 |
Главная |


Технология ремонта буксовых узлов на роликовом участке
|
из
5.00
|
После оприходования бригадиром колесных пар и определения вида ремонта, колесные пары с буксами на роликовых подшипниках, подлежащих полной ревизии, поступают в демонтажное отделение, где производится демонтаж буксовых узлов и обмывка колесных пар.
Демонтаж буксовых узлов. При демонтаже буксы не допускается сбрасывать ее с шейки оси. Запрещается использовать любой ударный инструмент для удаления подшипников из корпуса.
При демонтаже букс с роликовыми подшипниками на горячей посадке, работы выполняются в следующем порядке:
- отвернуть болты крепительной крышки, а затем снять крепительную крышку вместе со смотровой;
- удалить смазку с крышки и из передней части буксы;
- отвернуть и снять болты стопорной планки или тарельчатой шайбы. Планку или шайбу снять;
- отвернуть и снять торцевую гайку, а также упорное кольцо переднего подшипника;
- снять корпус буксы вместе с блоками подшипников (наружное кольцо с сепаратором и роликами) с внутренних колец, насаженных на шейку оси;
- вынуть из корпуса буксы блоки подшипников;
- снять при необходимости внутренние кольца и лабиринтное кольцо с шейки оси.
При демонтаже буксовых узлов, собранных с применением анаэробных клеев–герметиков типа «Трибопласт» возникают трудности, связанные со значительной прочностью полученных резьбовых соединений. После демонтажа клеерезьбовых соединений буксовых узлов отвержденный клей–герметик удаляется с резьбы металлической щеткой и обтирочными материалами.
Подготовка к монтажу. Промывка подшипников и деталей букс.Роликовые подшипники 30-42726Е2М, 30-232726Е2М после демонтажа промываются в моечной машине мыльной эмульсией, подогретой паром до t 90о – 95оС, и просушиваются. Новые роликовые подшипники также промываются в машине.
Моющая жидкость (мыльная эмульсия) моечной машины должна содержать 8–10 % отработанной смазки ЛЗ-ЦНИИ. Для промывки новых подшипников допускается применять моющую жидкость с содержанием 1,0–1,5 % смазки ЛЗ-ЦНИИ.
Корпуса букс, смотровые и крепительные крышки, лабиринтные кольца, гайки, стопорные планки и болты промываются в моечной машине двумя моющими жидкостями при температуре не ниже 90ОС. Первая моющая жидкость содержит 2–5 % каустической соды, а вторая – 8-10% отработанной смазки ЛЗ-ЦНИИ от объема воды.
После промывки колесных пар вместе с внутренними и лабиринтными кольцами после выкатки колесных пар из моечной машины производить протирку колец обтирочным хлопчатобумажным материалом и покрытие их жидким индустриальным маслом.
Осмотр и комплектовка подшипников. Ремонт подшипников. Бывшие в эксплуатации подшипники (передний 30-232726Е2М, задний 30-42726Е2М) после промывки и просушки слесарь осматривает (при помощи лупы) и измеряет для определения их пригодности к дальнейшему использованию. Неисправные подшипники направляются в ремонт. При выпадении отдельных роликов из гнезд сепаратора измеряют диаметр и длину всех роликов.
Подшипники новые и бывшие в эксплуатации после промывки, просушки, остывания, осмотра или ремонта комплектуются по радиальным и осевым зазорам, по диаметрам отверстий внутренних колец.
Измерения подшипников производить после выдержки их в комплектовочном отделении не менее 8 часов.
Новые подшипники при поступлении на предприятие дополнительно к указанному выше осмотру, подвергаются 100% входному контролю на их соответствие требованиям ГОСТ 520–92. Контроль заключается в проверке: качества обработки колец, роликов и сепараторов; соответствия геометрии отверстий внутренних колец требованиям ТУ; радиальных и осевых зазоров; разности длин и диаметров роликов; наличия трещин и других видимых дефектов в кольцах, роликах и сепараторах. При обнаружении ненадлежащего качества оформляются рекламационные документы по качеству поставляемой продукции.
Подшипники осматривают для определения вида ремонта. Ремонт подшипников делится на два вида:
- первый – без переборки роликов;
- второй – с переборкой (измерением и подборкой роликов по диаметру и длине).
Первый вид ремонта подшипников производится без переборки роликов (без измерения роликов по диаметру и по длине) при замене сепаратора, зачистке (шлифовке) бортов колец, замене наружного или внутреннего колец, зачистке (шлифовке) дорожек качения колец. Кольца подвергаются магнитному контролю дефектоскопной установкой УМДП 9402. Ролики проверяются на вихретоковом дефектоскопе ВД–13 НФ.
Второй вид ремонта подшипников производится с переборкой роликов (с измерением роликов по диаметру и длине) производят при замене роликов (независимо от количества сменяемых роликов), выпадении отдельных роликов из гнезд сепаратора, зачистке (шлифовке) образующих роликов и торцов роликов, замене латунных сепараторов на полиамидные Е2М. Кольца подвергаются магнитному контролю дефектоскопной установкой УМДП 9402. Ролики проверяются на вихретоковом дефектоскопе ВД–13 НФ.
При втором виде ремонта подшипник полностью разбирают. При выпадении отдельных роликов из гнезд сепаратора проверяют диаметр и длину всех роликов и подшипник вновь собирают. При этом разность диаметров роликов в подшипнике должна быть не более 5 мкм, а разность длин роликов - не более 12 мкм. После разборки все детали осматривают. При необходимости ролики и кольца шлифуют.
Полиамидные сепараторы Е2М подвергаются контролю на наличие трещин и других дефектов с помощью прибора КС-221 А.
Годные ролики подшипников сортируют (измеряют) по диаметрам в трех сечениях (в середине и по краям) цилиндрической части. Измерение роликов после зачистки производят не ранее, чем через один час.
При комплектовке подшипников производится обязательная замена латунного сепаратора на сепаратор из стеклонаполненного полиамида.
Отремонтированные подшипники осматривают и проверяют по радиальному зазору: среднее арифметическое значение радиального зазора должно быть 0,09–0,20 мм. Разность крайних значений радиального зазора при трех измерениях щупом не должна превышать 20 мкм у цилиндрического подшипника.
На отремонтированные подшипники, используя прибор для поверхностного электромеханического маркирования, наносят следующую надпись: на наружном кольце подшипника после номера ставят букву РI или РII в зависимости от вида ремонта, месяц римскими цифрами и две последние цифры года и условный номер ВКМ «114».
Запрещается постановка внутренних колец подшипников изготовленные из стали ШХ 15, ШХ 15 СГ, ШХ 15 СГШ. Установке подлежат внутренние кольца изготовленные из стали регламентированной прокаливаемости ШХ 4.
На торцевую часть внутренних колец со стороны скоса наносится маркировка:
новые внутренние кольца – номер подшипника, дата изготовления, условный номер завода изготовителя;
старые и ремонтные внутренние кольца – порядковый номер кольца (присваивается нарастающим с начала месяца), месяц и год постановки, условный номер предприятия проводившего полную ревизию буксового узла.
Маркировка внутренних колец заносится в журнал формы ВУ-90 в графе «примечание».
Перед сборкой блоков подшипников ролики, дорожки качения и борта наружных колец смазывают препаратом–модификатором эМПи–1 (смесь минерального масла и активного компонента - порошка дисперсностью не более 10 мкм), предназначенный для снижения износа, коэффициента трения и предотвращения задиров на трущихся поверхностях. Смазывание блока подшипника производят из масленки (с применением мерного стаканчика) с последующим многократным проворачиванием сепаратора с роликами в наружном кольце.
Измерение радиальных зазоров. Радиальные зазоры в свободном состоянии цилиндрических подшипников следует определять на приспособлении, как это показано на рисунке 5.1. Для этой цели на приспособлении укрепляют эталонное внутреннее кольцо 2 с бортом. Для удобства установки подшипников к внутреннему кольцу устанавливают специальную конусную оправку 1.
При установке двух цилиндрических подшипников после демонтажа или установке новых подшипников допускается производить контроль значений и разности радиальных зазоров парных подшипников непосредственно на шейке оси.
За радиальный зазор принимают среднее арифметическое значение трех измерений при повороте наружного кольца на 120о вокруг оси. Полученные радиальные зазоры записывают карандашом на наружной или торцевой поверхностях соответствующих наружных колец подшипников, а также в журнал формы ВУ–90.
Величины радиальных зазоров подшипников для грузовых вагонов составляют:
- в свободном состоянии 0,09 – 0,25 мм;
- непосредственно на шейке оси менее 0,04 мм.
Измерение осевого зазора в подшипнике. Осевой зазор – зазор между торцами роликов и бортами наружных колец. Для предотвращения заклинивания роликов зазор должен быть не менее 0,06 мм.
Осевой зазор измеряют щупом, который вставляют между торцом одного из роликов и бортом наружного кольца. Измерения производят в трех местах при повороте наружного кольца вокруг оси. За осевой зазор принимают его минимальное значение.
Подбор парных подшипников.Парные подшипники, устанавливаемые на одну шейку оси, подбирают по радиальным зазорам. Разность радиальных зазоров у двух парных подшипников должна соответствовать 0,02 мм (при измерении радиального зазора со своими внутренними кольцами) или 0,01 мм (при измерении радиального зазора с применением эталонного кольца).
Радиальный зазор непосредственно на шейке оси определяют щупом в нижней части подшипника или специальным приспособлением с индикатором часового типа. За радиальный зазор принимают среднее арифметическое значение трех измерений при повороте наружнего кольца на 120О вокруг оси. Разность радиальных зазоров непосредственно на шейке оси должна соответствовать 0,00; 0,01 или 0,02 мм.
Парные подшипники должны обеспечивать смещение корпуса буксы по отношению к шейке оси в осевом направлении в пределах осевого разбега.
Осевой разбег двух цилиндрических подшипников, устанавливаемых на одну шейку оси, замеру не подлежит и обеспечивается конструкцией подшипников при условии правильности постановки двух подобранных подшипников в буксу (маркировки блоков подшипников должны быть обращены наружу буксы) и находится в пределах 0,68–1,38 мм.
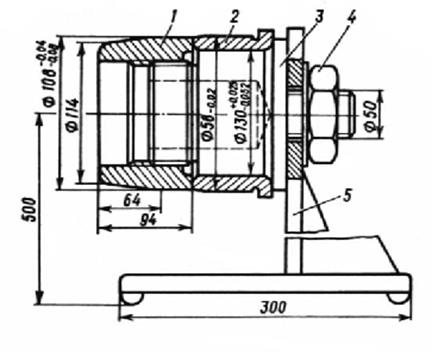
Рисунок 5.1 - Приспособление для измерения радиальных зазоров
1 – конусная оправка; 2 – эталонное кольцо; 3 – оправка; 4 – гайка; 5 – стойка;
Измерение диаметра внутреннего кольца подшипника.У цилиндрических подшипников внутренние кольца подбирают на шейку оси по натягу, который создается за счет разности диаметров внутренних колец и шейки оси (диаметр кольца должен быть меньше диаметра шейки на величину натяга).
Диаметр отверстия внутреннего кольца подшипника измеряют приборами УД-2В или прибором модели БВ–7492–01 в двух сечениях на расстоянии 10 мм от торца. Для подсчета натяга принимают среднее арифметическое значение отклонений измерительной головки при измерении в двух сечениях кольца.
Для облегчения подбора подшипников по шейке оси в пределах допускаемого натяга внутренние кольца подшипников могут быть разделены на группы I, II, III, IV в зависимости от отклонения посадочного диаметра от номинального размера:
- в первую группу входят внутренние кольца с отклонениями диаметра отверстия от 0 до 8 мкм;
- во вторую группу входят внутренние кольца с отклонениями диаметра от -9 до -17 мкм;
- в третью группу входят кольца с отклонениями от -18 до -25 мкм.
По результатам измерений на посадочной поверхности внутреннего кольца отмечают карандашом среднее арифметическое значение отклонения от номинального размера или номер группы, к которой данное кольцо отнесено по результатам измерений.
Натяг на посадку внутренних колец подшипников должен быть 0,030–0,065 мм. При радиальном зазоре, замеренном в свободном состоянии более 0,12 мм натяг может быть 0,07 мм.
Рекомендуемое деление на размерные группы по среднему значению диаметра отверстия внутреннего кольца приведено в таблице 5.1.
Таблица 5.1 - Размерные группы внутренних колец подшипников
| Размерная группа | Среднее значение диаметра отверстия внутреннего кольца, мм |
| I | 129,992 – 130,000 |
| II | 129,983 – 129,991 |
| III | 129,975 – 129,982 |
| IV | 129,935 – 129,950 |
Разрешается применение внутренних колец подшипников у пассажирских и грузовых колесных пар при выпуске из ремонта с допусками на размер 130 мм (-0,035 – 0,07) мм с использованием осей типа РУ1 и РУ1Ш с диаметрами шеек осей 129,960 мм – 130,052 мм без их восстановления при условии соблюдения натяга в пределах 0,03 – 0,07 мм.
Осмотр корпусов букс. После промывки корпуса осматривают. Внутреннюю посадочную поверхность корпуса буксы, упорный буртик и лабиринтную часть зачищают от коррозии, заусенцев и протирают концами, смоченными керосином, а затем сухими. На посадочной поверхности корпуса буксы после устранения коррозионных повреждений допускаются темные пятна, т.е. нельзя зачистку поверхности доводить до металлического блеска.
Посадочную поверхность (внутренний диаметр) корпуса буксы проверяют индикаторным нутромером НИ на соответствие размерам п. 6.1 Инструкции 3–ЦВРК (Утв. 01.04.2001 г.).
Корпуса букс, имеющие износ по посадочной поверхности (диаметру отверстия) выше допускаемой нормы, а также с повреждениями лабиринтной части, резьбовых отверстий и другими повреждениями подлежат ремонту.
Запрещается сдавать в металлический лом корпуса букс, подлежащие ремонту. Изношенные поверхности корпусов букс подлежат восстановлению наплавкой. При поступлении новых корпусов букс производить 100 % контроль резьбы М20 проходными и непроходными калибрами.
Осмотр деталей буксового узла. Лабиринтные кольца после зачистки и промывки протирают и проверяют на соответствие размеров. На посадочных поверхностях и в лабиринте не допускаются трещины, вмятины, забоины, заусенцы и другие неисправности. Посадочный диаметр лабиринтного кольца 165,0+0,12 мм, овальность отверстия 165 мм не более 0,1 мм, конусообразность отверстия по диаметру 165 мм не более 0,05 мм. Замеры производятся индикаторным нутромером НИ ГОСТ 868–82 в двух взаимно перпендикулярных направлениях.
Крепительные и смотровые крышки после зачистки и промывки осматривают. Соединенные между собой крепительные и смотровые крышки разъединяют для замены и вновь собирают. На крышках не допускаются трещины, вмятины, забоины, задиры, заусенцы, перекосы и другие дефекты. Смотровые крышки, деформированные по привалочной поверхности, выравнивают.
Гайки, стопорные планки, шайбы и болты после промывки должны быть осмотрены. На них не допускаются забоины, заусенцы и другие неисправности, влияющие на работу узла.
Резиновые кольца, устанавливаемые между крепительной крышкой и буксой, а также прокладки между крышками независимо от их состояния заменяют при каждой полной ревизии букс.
Дефектоскопист проводит внешний осмотр поверхности стопорных планок (с применением, при необходимости, лупы) на наличие рисок, задиров, забоин и других видимых глазом дефектов. Выявленные при осмотре дефекты устраняются зачисткой. Если при внешнем осмотре стопорных планок обнаружены недопустимые дефекты, то такие планки к проведению магнитопорошкового контроля не допускаются.
Соответствие геометрических параметров стопорной планки проверяется при помощи шаблона на стопорную планку ШСП.
Основные контролируемые размеры:
- угол наклона хвостовика (40 + - 30 );
- расстояние между осями отверстий планки (55 + - 0,5) мм;
- диаметр отверстия планки (13 + 0,24) мм.
Стопорные планки, проверенные по шаблону, подвергаются дефектоскопированию магнитопорошковым методом контроля на дефектоскопе МД-12 ПШ.
После дефектоскопирования стопорных планок перед постановкой в буксовый узел при производстве полной ревизии должны набиваться клейма: месяц, год и условный номер ВКМ «114». Клейма наносить между отверстиями под болты М12. При необходимости старые клейма зачистить.
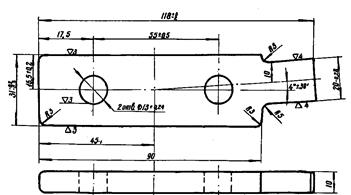
Рисунок 5.2 – Контроль стопорных планок
Монтаж буксового узла. Колесные пары, поступающие на монтаж, устанавливаются в ряд на рельсовые пути монтажного отделения.
К монтажу допускаются подшипники и колесные пары, имеющие температуру окружающей среды.
Весь измерительный инструмент, а также приборы, применяемые при монтаже букс и комплектовании подшипников, должны подвергаться периодической проверке, содержаться в чистоте и полной исправности.
За техническое состояние шеек, предподступичных частей осей и их размеры отвечают работники колесного цеха, работники роликового цеха несут ответственность за монтаж буксового узла.
Монтаж лабиринтных колец и внутренних колец подшипника способом холодной напрессовки. Подготовка лабиринтных колец, внутренних колец подшипника и оси колесной пары к запрессовке должна производиться с соблюдением следующих требований:
- в зонах переходов от посадочных поверхностей к торцевым заусенцы не допускаются и должны быть тщательно зачищены;
- на оси колесной пары заходные фаски на торцах шеек и предподступичных частях.
Допускается удаление острых кромок и заусенцев в указанных зонах шлифовальной бумагой с зернистостью 6 с применением масла.
Посадочные поверхности шеек и предподступичных частей оси, внутренних колец и лабиринтных колец должны быть тщательно очищены и насухо протерты.
Посадочные поверхности шеек и предподступичных частей оси, внутренних колец и лабиринтных колец должны быть покрыты ровным тонким слоем пасты ВНИИНП-232 по ГОСТ 14068-79.
Внутренние кольца подшипников и лабиринтные кольца и ось колесной пары должны иметь одинаковую температуру.
Допускается превышение температур лабиринтных колец и внутренних колец подшипников над температурой оси не более трех градусов.
Лабиринтные кольца для посадки на предподступичную часть оси бригадир роликового цеха подбирает по натягу, который создается за счет разности диаметров кольца и предподступичной части. Для определения натяга внутренний диаметр лабиринтного кольца измеряют индикаторным нутромером НИ ГОСТ 868–82, а диаметр предподступичной части оси измеряют микрометром гладким МК ГОСТ 6507–90. Измерения производят в двух взаимно-перпендикулярных направлениях.
По результатам этих измерений определяют средние диаметры лабиринтного кольца и предподступичной части оси, по которым и производят подсчет натяга. Диаметр лабиринтного кольца должен быть меньше диаметра предподступичной части оси на значение допускаемого натяга в пределах 0,02–0,15 мм.
Внутренние кольца подшипников для запрессовки на шейку оси бригадир роликового цеха подбирает по натягу, который создается за счет разности диаметров колец и шейки оси.
Для определения натяга на посадку внутренних колец измеряются диаметры шеек осей в двух сечениях, соответствующих серединам внутренних колец подшипников, и в двух взаимно перпендикулярных направлениях. Шейки осей колесных пар, аналогично внутренним кольцам, в зависимости от их отклонения от номинальных размеров также могут быть разбиты на три размерные группы. Рекомендуемое деление шеек осей на размерные группы по посадочному диаметру приведено в таблице 5.2.
Таблица 5.2 - Размерные группы шеек осей по посадочному диаметру
| Размерная группа | Среднее значение диаметра шейки оси, мм |
| I | 130,043 – 130,052 |
| II | 130,034 – 130,042 |
| III | 130,025 – 130,033 |
| IV | 129,960 – 130,052 |
По результатам этих измерений определяют средние диаметры шеек осей. Полученные средние значения отклонений от номинальных размеров или номер группы пишут на наружной грани обода колеса.
Внутренние кольца первой группы устанавливают на шейку оси первой группы, кольца второй группы – на шейку оси второй группы и т.д. На правую и левую шейки оси одной колесной пары могут быть установлены кольца различных групп.
Запрессовка колец на ось производится на прессе холодной напрессовки ГД-503М, который обеспечивает скорость движения плунжера 2,5…4 мм/с.
За один ход плунжера пресса обеспечивается одновременная запрессовка на ось всего комплекта колец: двух внутренних колец подшипников и лабиринтного кольца.
Запрессовка подшипников на ось должна обеспечивать:
- натяги внутренних колец на шейке 0,040…0,065 мм. Допускается для типового подшипника натяг 0,070 мм при условии, что радиальный зазор в нем более 0,12 мм.;
- натяги лабиринтного кольца на предподступичной части 0,04…0,15 мм.;
- конечные усилия запрессовки на ось всего комплекта колец: двух внутренних колец подшипников и лабиринтного кольца 68,8…176,6 кН (6,5…18,0 тс) (15…40,9 кгс/см2).
- усилия запрессовки на ось двух внутренних колец подшипников 44,1…127,4 кН (4,5…13,0 тс) (10,2…29,5 кгс/см2).
- предельные усилия обжатия запрессованных на ось всего комплекта колец: двух внутренних колец подшипников и лабиринтного кольца 245,2…294,3 кН (25,0…30,0 тс) (57,0…68,8 кгс/см2).
Предельные усилия обжатия должны поддерживаться при упоре в торец предподступичной части оси всего комплекта напрессованных на ось деталей монтируемых буксовых узлов в течение 3…5секунд.
Допускается запрессовка одного и того же комплекта колец на одну и ту же сторону оси колесной пары не более двух раз.
Конечные усилия запрессовки двух внутренних колец подшипников на ось должны фиксироваться и заноситься в монтажный журнал формы ВУ-90 в графу 24.
Скорость движения плунжера следует контролировать после ремонта пресса или замены масла, но не реже одного раза в полгода.
Плотность прилегания внутренних колец друг к другу и к лабиринтному кольцу контролируется щупом. Пластина щупа толщиной не более 0,04 мм может войти в зазор между деталями на участке длиной не более 1/3 окружности.
После этого приступают к монтажу букс. Перед установкой буксы на шейку оси в лабиринтное кольцо закладывают смазку ЛЗ-ЦНИИ в количестве 100 г., равномерно распределенную по всему периметру.
Монтаж буксового узла. Цилиндрические подшипники, устанавливаемые на одну шейку оси, бригадир подбирает по радиальным и осевым зазорам, а внутренние кольца – по размерам внутренних диаметров.
Перед монтажом корпусов букс с блоками подшипников на шейку оси контролируют плотность посадки внутренних колец на шейке оси специальным приспособлением.
В корпус буксы после покрытия его посадочной поверхности тонким слоем масла последовательно вручную вставляют блок (наружное кольцо с роликами) заднего подшипника так, чтобы сторона кольца с маркировкой была обращена к лабиринтной части буксы, и блок переднего подшипника так, чтобы его торец с маркировкой был обращен к передней части корпуса.
Роликовые подшипники, установленные в буксы, и проточки лабиринтной части буксы или лабиринтного кольца полностью заполняют по всему периметру смазкой ЛЗ-ЦНИИ. При этом в подшипниковые блоки и свободное пространство между задним подшипником и лабиринтным кольцом закладывают 0,5 - 0,6 кг, а в лабиринтное уплотнение - 0,1 кг.
Корпус буксы с установленными блоками подшипников надвигают на внутренние кольца. Тугое перемещение корпуса буксы означает, что были допущены нарушения в подборе радиальных зазоров. Корпус буксы с блоками подшипников на внутренние кольца должен устанавливаться свободно, без особого усилия.
После установки корпуса буксы на шейку надевают упорное кольцо переднего подшипника маркировкой, обращенной к передней части корпуса буксы, на резьбовую часть оси навинчивают гайку М110х4 высотой 51 мм. Гайки предварительно подбирают по резьбе шейки оси для обеспечения наименьшего зазора в резьбовом соединении.
Запрещен выпуск колесных пар при производстве полного освидетельствования с гайкой М110х4 без кольцевой выточки.
При монтаже гайки М110х4 необходимо в обязательном порядке использовать анаэробный клей-герметик типа «Трибопласт-6» или «Трибопласт-9». Предварительно резьбовую часть оси и гайку тщательно протирают обтирочным материалом и обезжиривают одним из моющих водных растворов (ПАВ) или бензином «Калоша». Наличие смазки в канавках резьбы не допускается. После обезжиривания следует обязательно насухо протереть чистым обтирочным материалом для удаления влаги.
Клей на резьбовую часть наносят не ранее чем через 3-5 минут в случае применения для обезжиривания бензином, и 15-20 минут при использовании моющих растворов (ПАВ).
Клеем заполняют канавки трех-четырех витков резьбы (со стороны торца оси) равномерно по сектору на угол 90о. После этого производят выравнивание клея и заполнение всех впадин резьбы клеем путем прогона гайки М110 на величину резьбы. Произвести закручивание гайки сразу после нанесения герметика. Расход клея-герметика на одну гайку М110 составляет 10-11 г.
Гайку затягивают до соприкосновения с плоским упорным кольцом переднего подшипника и туго поджимают гаечным ключом и молотком массой 3–5 кг двумя–четырьмя ударами до получения чистого металлического звука.
Затем в паз оси устанавливают стопорную планку, не вводя ее хвостовик в шлиц гайки. Планку устанавливают в такое положение, чтобы при последующей затяжке гайки для ввода хвостовика планки в шлиц гайка повернулась бы от половины до одной коронки.
Затяжку гайки производят только поворотом по часовой стрелке. Поворот гайки в обратном направлении, т.е. ослабление ее затяжки, запрещается. При затяжке гайки буксу слегка поворачивают для того, чтобы убедиться в отсутствии заклинивания подшипников. После этого устанавливают и закрепляют болты стопорной планки. Под болты устанавливают пружинные шайбы. Болты связывают мягкой проволокой диаметром 1,5 – 2,0 мм, проходящей через отверстия в их головках. Проволоку увязывают по форме цифры «8».
При торцевом креплении подшипников шайбой тарельчатой, ее после установки плоского упорного кольца переднего подшипника надевают на шейку оси и прикрепляют к торцу шейки оси четырьмя или тремя болтами М20х60 с головкой, выполненной с ложной шайбой. При монтаже торцового крепления подшипников шайбой должны использоваться болты без следов коррозии. Особое внимание следует уделять состоянию места перехода стержня болта к головке. При обнаружении задиров в месте перехода стержня болта к головке радиусом менее 0,8 мм ил других повреждений, болты к дальнейшей эксплуатации в торцевом креплении не допускаются. Повреждённые болты заменяют.
Затяжка болтов М20 производится динамометрическим ключом усилием с крутящим моментом 230–250 Нм (23-25 кгс/м). Затяжка болтов должна быть равномерной. Для этого завинчивание трех болтов производят дважды по периметру, а четырех – по схеме в следующем порядке: 1-2-3-4-3-4-2-1.
Затем лепестки стопорной шайбы загибают клещами на грань головки каждого болта и доводят до плотного прилегания лепестков шайбы к граням головки болта.
На бирке (рисунок 5.3) выбивают:
- индивидуальный номер колесной пары, который включает в себя условный номер предприятия-изготовителя черновой оси, порядковый номер черновой оси и год изготовления черновой оси;
- дату полного освидетельствования (месяц и две последние цифры года);
- условный номер ВКМ;
- код государства-собственника колесной пары (определяется по клейму, нанесенному на боковой поверхности ободов с наружной стороны колес).
При нанесении индивидуального номера колесной пары необходимо учитывать, что условный номер предприятия-изготовителя черновой оси должен состоять из 4 знаков, порядковый номер черновой оси должен иметь максимальное число знаков – 6, а год изготовления оси – 2 знака (две последние цифры года).
Если условный номер предприятия-изготовителя черновой оси состоит из одного знака, то при написании индивидуального номера колесной пары его необходимо дополнить тремя нулями с левой стороны до 4-х знаков, если из двух знаков, то дополнить двумя нулями, а если из трех – одним нулем.
Под болты правой и левой шеек оси устанавливают стопорные шайбы, на которые набивают клейма:
- на стопорной шайбе правой шейки оси выбивают индивидуальный номер оси, знак формирования, условный номер ВКМ, дату производства этих работ (месяц и две последние цифры года). При выбивании на бирке и на стопорной шайбе правой шейки оси индивидуального номера колесной пары между условным номером предприятия-изготовителя черновой оси допускается делать пропуск в размере одного знака;
- на стопорной шайбе левой шейки оси выбивают дату последнего полного освидетельствования колесной пары и условный номер ВКМ, производившего последнее полное освидетельствование колесной пары и полную ревизию букс. Месяц на стопорной шайбе выбивают клеймами с арабскими цифрами.
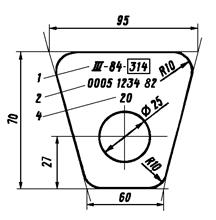
Рисунок 5.3 – Бирка для одного болта
1 – месяц, год, номер пункта, производившего полное освидетельствование колесной пары и монтаж букс; 2 – индивидуальный номер колесной пары; 3 – знак «О», месяц, год и номер пункта, производившего обточку колесной пары без демонтажа букс; 4 - код государства-собственника колесной пары.
После закрепления подшипников в осевом направлении производят установку буксовых крышек. Между крепительной и смотровой крышками при их сборке ставят новую резиновую прокладку толщиной 3 мм. Внутренние поверхности крепительной и смотровой крышек, а также цилиндрическую посадочную поверхность крепительной крышки и соответствующую поверхность корпуса буксы, болты М20 и М12 и отверстия под них смазывают тонким слоем смазки ЛЗ-ЦНИИ. Крышки скрепляют между собой четырьмя болтами М12, под которые устанавливают пружинные шайбы, при этом запрещается устанавливать болты с различными размерами головок. Болты затягивают с применением гаечного ключа.
Смазку ЛЗ-ЦНИИ массой 0,2 кг укладывают на внешнюю поверхность гайки по всему периметру и на переднюю видимую часть подшипника и уплотняют пальцами так, чтобы смазка проникла между сепаратором и бортом наружного кольца. Общее количество смазки, закладываемой в буксы должно быть равно 0,8 – 0,9 кг, при этом смазку можно дозировать мерной емкостью вместо взвешивания.
Между торцом корпуса и фланцем крышки устанавливают новое резиновое кольцо, имеющее сечение диаметром 4 мм, фланцевую поверхность крышки смазывают смазкой из расчета заполнения всего зазора между этой поверхностью и торцом корпуса буксы после затяжки болтов. После этого буксу закрывают крышками, прикрепляемыми к корпусу болтами М20, под которые также устанавливают пружинные шайбы. Под один болт крепительной крышки буксы правой шейки оси с левой стороны устанавливают бирку с клеймами (см. рисунке 5.3).
Болт М20 крепительной крышки и болт М12 смотровой крышки увязывают между собой проволокой и ставят пломбу с клеймом ВКМ.
После монтажа буксовых узлов производить обкатку-прокручивание колесных пар на установке АЛ-2-3 с частотой вращения 250 об/мин. В течение 5 минут без приложения внешней нагрузки.
Правильность сборки буксы контролируют по наличию зазора между фланцевой поверхностью крепительной крышки и торцевой поверхностью буксы и по легкости ее вращения на шейке оси, которое должно быть совершенно свободным (букса вращается вручную). Допускается неравномерный зазор по всей окружности, при этом минимально допускаемый зазор 0,3 мм должен находиться в зоне расположения ушков крепительных крышек.
Причинами затруднительного вращения может быть чрезмерное заполнение буксы смазкой, случайное попадание в буксу посторонних тел (металлическая стружка, тряпки и т.д.), особенно опасно отсутствие осевого разбега буксы, трение сепаратора о борт внутреннего кольца заднего подшипника или о плоское упорное кольцо переднего. Эти причины должны быть немедленно выяснены и устранены.
Вручную проверяют осевое смещение буксы. Букса должна свободно перемещаться вдоль шейки оси в пределах осевого разбега. Не допускается защемление роликов в осевом направлении.
Восстановление трущихся поверхностей направляющих ребер и опорных поверхностей корпусов букс способом наплавки.Восстановлению наплавкой подлежат корпуса букс, удовлетворяющие по ремонтным параметрам требованиям Инструкции по сварке и наплавке при ремонте грузовых вагонов ЦВ-201-98 и Инструктивным указаниям по эксплуатации и ремонту вагонных букс с роликовыми подшипниками 3-ЦВРК. При этом наплавку опорной поверхности «Б» производить, если расстояние от оси буксы до опорной поверхности не менее 163 мм (без ребер жесткости) и 165 мм (с ребрами жесткости), наплавку же трущихся поверхностей «А» - если расстояние между челюстями вдоль оси вагона не менее 318 мм.
Корпуса букс подвергают визуальному осмотру. Корпуса букс с трещинами и отколами к наплавке не допускаются.
Для наплавки мест износа корпусов букс применяются сварочные электроды марок АНП-13 по ТУ-1272-035-01124328, обеспечивающие твердость 250-300 НВ и повышение износостойкости наплавленной поверхности до 4 раз.
Комплект оборудования участка включает:
- сварочный источник постоянного тока с номинальным значением тока не менее 300А;
- устройства для предварительного деформирования корпусов букс, состоящие из трех домкратов гидравлических ДПО с гидронасосом ручным и манометром;
- устройство для крепления корпусов букс и их поворота при наплавке восстанавливаемых поверхностей.
Перед восстановлением наплавкой опорные поверхности «Б» и трущиеся поверхности «А» корпусов букс зачищаются до металлического блеска щеткой и протираются ветошью.
Во время наплавки температура в помещении должна быть не ниже +10оС. При поступлении корпусов букс при температуре наружного воздуха ниже + 10оС, они должны предварительно до наплавки выдерживаться в цехе не менее восьми часов для выравнивания температуры.
Наплавка осуществляется на постоянном токе обратной полярности. Минус источника питания подсоединяется к корпусу буксы с помощью болта М 20, вворачиваемого в отверстие крепления крышки буксы.
Наплавка опорной поверхности «Б» производится без предварительного нагружения с припуском на механическую обработку 2 мм. Наплавку направляющих поверхностей «А» осуществляют с нагружением корпуса буксы в направлении поверхностей «А» усилием 16– 20 тонн с помощью домкрата. Усилие нагружения контролируется по манометру, установленному на гидравлическом насосе (при диаметре поршня 100 мм давление показываемое манометром 200–250 атм).
Контроль размеров производить после полного остывания корпуса буксы до температуры окружающей среды (не менее, чем через 6 часов после завершения наплавки) и после механической обработки. После механической обработки наплавленных поверхностей размеры проверяются от оси корпуса буксы и должны соответствовать требованиям инструкции 3–ЦВРК (утв. 12.03.98 г.)
Наплавленные корпуса букс должны иметь на наружной торцевой механически обработанной поверхности со стороны крепительной крышки маркировку клеймами по дуге в одну строчку: «Н» - корпус наплавлен; «114» - условный номер ВКМ; «03» - две последние цифры года.
Организация контроля за качеством проведения ревизии букс с роликовыми подшипниками.Основным условием обеспечения высокого качества полной ревизии букс с роликовыми подшипниками является строгое соблюдение требований Инструктивных указаний по эксплуатации и ремонту вагонных букс с роликовыми подшипниками 3–ЦВРК (Утв. 1998 г.), Инструкции по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар ЦВ/3429 (утв. 1977 г.), настоящего технологического процесса, а также технических указаний ОАО «РЖД» по осмотру и ремонту отдельных узлов и деталей вагонных букс с роликовыми подшипниками.
Ответственно
|
из
5.00
|
Обсуждение в статье: Технология ремонта буксовых узлов на роликовом участке |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы