 |
Главная |


Экономическое обоснование выбора методов обработки
|
из
5.00
|
При выборе метода обработки отверстий технологом рассматриваются следующие вопросы [2, стр. 396]:
- размеры и допуски на обрабатываемые отверстия;
- условие наибольшей экономичности всего технологического процесса изготовления деталей или отдельной его операции;
- выполнение условий наибольшей производительности операций.
Вопрос выбора станков по размерам и допускам был рассмотрен в пункте 2.2 работы.
Условие наименьшей себестоимости детали является основным критерием оценки целесообразность технологического процесса или отдельной операции. Экономичность той или иной операции определяется путем составления сравнительных вариантов изготовления детали и сравнения себестоимости детали, получаемой при осуществлении этих вариантов. Сравнивать экономических вариантов экономического процесса или операции можно различными способами, начиная от простых и приближенных подсчетов и кончая полной и подробной калькуляцией себестоимости вариантов. Технологическую себестоимость операции можно рассчитать, пользуясь специальными таблицами и формулами399. При экономическом сравнении операций учитываются и затраты труда, требующегося для изготовления специального оборудования и приспособлений; анализируются условия осложняющие осуществления вариантов обработки.
Выполнение условий наибольшей производительности операции иногда приводит к повышению себестоимость операции и повышенному расходу инструмента. Но если при этом понижается общая себестоимость обработки заготовки, повышается производительность всей линии станков, то такое решение будет и более экономичным.
В качестве примера сравнение вариантов обработки отверстий можно привести такой: В плате нужно просверлить большое количество отверстий одинакового диаметра с жестко выдержанными межосевыми расстояниями. Эту операцию можно выполнить на координатнорасточном станке, который позволяет выдержать необходимую точность. А можно изготовить кондуктор для сверлильного станка и точность тоже будет выдержанна. Производится экономическое обоснование выбора того или иного варианта при этом рассматривается стоимость станков той и другой группы (а значит и стоимость работ произведенных на этих станках и стоимость изготовления кондуктора). Как правило для единичного производства эту работу выгоднее производить на координатнорасточном станке. А для серийного и массового производства целесообразнее изготавливать кондуктор и выполнять эту работу на сверлильном станке.
Заключение
Из всего вышеизложенного можно сделать следующие выводы:
1 Большинство деталей машин и механизмов имеют круглые отверстия.
В зависимости от назначения отверстия могут быть: крепежными, ступенчатыми или гладкими, цилиндрическими и коническими и.т.д. К ним могут, предъявляются разные требования по точности изготовления: выдерживания размеров отверстий по диаметру, прямолинейность оси отверстия и образующий его поверхности, выдерживание размеров по межосевым расстояниям от базы перпендикулярно к торцевым поверхностям деталей и.т.д.
3. При обработке отверстий применяется следующий инструмент:
- сверла
- зенкеры
- зенковки
- развертки
- расточные резцы
Почти все режущие инструменты изготавливаются составными, т. е, нерабочая часть (державка, корпус) состоит из углеродистых конструкционных сталей, а режущая часть инструмента изготавливается из инструментальных сталей и сплавов: легированные стали, быстро режущие стали, металлокерамические твердые сплавы, минеральная керамика, эльборовые и алмазные вставки. Применение того или иного вида материала режущей части зависит от требований к точности размеров и обрабатываемого материала.
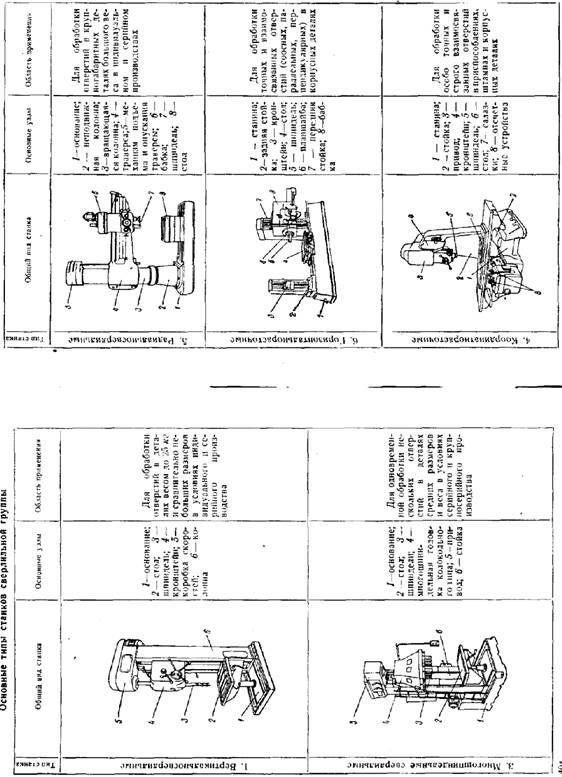
2 Обработка отверстий производится на станках сверлильной группы, в работе рассмотрены некоторые виды сверлильных станков.
Для обработки отверстий диаметром больше 100мм, а также точных отверстий со строго координированными осями применяются расточные станки в работе рассмотрены применяемые в производстве некоторые виды координатнорасточных станков.
4.Рассмотрены вопросы экономического обоснования выбора того или иного метода обработки в зависимости от конкретных требований производства.
Список используемой литературы
1) Винников И.З. Сверлильные станки и работа на них. М.: Высшая школа, 1988.- 255с.
2) Данилевский В.В. Технология машиностроения. М.: Высшая школа, 1972.-537с.
3) Кучер А.М. Технология металлов. М.: Машиностроение, 1964- 499с.
4) Космачев И.Г. Справочник инструментальщика. Ленинград: Лениздат, 1963.-356с.
5) Лоскутов В.В. Сверлильные и расточные станки М.: Машиностроение, 1981.- 150с.
6) Макеенко Н.И. Слесарное дело. М.: Профтехиздат, 1963-378с
7) Макеенко Н.И. Слесарное дело с основами материаловедения. М.: Высшая школа, 1973-458с
8) http://www.mirstan.ru/index.php?page=art11
Приложение
|
из
5.00
|
Обсуждение в статье: Экономическое обоснование выбора методов обработки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы