 |
Главная |


Выбор рационального раскроя материала
|
из
5.00
|
ВВЕДЕНИЕ
заготовка штамповка крепеж раскрой
Холодная штамповка – вид обработки металлов давлением, объединяющий ряд процессов, осуществляемых холодной пластической деформацией при помощи различных видов штампов, непосредственно деформирующих метал и выполняющих требуемые операции.
В технологическом отношении холодная штамповка позволяет:
Ø получать детали сложной формы, изготовление которых другими методами весьма затруднительно;
Ø создавать прочные и жесткие, но легкие по своим массовым характеристикам детали при небольшом расходе материала;
Ø получать взаимозаменяемые детали с высокой точностью размеров.
В экономическом отношении преимуществами являются:
Ø экономичность использования материала и небольшой отход;
Ø низкая стоимость изготовления изделий;
Ø высокая производительность.
Разработку технологического процесса листовой штамповки будем вести с помощью системы автоматизированного проектирования «КОМПАС-Штамп», которая реализуется в среде Windows c чертёжно-конструкторского редактора «КОМПАС-График». Система «КОМПАС-Штамп» ориентирована на автоматизацию проектирования штампов для различных операций холодной листовой штамповки и обеспечивает автоматизацию проектирования штампов оригинальных и типовых конструкций.
Система «КОМПАС-Штамп» использует в качестве средства визуализации, воспроизводства, редактирования графической информации чертежно-конструкторский редактор «КОМПАС-График». Проектирование сборочных и деталировочных чертежей штампа ведется в среде редактора «КОМПАС-График» под управлением библиотек проектирования. Проект конструкции штампа формируется конструктором путем выбора составляющих элементов конструкции из вариантов, предлагаемых системой.
КОНСТРУКТИВНО – ТЕХНОЛОГИЧЕСКИЙ АНАЛИЗ ЗАГОТОВКИ И ПРОЕКТИРОВАНИЕ ШТАМПА.
Анализ технологичности детали, выбор заготовки и схемы штамповки

Рисунок 1.1 - Эскиз детали
Таблица 1 - Химический состав в % по ГОСТ 4986-79
| Fe | Si | Mn | Cu | Ni | S | C | P | Cr | Ti |
| основа | 0.8 | 2 | 0.3 | 9-11 | 0.02 | 0.12 | 0.035 | 17-19 | 0.6-0.8 |
Таблица 2 - Механические характеристики
| Временное сопротивление σв, МПа | Сопротивление срезу tср ,МПа | Предел текучести σ0,2, МПа | Относительное удлинениеg,% |
| 520 | 540 | 210 | 39 |
Под технологичностью детали понимают сочетание конструктивных элементов, которые обеспечивают наиболее простое и экономичное изготовление детали при соблюдении технических и эксплуатационных требований [3]:
Ø наименьшее количество и низкая технологичность операций;
Ø отсутствие механической обработки;
Ø увеличение производительности отдельных операций и цеха в целом.
Общие технологические требования к конструкции плоских деталей, полученных вырубкой и пробивкой:
a) необходимо избегать сложных конфигураций с узким и удлиненным вырезами контура и прорезями(b<2S);
b) при применении цельных матриц сопряжения в углах внутреннего контура необходимо выполнять r >0.5S;
c) сопряжение сторон наружного контура выполняется круглыми лишь в случаи вырубки по всему контуру;
d) наименьшие размеры пробиваемых отверстий 0,8S
e) наименьшее расстояние от края отверстия до прямоугольного контура не меньше S для круглых отверстий, не меньше 1,5S, если отверстие параллельно контуру детали.
Анализ параметров технологичности детали:
Ø контур состоит из частей окружностей сопряженных между собой и не является сложным с точки зрения его получения;
Ø радиусы сопряжения в углах внутреннего контура цельной матрицы r>2мм;
Ø наименьшие размеры пробиваемого отверстия больше 0,8S: 0,8*3=2,4мм >1мм;
Ø расстояние от края отверстия до контура детали не меньше 1,5S: 1.5*1=1.5мм;
Таблица 3 - Анализ параметров технологичности
| Показатели технологичности | |||||
| Критерии | a | b | c | d | e |
| оценка | + | + | + | + | +/- |
Анализ параметров технологичности детали, предполагаемый метод получения которой – листовая штамповка, показывает, что деталь обладает удовлетворительной технологичностью, следовательно, ее производство в заданных условиях целесообразно на штампе совмещенного действия.
Выбор рационального раскроя материала
Для определения размеров заготовки необходимо знать размеры перемычек, которые при штамповке детали из полосы необходимы для обеспечения прочности и жесткости. При заданной толщине полосы S=1 и при условии ручной подачи , которая выбирается исходя из экономических соображений m=2мм, n=2мм.
Для получения детали применяют обычный однорядный раскрой полосы (т. к. при двухрядном типе большое количество материала уходит в отход, либо придется производить поворот полосы или делать групповой штамп штампующий одновременно две детали.):

Рисунок 1.2 – Тип раскроя
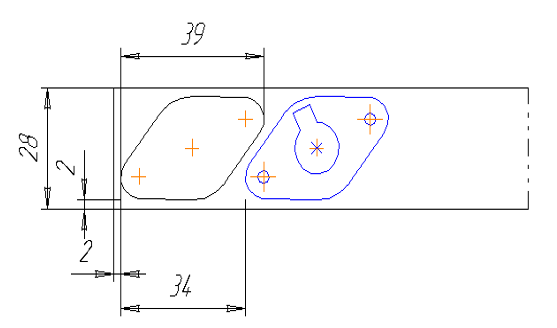
Рисунок 1.3 - Расположение деталей в полосе
Выберем наиболее рациональный раскрой стандартных размеров листа. Из ряда стандартных размеров листов для штампуемого материала 12Х18Н10Т ГОСТ 4986-79 и заданной толщине листа 1 мм. В качестве критерия оптимальности принимается коэффициент использования материала (КИМ) по рекомендациям [1]:
 (1.1)
(1.1)
где N - количество деталей на листе;
L и В - длина и ширина разрезанного листа; F=527,36мм2- площадь детали.
Выбирается размер листа: 1500  800 мм:
800 мм:
а) Лист 1500 800мм поперечное расположение полос (рис.1.3а), исходя из формулы (1.1), получаем:

53 полосы по 17 деталей

Рисунок 1.4а – Раскрой листа
б) Лист 1500 800 мм. Продольное расположение полос (рис.1.3б), исходя из формулы (1.1), получаем:
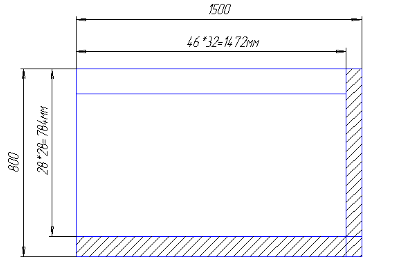
28 полос по 32 детали

Рисунок 1.4 б – Раскрой листа
в) Лист 1500 800 мм. Продольное расположение полос, а расположение детали под углом, (рис.1.4в)

53 полосы по 23 детали

Рисунок 1.4в – Раскрой листа

Наибольшее количество деталей с минимальным отходом получим при использовании листа 1500 800 (рис 1.4в) количество деталей – 1219 при КИМ 0,54.
Выбор схемы штамповки
Пользуясь рекомендациями [3] выбираем штамп совмещенного действия, исходя из точностных требований. Число переходов для получения детали - один. Готовая деталь получается при вертикальном перемещении матрицы 7. Поступательное перемещение полосы в горизонтальном направлении по направляющим до грибкового упора, обеспечивает необходимое положение заготовки. При высокой точности штамповки преимуществом этого вида штампа является: повышенная производительность, возможность работы на быстроходных прессах, повышенная безопасность производства, дешевизна штампа для деталей простой формы.
|
из
5.00
|
Обсуждение в статье: Выбор рационального раскроя материала |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы