 |
Главная |


Глава II. Реализации исследуемого технологического процесса.
|
из
5.00
|
Примерная планировка цеха контактной точечной сварки.
Наибольшее значение в повышении производительности и облегчении условий труда при серийном и массовом характере производства имеет организация технологического процесса по поточному методу с применением различных машин и устройств для комплексной механизации процесса изготовления сварных изделий.
Поточный метод производства предусматривает изготовление изделий в поточных линиях. Примером организации поточных методов сборочно-сварочных работ и частичной их механизации, может служить изготовление металлических кабин грузовых автомобилей, запроектированное следующим образом.
Как правило, различные сварочные операции выполняются в общем потоке производства. Процессы сварки разбиваются на отдельные операции, которые выполняются в заданном темпе на специально заданном для этого оборудовании с максимально возможной степенью механизации сборочно-сварочных работ. На ряде предприятий созданы специальные автоматические сборочно-сварочные линии, в которых все операции выполняют без применения ручного труда.
Детали перед сваркой зачищают металлической щеткой, правят, подгоняют и собирают в приспособлении или прихватывают. Это необходимо для обеспечения стабильного процесса, который зависит от постоянства контактного сопротивления. Подготовленные поверхности пассивируют и зачищают от заусенцев, пыли, абразивов, окислов и других загрязнений.
Изготовление металлических кабин грузовых автомобилей осуществляется с применением точечной сварки. Мелкие узлы собирают и сваривают на точечных машинах стационарного типа и сварочных клещах, используя для этого различного рода кондукторы. Сборку и сварку крупных узлов кабины (двери, пол. спинку и др.) выполняют на многоэлектродных машинах. Основной тип соединения свариваемых деталей при точечной сварке - нахлёсточное (рис. 9).

Рис. 9. Схема нахлесточных соединений боковины кузова легкового автомобиля.
Движение кузова по линии начинается со сварки моторного отсека, который затем попадает на пост сварки основания. Кроме моторного отсека основание включает переднюю и заднюю части пола. Далее следуют еще два поста доварки основания. Перемещение с позиции на позицию на первых постах происходит с помощью тельферов. Параллельно с правой и левой стороны на стендах идет сварка боковин. Передача с поста на пост и загрузка в главный кондуктор автоматизированы. В последнем происходит процесс формирования геометрии кузова. Главный кондуктор оборудован встроенными клещами, по 15 штук с каждой стороны, которые подваривают основные точки. Для выполнения точечной сварки используется большое количество подвесных машин различного типа (клещи, опорные с пневматическим приводом и ручные однополюсные пистолеты).
Для облегчения труда рабочего на каждой операции имеются специализированные сварочные клещи и пистолеты с минимальным весом и габаритами. После разжатия прижимов тельфер передает кузов на стенд, где совершается приварка крыши к кузову в кондукторе. На этом стенде используют механизированные сварочные клещи. Существует также три поста доварки кузова, где доваривают те точки, сварка которых была невозможна в главном кондукторе, но необходима для прочности кузова. После этого тельфер опускает кузов на технологическую тележку и передвигает на пост маркировки. Далее происходит доварка швов дуговой сваркой, навеска капота, дверей, крыльев и подготовка поверхности кузова в камере рихтовки. Затем кузов на тележке выкатывают на подъемную секцию, расположенную на линии сварки. Кузов зацепляют «крабом», поднимают на второй этаж и по системе ПТК (подвесной толкающий конвейер) отправляют на окраску. Транспортировка деталей,и узлов для сборки кабин производится конвейерами. На конвейере применены сборочные стенды с быстродействующими пневматическими зажимами.
Производственный процесс заканчивается контролем прочности сварных точек, который выполняют с помощью оборудования ультразвукового контроля сварных соединений.
Для перемещения деталей с одной операции на другую предусмотрены универсальные транспортные средства: мостовой кран и подвесной толкающий конвейер.
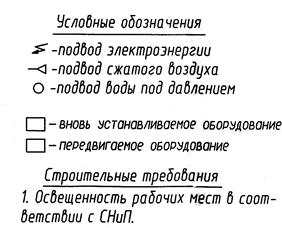

Рис.10. Схема цеха контактной точечной сварки.

|
из
5.00
|
Обсуждение в статье: Глава II. Реализации исследуемого технологического процесса. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы