 |
Главная |


Общие сведения о контактной сварке.
|
из
5.00
|
Федеральное агентство по образованию Российской Федерации
«МАТИ» - Российский государственный технологический университет
им. К. Э. Циолковского
 Высшая инженерная школа экологии и безопасности
Высшая инженерная школа экологии и безопасности
КУРСОВАЯ РАБОТА ПО ДИСЦИПЛИНЕ «БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ»
Тема: Контактная сварка.
Студент: Сусленко О.В.
Руководитель: Сердюк Н.И.
Отметка о допуске к защите
Москва 2009 г.
Содержание.
Введение 3
Глава I
Описание процесса контактной точечной сварки.
Общие сведения о контактной сварке ……………………………………4-7
Технология контактной точечной сварки………………………………...7-11
Специальные виды точечной сварки …………………………………….11-13
Оборудование для точечной контактной сварки………………………...13-15
Глава II
Реализации исследуемого технологического процесса.
Планировка цеха контактной точечной сварки………………………….16-19
Организация рабочего места на участке………………………………….20
Анализ опасных производственных факторов…………………………...20
Воздух рабочей зоны………………………………………………………21
Шум и вибрации…………………………………………………………...22
Опасность механических повреждений………………………………….22
Электроопасность………………………………………………………….23-26
Электромагнитное поле…………………………………………………...26-28
Ультрафиолетовое излучение……………………………………………..28-30
Расчет интегральной балльной оценки тяжести труда………………….30-32
Глава III
Технические методы и средства защиты человека
На производстве.
Меры защиты от механических повреждений…………………………...32
Меры защиты от различных примесей в воздухе рабочей зоны………..33
Меры защиты от поражения электрическим током ……………………..34-36
Меры защиты от шума и вибрации……………………………………….37
Меры защиты от воздействия электромагнитных полей………………..37-40
Меры защиты от воздействия ультрафиолетовых излучений…………...40
Глава V І
Результаты инженерно-технических расчетов по защите работающих от вредного воздействия
Расчет вентиляции………………………………………………………….40
Расчет заземления…………………………………………………………..41-47
Расчет освещения сварочного цеха………………………………………..47
Заключение………………………………………………………………….48
Литература…………………………………………………………………...49
Введение.
В решение задач научно-технического прогресса важное место принадлежит сварке. Сварка является технологическим процессом, широко применяемая практически во всех отраслях народного хозяйства. С применением сварки создаются серийные и уникальные машины. Сварка внесла коренные изменения в конструкцию и технологию производства многих изделий. При изготовлении металлоконструкций, прокладке трубопроводов, установке технологического оборудования, на сварку приходится четвертая часть всех строительно-монтажных работ.
Контактная сварка как один из способов получения неразъемных соединений известна с конца прошлого века. В 1887 г. Русский изобретатель Н.Н. Бенардос запатентовал точечную сварку. Несколько позже Томсон(США) изобрел стыковую сварку сопротивлением. Стыковая сварка оплавлением была предложена в 1903г. Широкое использование контактной сварки в нашей стране началось в 30-х годах после создания индустриальной базы.
В настоящее время контактная сварка - один из ведущих способов неразъемного соединения деталей в различных отраслях техники. Она отличается очень высокой степенью механизации, роботизации, автоматизации и, как следствие, высокой производительностью.
Область применения контактной сварки чрезвычайно широка — от космических аппаратов до миниатюрных полупроводниковых устройств и пленочных микросхем. Видное место занимает этот способ и в самолетостроении. На современных лайнерах насчитывается до нескольких миллионов сварных точек и несколько сотен метров швов, выполненных шовной сваркой.
Весьма широко применяется многоточечная и рельефная сварка в автомобилестроении. Например, в конструкции автомобиля «Москвич-412» количество точек достигает 5000. Контактную сварку используют в вагоностроении, судостроении, строительстве.
Стыковая сварка оплавлением нашла применение при монтаже трубопроводов и укладке железнодорожных рельсов в полевых условиях, в котлостроении при шиповке трубных досок, при изготовлении силовых элементов (шпангоутов) и инструмента.
Различные легированные стали и сплавы со специальными свойствами, конструкционные стали, сплавы на основе титана и меди, алюминиевые и магниевые сплавы, тугоплавкие сплавы и порошковые композиции типа САП — вот далеко неполный перечень конструкционных материалов, которые с успехом соединяют контактной сваркой. Благодаря совершенствованию технологического процесса и модернизации оборудования области ее использования непрерывно расширяются.
Глава I. Описание процесса контактной точечной сварки.
Общие сведения о контактной сварке.
Контактная сварка представляет собой процесс образования неразъемного соединения, возникающего в результате нагрева металла протекающим через детали электрическим током и пластической деформации зоны соединения. Под термином «контактная» сварка подразумевается нагрев деталей электрическим током (существование электрического контакта) и определенная роль контактных (переходных) сопротивлений. Контактная сварка объединяет большую группу способов, многие из которых широко применяют в промышленности. Основные отличительные особенности этих методов — надежность соединений, высокий уровень механизации и автоматизации, высокая производительность процесса. Около 30% всех сварных соединений выполняют контактной сваркой.
Образование соединений при контактной сварке происходит в условиях сложных быстроменяющихся электрических и температурных полей. Высокие скорости нагрева и деформации, своеобразная конфигурация соединений — эти особенности создают значительные трудности при исследовании процессов сварки. Для изучения указанных явлений широко привлекают достижения смежных наук—теплофизики, математики, металловедения и др.
Место соединения разогревается проходящим по металлу электрическим током, причем максимальное количество теплоты выделяется в месте сварочного контакта.
На поверхности свариваемого металла имеются пленки оксидов и загрязнения с малой электропроводимостью, которые также увеличивают электросопротивление контакта. В результате в точках контакта металл нагревается до термопластического состояния или до оплавления. При непрерывном сдавливании нагретых заготовок образуются новые точки соприкосновения, пока не произойдет полное сближение до межатомных расстояний, т. е. сварка поверхностей.
Способы контактной сварки весьма разнообразны; их можно классифицировать по ряду признаков (рис. 1): 1) методу получения соединения, определяемого фазовым состоянием металла в зоне сварки (соединение в твердой или жидкой фазах); 2) конструкции соединений (на-хлесточное или стыковое); 3) технологическому способу получения соединений (например, стыковая сварка сопротивлением и оплавлением, точечная, шовная); 4) виду атмосферы (сварка на воздухе или в защитной среде); 5) способу подвода тока и форме импульса тока (контактный и индукционный подвод, сварка переменным током различной частоты, постоянный ток); 6) количеству одновременно выполняемых соединений (одноточечная и многоточечная сварка, одиночный и непрерывный рельеф и т. д.); 7) характеру перемещения деталей или электродов во время пропускания импульса тока (сварка неподвижных или подвижных деталей, например непрерывная и шаговая шовная сварка); 8) наличию дополнительных связующих компонентов (клея, грунта, припоя и др.)
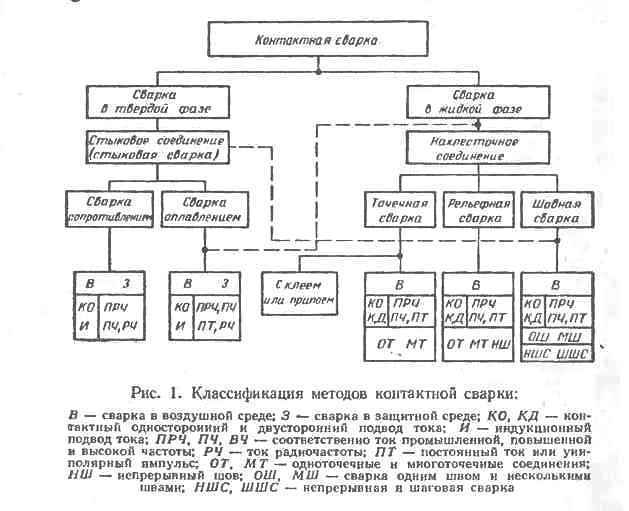
Кроме того, различают область контактной микросварки, относящуюся к соединению указанными выше способами миниатюрных деталей малой толщины (до нескольких микрометров) и малых сечений. Простейшие схемы основных способов контактной сварки представлены на рис. 2. В твердой фазе соединения в основном выполняются стыковой сваркой.
Стыковая сварка.
Стыковая сварка – разновидность контактной сварки, при которой заготовки свариваются по всей поверхности соприкосновения. Через стык соединяемых деталей приблизительно одинакового сечения пропускается ток (рис.2, а); после разогрева зоны сварки производится осадка.
Свариваемые заготовки закрепляют в зажимах стыковой машины. Зажим 1 установлен на подвижной плите, перемещающийся в направляющих, зажим 2 укреплен на неподвижной плите. Сварочный трансформатор соединен с плитами гибкими шинами и питается от сети через включающее устройство. Плиты перемещаются, и заготовки сжимаются под действием усилия, развиваемого механизмом осадки.
Стыковую сварку с разогревом стыка до пластического состояния и последующей осадкой называют – сваркой оплавлением.
Сварка оплавлением имеет преимущества перед сваркой сопротивлением. В процессе оплавления выравниваются все неровности стыка, а оксиды и загрязнения удаляются, поэтому не требуются особой подготовки места соединения. Можно сваривать заготовки с сечением, разнородные металлы (быстрорежущую и углеродистую стали, медь и алюминий и т.д.).
Наиболее распространенными изделиями, изготовляемые стыковой сваркой, служат элементы трубчатых конструкций, колеса и кольца, инструмент, рельсы, железобетонная арматура.
Точечная сварка.
Точечная сварка – разновидность контактной сварки, при которой заготовки соединяются в отдельных точках. При точечной сварке заготовки собирают внахлестку и зажимают между двумя медными электродами, подводящими ток к месту сварки и имеющими форму усеченного конуса (рис.2, б). Соприкасающиеся с медным электродами поверхности свариваемых заготовок нагреваются медленнее их внутренних слоев. Нагрев продолжается до пластического состояния внешних слоев и до расплавления внутренних слоев. Затем выключают ток и снимают давление. В результате образуется литая сварная точка, диаметром в несколько миллиметров.
Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней и односторонней. В первом случае электроды подводят к каждой из деталей, а во втором к каждой из деталей.
Чаще всего за цикл сварки получают одну точку (одноточечная сварка) и реже одновременно две и более точек (многоточечная сварка). Многоточечная контактная сварка – разновидность контактной сварки, когда за один цикл свариваются несколько точек. Многоточечную сварку выполняют по принципу односторонней точечной сварки. Многоточечные машины могут иметь от одной пары до 100 пар электродов, соответственно сваривать 2 –200 точек одновременно. Многоточечной сваркой сваривают одновременно и последовательно. В первом случае все электроды сразу прижимают к изделию, что обеспечивает меньшее коробление и большую точность сборки. Ток распределяется между прижатыми электродами специальным токораспределителем, включающим электроды попарно. Во втором случае пары электродов опускают поочередно или одновременно, а ток подключают поочередно к каждой паре электродов от сварочного трансформатора. Многоточечную сварку применяют в основном в массовом производстве, где требуется большое число сварных точек на заготовке.
Шовная сварка.
Шовная сварка – разновидность контактной сварки, при которой между свариваемыми заготовки образуется прочное и плотное соединение. Электроды, подводящие ток к изделию и производящие осадку, имеют форму плоских роликов, между которыми пропускают свариваемые заготовки( рис.2, в).
В процессе шовной сварки листовые заготовки соединяют внахлестку, зажимают между электродами и пропускают ток. При движении роликов по заготовкам образуются перекрывающие друг друга сварные точки, в результате чего получается сплошной непрерывный плотный шов. Шовную точку, так же как и точечную, можно выполнить при двустороннем и одностороннем расположениях электродов.
Шовную сварку применяют в массовом производстве при изготовлении различных сосудов. Толщина свариваемых листов составляет 0,3 – 3 мм. Шовной сваркой выполняют те же типы сварных соединений, что и точечной, но используют для получения герметичного шва.
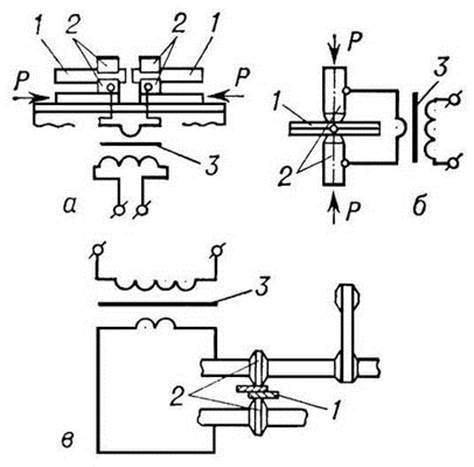
Рис.2. Виды контактной сварки: 1-свариваемый металл, 2- токоподводящие электроды, 3- трансформатор.
|
из
5.00
|
Обсуждение в статье: Общие сведения о контактной сварке. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы