 |
Главная |


Технологическая оснастка
|
из
5.00
|

Для правильной установки и закрепления обрабатываемых заготовок на столе сверлильного станка применяют различные приспособления: тиски машинные (винтовые, эксцентриковые и пневматические), призмы, упоры, угольники, кондукторы, специальные приспособления и др.
Машинные тиски. Машинные винтовые тиски (см. рисунок 4) широко используют в единичном производстве. Они состоят из основания 4, закрепляемого на столе станка болтами, подвижной губки 2, неподвижной губки 3, винта 1 и рукоятки 5. Заготовка крепится между губками поворотом рукоятки, сообщающей вращение винту.
Кроме того применяются быстродействующие машинные тиски с рычажно- кулачковым механизмом; в серийном и массовом производстве применяются пневматические машинные тиски и пневмогидравлические тиски [1,стр. 100].
Кондукторы для закрепления заготовок
Обеспечивают правильное положение инструментаотносительно осиобрабатываемого отверстия на сверлильных станках.
Для направления режущего инструмента в корпусе кондуктора имеются кондукторные втулки, которые обеспечивают точную обработку отверстий в соответствии с чертежом. Они бывают постоянные (мелкосерийное производство обработка одни инструментом) и быстросменные (для массового и крупносерийного производства). Правильное положение обрабатываемых заготовок относительно инструмента обеспечивается установочными опорами[1,стр. 103].
Применение кондукторов устраняет необходимость в разметке, нанесении центровых отверстий, и других операций, связанных со сверлением по разметке. Поэтому их широко используют в серийном и массовом производстве.
Поворотные и пердвижные приспособления
К числу поворотных и передвижных приспособлений, используемых сверлильных станках, относятся нормализованные стойки, поворотные и передвижные столы, применяемые для обработки отверстий обычно вместе со съемными рабочими приспособлениями — поворотным кондукторами для установки и закрепления обрабатываемой заготовки и направления режущего инструмента. Поворотные приспособления, имеющие горизонтальную ось вращения делительной планшайбы, называют поворотными стойками, а приспособления с вертикальной осью вращения — поворотными столами[1,стр. 110].
Патроны
Для закрепления сверл, а также разверток, зенкеров и зенковок применяются специальные приспособления — патроны и переходные втулки. Патроны укрепляются в шпинделе сверлильного станка или дрели и от шпинделя передают вращение и подачу сверлу [6,стр. 271].
Патроны бывают различной конструкции:
Двухкулачковый патронсостоит из корпуса, в пазах которого перемешаются навстречу друг другу или раздвигаются два стальных закаленных кулачка. Кулачки перемещаются при вращении винта, имеющего на одном конце правую, а на другом — левую резьбу. Такая же резьба имеется и на кулачках.
Трехкулачковый патрон, представляющий собой хвостовик , на который навинчена втулка, с резьбой на наружной поверхности. На эту резьбу навертывается корпус с внутренним конусом. При навертывании корпуса три кулачка,прижатые к нему пружиной,сходятся и зажимают сверло.
Более точным является трехкулачковый патрон с наклонно расположенными кулачками.
Цанговый патрон представляет собой приспособление, служащее для зажима сверл небольшого диаметра с цилиндрическим хвостовиком в сверлильных станках. Цанговые патроны обеспечивают сильное и точное закрепление легкого и среднего инструмента. При больших нагрузках цанги работают плохо [6,стр. 272].
Переходные втулки
Применяется для инструмента имеющий конический хвостовик. Наиболее прост, удобен и точен метод установки режущего инструмента непосредственно в конус шпинделя сверлильного станка. Но не всегда внутренние конические гнезда шпинделя могут быть использованы для непосредственного крепления инструмента. Если размеры хвостовика не подходит к шпинделю применяют переходные короткие и длинные втулки. Их наружные и внутренние поверхности представляют собой стандартные конусы. Номера переходных втулок выбираются по размерам конусов режущего инструмента [6,стр. 247].
Инструменты и технологическая оснастка, применяемая при растачивании
Инструменты
При работе на расточных станках также как при сверлении используют сверла.
Расточные резцы
Расточные резцы применяются для растачивания предварительно просверленных отверстий.
Державка резцов делается массивной, чтобы предать ее необходимую жесткость.
Резцы применяются двух типов: для глухого растачивания и для сквозного. Отличаются они друг от друга формой головки. Державка расточных резцов имеет конусную форму с постепенно увеличивающимся диаметром от головки резца к зажимной части. Зажимной часть резца предается квадратная ил прямоугольная форма. Длина державки резца делается больше длины обрабатываемого отверстия.
Расточной резец состоит из трех основных частей: сменной неперетачиваемой пластины, тела расточной оправки и хвостовика. Хвостовик – это часть расточной оправки, по которой ведется ее базирование и закрепление. Обычно длина закрепления равна четырем диаметрам оправки. Расстояние от хвостовика до пластины, т.е. незакрепленная часть резца, называется вылетом [2.стр. 56].
Вылет определяет максимальную глубину растачивания и является самым важным размером расточного резца. Слишком большой вылет вызывает избыточные упругие деформации расточной оправки, способствует появлению вибраций, которые ухудшают качество поверхности, и может привести к преждевременному износу пластины.
Для большинства операций необходимо выбирать расточную оправку с максимальной статической и динамической жесткостью. Статической жесткостью оправки называют ее способность противостоять упругим деформациям (отжиму) под действием силы резания. Динамическая жесткость оправки определяется ее способностью гасить вибрации.
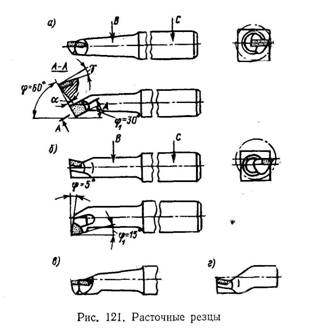
Расточный резец для обработки сквозных отверстий изображен на рис. 5, а, а для растачивания глухих (несквозных) — на рис. 5,б. Часть В каждого из этих резцов круглого, а часть С — квадратного сечения. Задние углы делаются не меньше 12°, а при малых диаметрах отверстия и больше 12°. Цилиндрическая часть резца должна быть возможно большего диаметра и меньшей длины, так как резец с тонким и длинным стержнем во время работы пружинит [8].
Применение расточных головок позволяет обрабатывать отверстия разных диаметров одним и тем же резцом, благодаря возможности радиального перемещения резца [7, стр. 52].
Расточные резцы изготавливаются из быстрорежущей стали; оснащаются пластинками из твердого сплава; для чистовой обработки металлов и их сплавов применяют расточные резцы с механическим креплением алмаза [4, стр. 33].
Оснастка
Координатное - расточные станки снабжают многочисленными приспособлениями, измерительным и специальным режущим инструментом для выполнения работ высокой точности. К их числу относят центроискатель с индикатором, оптический центроискатель, оправку - центроискатель, установочный центр, патроны, повортно-делительные столы и др. [5,стр. 100].
|
из
5.00
|
Обсуждение в статье: Технологическая оснастка |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы