается водой и оставляется 3-4 дня. После этого из глиняной массы необходимо убрать камни и другие твёрдые тела для чего используются камневыделительные вальцы: глиняная масса поступает на поверхность двух валков, которые вращаются навстречу друг другу, в результате чего глина втягивается в зазор между ними и измельчается. Вальцы состоят из двух параллельных валков, которые вращаются в противоположные стороны. Оси валков находятся в одной горизонтальной плоскости. Между их цилиндрической поверхностями устанавливается определенный зазор. Материал подают на валки в виде отдельных кусков. За счет вращения навстречу друг другу, в результате сил трения и адгезии материал затягивается в зазор и, деформируясь, течет в направлении вращения валков. Валки могут иметь разные диаметры и вращаться с неодинаковой скоростью, в результате чего измельчение происходит интенсивнее. Отношение скоростей движения валков называют фрикцией; при увеличении градиента скорости эффект перемешивания массы возрастает, соответственно возрастает расход энергии на работу установки, что приводит к увеличению температуры перерабатываемого материала. Для более интенсивного измельчения к вальцам добавляют бегуны.
После удаления из глины ненужных примесей она поступает в ящичный питатель, который имеет 2 или 4 отделения. Количество отделений зависит от количества смешиваемых сортов глины. Для выталкивания на бегуны, а также для разбиения твёрдых кусков материала питатель оснащён выходным отверстием, на которое поставлены подвижные грабли. На бегунах глина измельчается, а затем проваливается вниз через сетку, величина отверстий которой составляет не более 3-х миллиметров.
Вслед за прохождением бегунов глина проходит через несколько пар гладких вальцов и попадает в кирпичный ленточный пресс. Формирование кирпича строительного заключается в придании подготовленной сырьевой массе на ленточном горизонтальном прессе определенной формы и размеров. Пресс состоит из цилиндра, в котором вращается шнековый диск, подающий массу и создающий прессовую нагрузку, прессовой головки, в которой масса начинает уплотняться, и мундштука, придающего выходящей из выходного отверстия массе форму бруса и окончательно уплотняющего его. Поступающую в ленточный пресс глиняную массу с помощью шнека уплотняют, после чего она поступает к выходному отверстию- мундштуку. Для получения кирпича наиболее высокой плотности и улучшения формовочных свойств глин применяют вакуумные ленточные прессы (Приложение 2, рис. 1). Вакуумирование и подогрев массы при прессовании позволяет улучшить ее формовочные свойства, увеличить прочность обожженного изделия до 2-х раз. В корпусе пресса вращается шнек-вал с винтовыми лопастями. Глиняная масса перемещается с помощью шнека к сужающейся переходной головке, уплотняется и выдавливается через мундштук в виде непрерывного бруса, ленты или трубы под давлением 1,6-7 МПа. Производительность ленточных прессов- до 10 000 шт./ч. Срок сушки кирпича- от 24 часов до 3 суток.
Одним из известных способов повышения качества керамического кирпича является нанесение влагозадерживающих составов (ВЗС) на поверхность формуемого бруса перед его разрезкой (Приложение 2, рис. 2). Возникающее при сушке сырца ядро уплотнения вызывает растягивающие деформации, которые приводят к образованию трещин на гранях (4.). Нанесение ВЗС на лицевые грани позволяет вести сушку со стороны плашковых граней, что сопровождается деформациями сжатия, и трещины не образуются. В этом случае можно даже ужесточить режим сушки в определенных пределах. Еще одним положительным фактором такой обработки сырца является устранение высолов на лицевых поверхностях, что позволяет получить кирпич равномерного яркого цвета. Однако такой эффективный способ повышения качества кирпича не нашел широкого применения на действующих кирпичных заводах. Анализ рекомендованных устройств для реализации способа нанесения ВЗС приводит к выводу об их неработоспособности в условиях действующих предприятий. Например, подача ВЗС непосредственно в мундштук не позволяет получить равномерного покрытия, на брусе остаются не обработанные участки. Нанесение ВЗС напылением через форсунки требует серьезной вытяжной вентиляции, а форсунки часто забиваются. Излишнее нанесение ВЗС приводит к стеканию с тычковых граней на ленту транспортера, загрязняя ее. Изучение опыта предприятий по использованию способа нанесения ВЗС привело к неутешительному выводу - в промышленности отсутствует работоспособное устройство для нанесения ВЗС, что приводит к негативному результату и, соответственно, охлаждению интереса к этой теме.
Проходя через ленточный пресс, глина попадает на резательный аппарат, в котором проволока отсекает кирпич от глиняной ленты. Готовые бруски глины ставятся на ребро и складываются на подкладочные деревянные рамы. Деревянные рамы должны располагаться на 2-3 сантиметра ниже, чем лента глины, а также двигаться немного быстрее ленты, чтобы между кирпичами образовывались небольшие промежутки, которые нужны для качественной сушки готового кирпича. Далее осуществляется расфасовка кирпича, а потом кирпич помещается в сушильные камеры.
Перед обжигом изделия должны быть высушены до содержания влаги 5- 6%, во избежание неравномерной усадки, искривлений и растрескивания при обжиге. Сушка весьма ответственный этап технологии, так как трещины обычно возникают именно на этом этапе, а при обжиге они лишь окончательно выявляются. Сушка кирпича производится в сушилах следующих типов с естественной сушкой, с искусственной и комбинированной. Естественные способы применяются главным образом, при небольшой производительности завода. Естественная сушка довольно продолжительна и при большом объёме производства не вполне рентабельна, так как требуется много складского пространства и успех работы в значительной степени зависит от погоды. В настоящее время сушка производится преимущественно искусственная в туннельных непрерывного действия сушилах (Приложение 2, рис. 3.), или камерных периодического действия сушилах (Приложение 2, рис. 4.). Для искусственной сушки применяют тепло отработанного пара, остывающего обожженного кирпича, а в некоторых случаях тепло дымовых газов. Нагретый воздух (350-400˚С) отсасывается из обжиговой печи эксгаустером и подаётся в сушильную камеру. Благодаря постепенному подъёму температуры, в закрытой сушильной камере с течением времени образуются испарения воды без заметного движения воздуха. Это весьма благоприятно влияет на сушку кирпича, особенно из чувствительных к режиму сушки глин в первый период. Сырец нагревается во влажном воздухе и преждевременного высыхания его поверхности не происходит, а влага равномерно испаряется из всей массы сырца. Для обеспечения равномерности тяги и работы в печи устанавливают вентиляторы. Газы продуктов горения используются для сушки сравнительно реже, т.к. они действуют разрушающим образом на дерево и железо. Их следует пропускать по трубам или каналам под полом сушилки. В сушильных камерах при температуре 350-400˚С кирпич высыхает под воздействием на него, нагретого пара. Печь оснащается вентилятором для осуществления равномерности тяги. Высушенный кирпич доставляется в печь для обжига с помощью подъемников и специальных вагонеток.
Обжиг является завершающей стадией технологического процесса производства керамических изделий, имеющего целью закрепить форму изделия и придать ему необходимые физико-механические свойства. Печи для обжига кирпича строительного применяют двух типов: периодического (туннельного) и непрерывного действия. В печах первого типа (Приложение 2, рис. 5) весь процесс обжига происходит последовательно во времени и в каждый момент в рабочей камере печи происходит только одна какая-нибудь стадия процесса обжига (загрузка, нагрев, охлаждение, выгрузка). В печах непрерывного действия процесс обжига протекает непрерывно, при этом в разных частях печи одновременно происходят различные стадии процесса.
Процесс обжига условно можно разделить на три периода: прогрев, собственно обжиг и охлаждение. При нагреве сырца до 120˚С удаляется физически связанная вода и керамическая масса становится непластичной. Но если добавить воду, пластические свойства массы сохраняются. В температурном интервале от 450- 600˚С происходит отделение химически связанной воды, разрушение глинистых минералов и глина переходит в аморфное состояние. При этом и при дальнейшем повышении температуры выгорают органические примеси и добавки, а керамическая масса безвозвратно теряет свои пластические свойства. При 800˚С начинается повышение прочности изделий, благодаря протеканию реакций в твердой фазе на границах поверхностей частиц компонентов. В процессе нагрева до 1000˚С возможно образование новых кристаллических силикатов, например силлиманита Al2O3*SiO3, а при нагреве до 1200˚С и муллита 3Al2O3*2SiO3. Одновременно с этим легкоплавкие соединения керамической массы и минералы плавни создают некоторое количество расплава, который обволакивает не расплавившиеся частицы, стягивает их, приводя к уплотнению и усадки массы в целом. Эта усадка называется огневой усадкой. В зависимости от вида глин она составляет от 2% до 8%. После остывания изделие приобретает камневидное состояние, водостойкость, прочность. Обжиг изделий ведется до различной степени спекания. Температура в печи должна составлять от 900 до 1000˚С. Спекшимся считается изделие с водопоглощением менее 5%. Кирпичи в зависимости от температуры обжига получают различную окраску: от темно-красной при сильном обжиге до розовой при слабом.
После обжига изделия могут различаться между собой как по степени обжига, так и по наличию внешних дефектов (отбитость, трещины, искривления). Поэтому при выгрузке из печи их сортируют с учетом требований технических условий, приведенных в соответствующих ГОСТах.
Кирпичи, выпускаемые в массовых количествах хранят на открытых площадках в штабелях, клетках.
Пластический способ производства строительных изделий является наиболее простым, наименее металлоемким и потому наиболее распространенным. Он применяется в случаях использования среднепластичных и умеренно- пластичных, рыхлых и влажных глин с умеренным содержанием посторонних включений, хорошо размокающих и превращающихся в однородную массу.
Заключение
В сегодняшнем производстве кирпича можно отметить разнообразие видов, расцветки и области применения. Сегодняшние свойства кирпича обеспечили этому материалу лидирующие позиции в строительстве городских зданий, сооружений, а также частных строений за городом. Для тех, кто не любит городской шум и хочет проводить время на лоне природы, в кругу семьи, кирпич служит надежным материалом для строительства, ведь ничто не сравнится с ним в долговечности, сохранении тепла. К тому же кирпич - это экологически чистый материал, отвечающий всем сегодняшним стандартам строительства.
Технология производства кирпича до середины девятнадцатого века была отсталой, она требовала приложения больших усилий. Кирпич формовали руками, сушку производили в теплое время года, обжиг кирпича производился в примитивных печах. Лишь к концу девятнадцатого века появились кольцевая обжиговая печь и ленточный пресс, машины для обработки глины, они задали новое направление в технике изготовления кирпича. По мере развития науки и техники совершенствовалось, естественно, и искусство изготовления кирпича. Но в обязательном порядке мастера кирпичного дела учитывали особенности глины и в соответствии с этим в каждом конкретном случае назначали индивидуальные технологические параметры изготовления кирпича. К сожалению, с этим не стали считаться уже в наше время. И, как показывает практика, технологические параметры начали устанавливать механики, теплотехники и т. д. Вторая беда заключается в том, что в 60-90-е гг. машиностроительная база для кирпичной промышленности находилась в плачевном состоянии. Упор делался на зарубежное оборудование.
До настоящего времени нет ни одного современного проекта строительства кирпичного завода пластического формования на базе отечественного оборудования. Только иностранные фирмы готовы поставлять нам комплексные линии. Стоимость этих линий составляет $10-12 млн. Амортизационные отчисления плюс плата за фонды и т. п. приводят к высокой себестоимости кирпича со всеми вытекающими отсюда последствиями. К тому же технологическое оборудование может работать не бесконечно. И в настоящее время перед заводами, находящимися в эксплуатации свыше 10 лет, стоит серьезная проблема по замене физически изношенных агрегатов. К сожалению, в правительстве РФ не ставится вопрос о создании комплекта отечественной технологической линии кирпичных заводов, хотя есть все предпосылки для этого. И если сейчас не решать проблему строительства кирпичных заводов на базе отечественного оборудования, стоимость которых будет в 3-4 раза ниже зарубежных, то через 5-6 лет цена керамического кирпича поднимется до заоблачных высот или объемы его производства сократятся в несколько раз со всеми вытекающими отсюда последствиями. Кроме того, следует учитывать и фактор создания дополнительных рабочих мест в РФ. Выпуск отечественных комплексов позволит создать дополнительные рабочие места в машиностроительной, строительной и других отраслях. Ведь именно, строительные отрасли промышленности, и в частности, строительство кирпичных заводов, для производства кирпича, тротуарной плитки и других, популярных и незаменимых материалов для строительства являются одним из двигателей сегодняшнего роста экономики России.
Приложение 1

Рис. 1. Технологическая схема производства глиняного кирпича по пластическому способу формования.
1- ящичный подаватель; 2, 5- конвейер; 3- дробление глины; 4- помол глины на бегунах; 6- формование кирпича на ленточном прессе; 7- резка кирпича- сырца на автомате.
Приложение 2


Рис. 1 Ленточный вакуум-пресс Рис. 2 Сушка кирпича сырца:
1- нож; 2- вакуум-камера; 3- решетка; 4- глиномялка; 5- шнековый вал пресса; а – без обработки; б – с обработкой наружных граней влагозадерживающими составами.
6- прессующая головка; 7- мундштук; 8- глиняный брус. Д – направления действия усадочных деформирующих сил. 1 – кирпич сырец; 2- ядро
уплотнения со свилевыми трещинами; 3 – разрывные трещины; 4 – волосяные трещины;
5 – угловые трещины; 6 – обработанные грани.

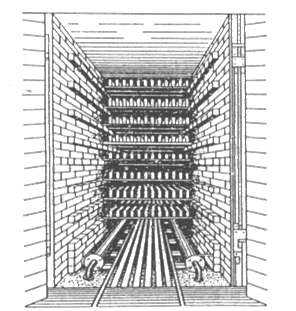

Рис. 3. Туннельное сушило Рис. 4. Камерное сушило Рис. 5. Туннельная печь
1- корпус; 2- вагонетка с кирпичом.
Библиографический список:
1. Рыбьев И. А. Строительное материаловедение. «Высшая школа»,
2003.
2. Алимов Л. А., Воронин В. В. технология производства
неметаллических строительных изделий и конструкций.- М.: ИНФРА- М, 2005.
3. Бондаренко В.М., Римшин В. И. Строительная наука - направления развития // Строит, материалы. 1998. № 4.
4. Комар А. Г. Строительные материалы и изделия.- М.: МИСИ, 1990
5. Гончаков Г. И. Строительные материалы.- М.: ВШ, 1981
6. Перегудов В. В. Тепловые процессы и установки технологии строительных материалов и изделий.- М.: ВШ, 1973
7. Мороз И. И. Технология строительной керамики. Киев, 1980
8. Микульский В. Г. и др. Строительные материалы, 2006
Для подготовки данной работы также использованы материалы с сайта http://referat.ru/
|
из
5.00
|
Обсуждение в статье: Технология производства строительного кирпича пластическим способом |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы