 |
Главная |


ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
|
из
5.00
|
Изготовление деталей литьем
Механическая обработка отливок
Методические указания к выполнению
расчетно-графической работы
Архангельск
2009
Рассмотрены и рекомендованы к изданию
методической комиссией механического факультета
Архангельского государственного технического университета
Составители:
А.Е. Алексеев, проф., докт. техн. наук;
В.Н. Потехин, доц., канд. техн. наук;
В.Л. Сытин, ст. преподаватель.
Рецензент
В.Д. Лебедев, доц., канд. техн. наук
УДК 669. 13. 15 + 669. 2. 8. 018
А.Е. Алексеев, В.Н. Потехин, В.Л. Сытин. Технология конструкционных материалов. Методические указания к выполнению расчетно – графической работы. 2-е изд. перераб. и доп. – Архангельск: РИО АГТУ, 2009. – 12 с.
Приведены справочные материалы по проектированию формы и размеров отливок и по выбору схем и параметров режима механической обработки поверхностей отливок.
Предназначены для студентов специальностей 250301.65 – лесоинженерное дело, направление 250300.62 – бакалавры, 250303.65 – технология деревообработки.
Рис.9. Табл.7. Библиогр. 4 назв.
© АГТУ, 2009
1 РАСЧЕТ МАССЫ ДЕТАЛИ
Для определения массы детали необходимо условно разделить деталь на отдельные элементы (цилиндры, конуса, сферы, параллелепипеды, кубы и т.д. Фаски, галтели, скругления, уклоны допускается не учитывать). Определить объемы этих элементов, просуммировать их и результат умножить на плотность сплава – получится масса детали – Gдет.
2 ПРОЕКТИРОВАНИЕ РАЗМЕРОВ ЗАГОТОВКИ (ОТЛИВКИ)
Изготовление деталей включает в себя получение заготовки, а затем обработку заготовки на металлорежущих станках (токарных, фрезерных, строгальных, сверлильных и т.д.), т.е. механическую обработку.
Одним из способов получения заготовок является литье; заготовка в этом случае называется отливкой. Поверхности отливок, как правило, грубые, с большой шероховатостью и неточные. Для получения точных и чистых поверхностей отливки подвергают механической обработке резанием. При этом режущий инструмент (резец, фреза, сверло и т.д.) срезает определенный слой металла в виде стружки. Толщина слоя металла, который необходимо удалить с заготовки для получения качественной поверхности, называется припуском z на обработку поверхности детали.
У детали могут быть поверхности с грубыми требованиями к точности размеров и шероховатости. Эти требования обычно обеспечивают в процессе изготовления отливки, и в этом случае нет необходимости в механической обработке поверхностей. На эти поверхности в ходе проектирования технологического процесса изготовления отливки припуски не назначают.



 Поверхности, подвергаемые после литья механической обработке, на чертеже детали обозначаются символом , с указанием цифр – параметров шероховатости (например, , ). Поверхности, не подвергаемые механической обработке, на чертеже детали обозначаются символом .
Поверхности, подвергаемые после литья механической обработке, на чертеже детали обозначаются символом , с указанием цифр – параметров шероховатости (например, , ). Поверхности, не подвергаемые механической обработке, на чертеже детали обозначаются символом .

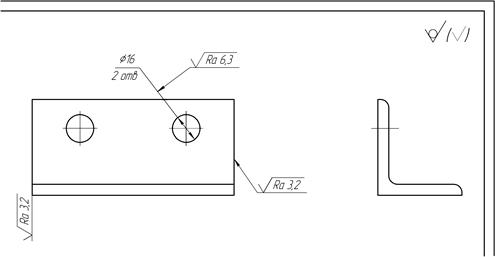
 Когда несколько поверхностей детали имеют одинаковую шероховатость или не подвергаются механической обработке, то обозначение их шероховатости наносят не на изображение детали, а помещают в правом верхнем углу чертежа (рисунки 1 и 2). Это означает, что все поверхности, на которых не нанесены обозначения шероховатости или символ , должны иметь шероховатость, указанную перед обозначением ( ).
Когда несколько поверхностей детали имеют одинаковую шероховатость или не подвергаются механической обработке, то обозначение их шероховатости наносят не на изображение детали, а помещают в правом верхнем углу чертежа (рисунки 1 и 2). Это означает, что все поверхности, на которых не нанесены обозначения шероховатости или символ , должны иметь шероховатость, указанную перед обозначением ( ).
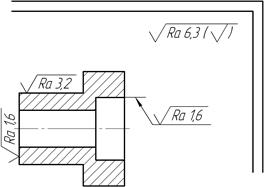
Рисунок 1
|
Для проектирования отливки по заданному чертежу детали необходимо сделать анализ поверхностей детали: выявить поверхности, которые должны обрабатываться резанием, а какие не обрабатываются – т.е. остаются в состоянии отливки.
На обрабатываемые поверхности припуски назначаются по таблице 1. На необрабатываемые поверхности припуски не назначаются.
Конструкция отливки должна быть простой и удобной для изготовления, иметь обтекаемую форму с плавными сопряжениями частей. Плавный переход от одной поверхности к другой осуществляется с радиусом галтелей 5, 6, 8 мм (R5, R6, R8). Внешние очертания детали следует упростить: уступы высотой 5 мм и меньше не отливаются (спрямляются). Отверстия малого диаметра, канавки, проточки, выемки, пазы, углубления и т.д. проще выполнить обработкой резанием, а не литьем. Минимальный диаметр отливаемых отверстий в стальных отливках составляет 32 мм, а в чугунных – 27 мм.
Припуски на механическую обработку, небольшие отверстия, углубления, выемки, канавки, проточки, пазы и т.д., которые получаются литьем, на эскизе отливки показываются штриховкой (рисунок 3). Размеры канавок, фасок, резьбовых отверстий не показаны, так как они не влияют на процесс конструирования отливки.
3 РАСЧЕТ МАССЫ ЗАГОТОВКИ
По эскизу отливки по аналогии с деталью с учетом припусков определяется масса отливки – Gотл.
Зная массы детали и отливки, рассчитывают коэффициент использования металла

4 ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЗАГОТОВКИ
Для обработки заданной преподавателем поверхности выбрать режущий инструмент, назначить режим резания и рассчитать основное (технологическое) время черновой и чистовой обработки.
Механическую обработку поверхностей отливок обычно разделяют на черновую и чистовую. Параметры режима резания назначают в последовательности: глубина резания– t, мм, подача – S, мм/об, скорость резания – V, м/мин.
При черновой обработкестремятся снять почти весь припуск, оставляя примерно 0,5 мм на чистовую обработку, за один проход с максимально возможной большой подачей
t = z – 0,5
Подачу S назначают в зависимости от величины t по таблице 2. Затем подачу корректируют по паспортным данным станка, выбирая ближайшее значение по таблице 6.
В зависимости от величины t и S по таблице 3 выбирается скорость резания Vp.
По величине Vp рассчитывают частоту вращения заготовки np, мин-1, по формуле
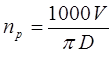 ,
,
где D – диаметр заготовки, мм.
По паспортным данным станка (таблица 7) выбирается ближайшая меньшая величина n.
После выбора n рассчитывается фактическая скорость резания V, м/мин, по формуле
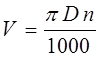
По выбранному режиму резания рассчитывается основное (технологическое) время – T 0, мин, по формуле
 ,
,
где L – длина обработки, мм;
 ,
,
где l 1 – длина врезания, мм (рисунки 4…9);
l 2 – длина перебега резца, мм (рисунки 4…9);
l – длина обрабатываемой поверхности, мм.
 ,
,
где φ – главный угол резца в плане.
При чистовой обработке t определяется частью припуска, оставленной на чистовую обработку,
Величина подачи S выбирается в зависимости от заданной чертежом шероховатости поверхности по таблице 4 и корректируется по паспортным данным станка по аналогии с подачей при черновой обработке.
Величина скорости резания V выбирается по таблице 5 и корректируется по паспортным данным станка по аналогии со скоростью резания при черновой обработке.
Величина основного времени T 0 рассчитывается по аналогии с черновой обработкой.
5 СХЕМЫ ОБРАБОТКИ ПОВЕРХНОСТИ
Изобразить схему обработки заданной поверхности в соответствии с рисунками 4…9 и заполнить таблицы параметров
режима резания: t , S , V , n , T 0.
| Черновая обработка | Чистовая обработка | |||||||||
| t | S | V | n | T0 | t | S | V | n | T0 | |
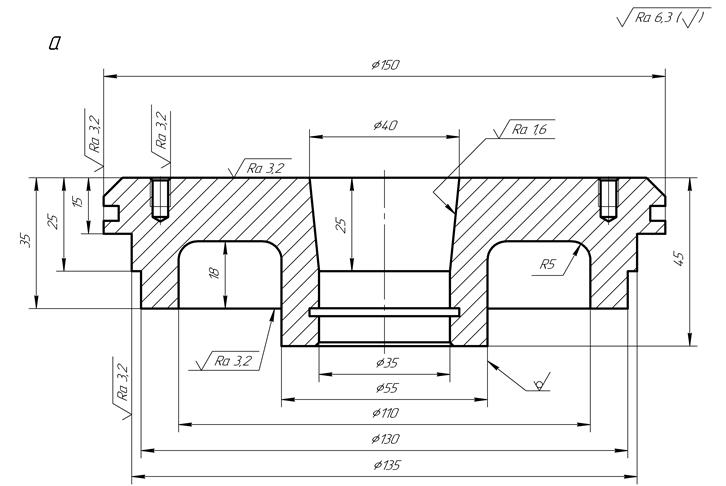
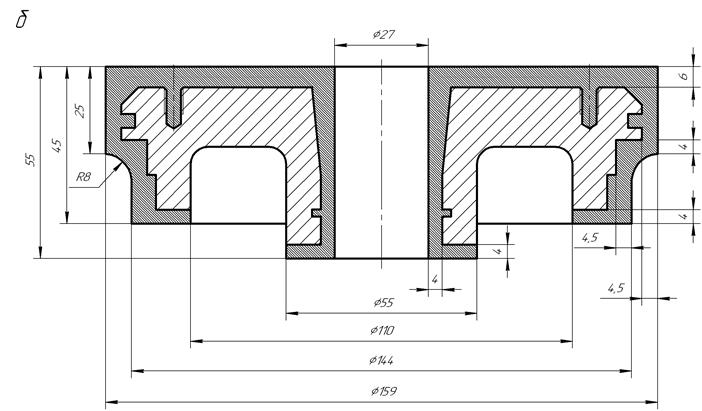
а – чертеж детали; б – чертеж отливки
Рисунок 3
Рисунок 4
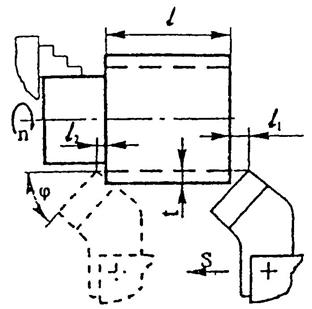
Обтачивание цилиндрической по-
верхности на проход проходным
отогнутым резцом
l 2 = 1..5 мм
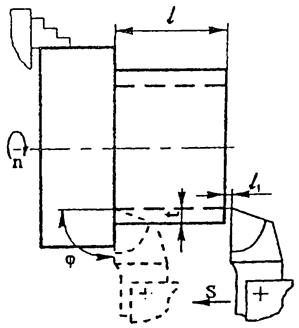
Рисунок 5
Обтачивание цилиндрической
поверхности до упора проходным
упорным резцом
l 1 = 0,5..2 мм
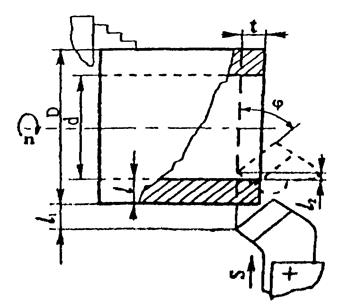
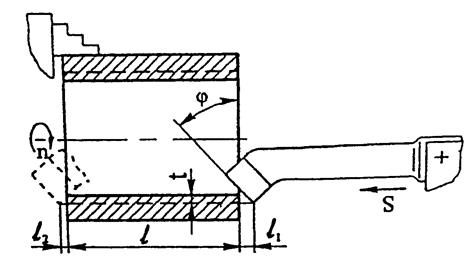
Рисунок 6
Подрезание торцовой поверх-ности на проход проходным отогнутым резцом
l 2 = 0,5..2 мм
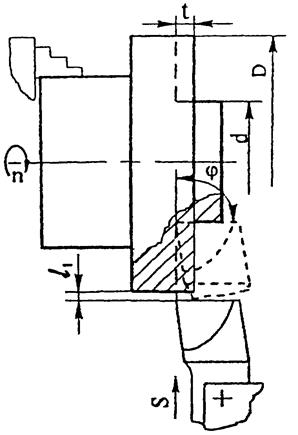 Рисунок 7
Рисунок 7
Подрезание торцовой поверхности до упора подрезным резцом
l 1 = 0,5..2 мм
|
|
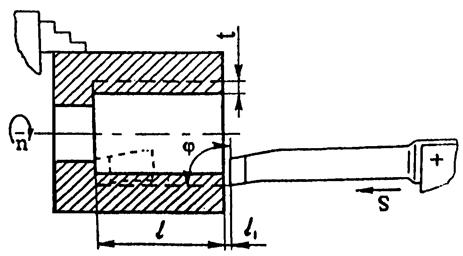
Таблица 1 – Припуски отливок на механическую обработку
В миллиметрах
| Наибольший размер детали | Положение поверхности при заливке | Номинальный размер | ||||||
| до 120 | 121 – 260 | 261 – 500 |
| до 120 | 121 – 260 | 261 – 500 | ||
| Чугун | Сталь | |||||||
| до 120 | верх, низ, бок | 5,5 3,5 | - - | - - | 6 4 | - - | - - | |
| 121 – 260 | верх, низ, бок | 6 4 | 6,5 4,5 | - - | 6,5 4,5 | 7 5 | - - | |
| 261 – 500 | верх, низ, бок | 6,5 4,5 | 7 5 | 8 6 | 7 5 | 8 6 | 9 7 | |
Таблица 2 – Подачи при черновом точении
| Диаметр детали, мм | |||||||
|
из
5.00
|
Обсуждение в статье: ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы
(0.008 сек.)