 |
Главная |


Разработка управляющих программ для станков с ЧПУ с использованием современных CAD / CAM – систем.
|
из
5.00
|
Государственное образовательное учреждение
Высшего профессионального образования
Московский государственный индустриальный университет
ГОУ ВПО МГИУ
Научно-образовательный материал
Круглый стол на тему «Разработка управляющих программ для станков с ЧПУ с использованием современных CAD/CAM – систем»
Состав научно-образовательного коллектива:
Бурдина Е.А., к.п.н., доцент
Егоркина Е.Б., ведущий инженер
Чичекин И.В., к.т.н.
Москва 2010 г.
Разработка управляющих программ для станков с ЧПУ с использованием современных CAD / CAM – систем.
Целью настоящего курса является повышение квалификации преподавателей высшей школы, связанных с эксплуатацией и обучением на станках с ЧПУ.
Процесс подготовки управляющей программы, проверки её на ЧПУ и окончательной отработки на станке, требует специальной подготовки в данной области.
Программой предусмотрен теоретический курс, а также практические занятия с использованием трех координатного вертикально фрезерного многоцелевого станка MIKRON 600 Рro c системой ЧПУ Heidenhain TNC530, токарно-фрезерного обрабатывающего центра INDEX ABC с системой ЧПУ Sinumeric.
"Подготовка и контроль управляющих программ для станков с ЧПУ фрезерной группы "
1. Тематическое содержание курса
Тема 1. Введение. Вертикальный фрезерный многоцелевой станок с ЧПУ модели MIKRON 600 Pro. Назначение и область использования станка. Основные узлы и технические характеристики станка. Режимы резания.
Тема 2. Основы геометрического моделирования в среде Pro ENGINEER . Построение геометрической модели, используя элемент Эскизирование. Создание твердого тела, формирующего типовую корпусную деталь.
Тема 3. Разработка управляющих программ. Проектирование заготовки. Расчет технологических параметров производства. Создание таблицы инструментов. Построение траектории обработки. Получение управляющей программы.
Тема 4. Генерирование управляющих программ с помощью постпроцессора, используя встроенное приложение GPost . Основные функции. Выбор постпроцессора.
Тема 5. Основы ручного программирования Heidenhain TNC 530. Устройство имитационной панели управления. Управление файлами. Работа с таблицами инструментов. Данные инструмента. Коррекция инструмента.
Тема 6. Ручное программирование контуров в кодах Heidenhain . Движение инструмента. Функции траектории. Программирование контуров. Работа с применением циклов.
Тема 7. Ручное программирование контуров в кодах ISO . Основные функции. Вспомогательные функции. Формат кадра. Программирование контуров.
Тема 8. Визуальный контроль траектории движения инструмента. Проверка программ оператором. Непосредственная обработка детали на станке.
"Подготовка и контроль управляюих программ для станков с ЧПУ токарной группы "
1. Тематическое содержание курса
Тема 1. Введение. Токарно-фрезерный обрабатывающий центр с ЧПУ модели INDEX ABC. Назначение и область использования станка. Основные узлы и технические характеристики станка. Режимы резания.
Тема 2. Основы геометрического моделирования в среде Pro ENGINEER . Построение геометрической модели, используя элемент Эскизирование. Создание твердого тела, формирующего типовую деталь для токарной обработки.
Тема 3. Разработка управляющих программ. Проектирование заготовки. Расчет технологических параметров производства. Создание таблицы инструментов. Построение траектории обработки. Получение управляющей программы.
Тема 4. Генерирование управляющих программ с помощью постпроцессора, используя встроенное приложение GPost . Основные функции. Выбор постпроцессора.
Тема 5. Основы ручного программирования SINUMERIC . Управление файлами. Работа с таблицами инструментов. Данные инструмента. Коррекция инструмента. Синхронизация инструментальых головок.
Тема 6. Ручное программирование контуров используя стандартные циклы. Токарные циклы. Циклы сверления. Функции траектории. Программирование контуров. Работа с применением циклов.
Тема 7. Ручное программирование контуров в кодах ISO . Основные функции. Вспомогательные функции. Формат кадра. Программирование контуров.
Тема 8. Визуальный контроль траектории движения инструмента используя вертуальную машину. Принцип работы, основные функции.Проверка программ оператором.
Тема 9. Обучение работе на оборудовании. Составление управляющих программ. Работа на оборудовании. Непосредственная обработка детали на станке.
Токарная обработка.
Токарный многоцелевой станок фирмы INDEX модели АВС предназначен для обработки широкой номенклатуры деталей тел вращения сравнительно простых геометрических форм, как на автомате (прутковый вариант заготовки), так и как на станке с ЧПУ для деталей сложной геометрической формы (обработка индивидуальных заготовок). Таким образом, станок INDEX модели АВС объединил преимущества автомата для обработки прутков с кулачковым управлением и универсального токарного станка с ЧПУ.
Необходимость совмещения на одном станке двух принципов обработки деталей определяется развивающейся в настоящее время технологии обработки мелких деталей, высокая эффективность обработки которых достигается использованием принципа продольного точения с подающей цангой.
Автоматы с подающей цангой могут работать с прутками диаметром до 22 мм. Большинство таких станков управляются от ЧПУ. Практически всегда станок комплектуется специальным устройством, автоматически подающим пруток в зону обработки через цанговый патрон.
Расширенные технологические возможности станка обеспечиваются широкой номенклатурой режущего инструмента и соответствующее этому количество инструментальных головок. Наличие, например, на станке 19 инструментов обеспечивает полную обработку подавляющей номенклатуры деталей изготавливаемых из прутка.
Для рассматриваемого варианта станка сегодня комплект режущего инструмента представляет собой оптимизированный набор, обеспечивающего следующие операции обработки деталей: токарные, резьбовые, отрезные, канавочные, а также расточные.. В этих инструментах используются все преимущества современных твердосплавных материалов с износостойкими покрытиями и сменных пластин, которые полностью используют возможности станка.
Требования к инструменту для мелкоразмерной обработки несколько отличаются от обычных требований. Эти требования должны обеспечивать следующие особенности мелкоразмерной обработки: более высокую точность и качество обработки; возможность обработки любых материалов; более внимательный контроль над процессом образования стружки; производить обработку с высокой производительностью.
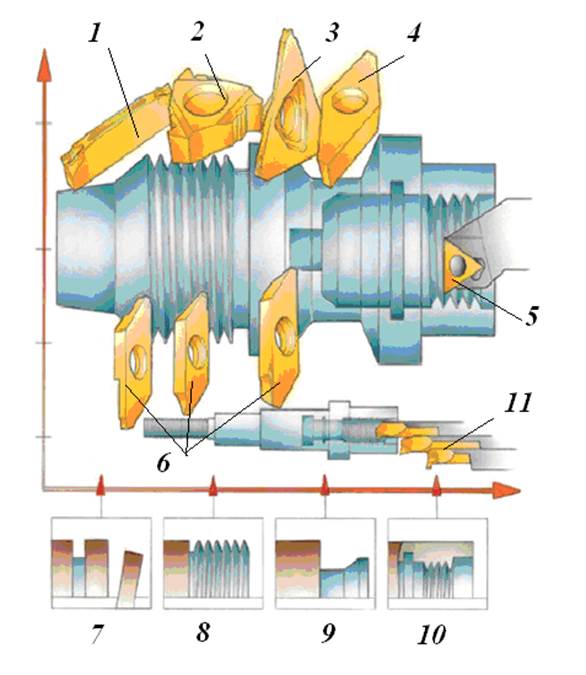
Рис. 1. Разновидности многогранных пластин, рекомендуемые к использованию мелкоразмерной обработки: 1 – для отрезки и обточки канавок; 2 – для нарезания резьбы; 3 – для отрезки труб и деталей небольшого диаметра; 4 – для наружного точения; 5 – для растачивания внутренних диаметров; 6 – для отрезки, обработки канавок, нарезания резьбы; 7 – обработка канавок; 8 – наружная резьба; 9 – наружное точение; 10 – внутренняя резьба; 11 – для внутреннего точения, обработки канавок и нарезания резьбы
Компоновка и основные узлы станка
Основание станка представляет собой сварную стальную конструкцию, на которой установлена наклонная станина с двумя независимыми револьверными головками. Такая конструкция обладает хорошей демпфирующей способностью, а также создает оптимальные условия для выполнения точной обработки, поскольку структура несущей части станка обладает высокой устойчивостью к изгибу и кручению, возникающим в результате процесса резания.
Все линейные перемещения по координатам происходят по направляющим качения, которые изготовлены с высокой точностью и обладают особой чувствительностью к малым перемещениям. Соединения с силовым замыканием между шпиндельной коробкой и станиной, а также предохранительные муфты на всех шариковых ходовых винтах защищают работоспособность станка от возможных непредвиденных столкновений и иных нестандартных ситуаций.
Благоприятные термодинамические условия работы станка обеспечиваются симметричной конструкцией шпиндельной коробки и контролем изменяющейся в процессе резания температуры, а также перпендикулярным расположением шпиндельной коробки к инструментальной плоскости.
Основные преимущества станка следующие:
- компактная конструкция станка, занимающая сравнительно небольшую площадь;
- сокращение штучного времени за счет обработки заготовки с двух сторон и с использованием до 3-х инструментов, работающих одновременно;
- возможность работы приводных (вращающихся) инструментов на всех суппортах станка;
- возможность обработки стальных многогранных прутков;
- удобное и доступное для наладки рабочее пространство станка.
На рис. 2 показаны основные узлы, входящие в состав станка,. Для наглядности станок представлен в виде открытом от защитных устройств и внешнего ограждения.
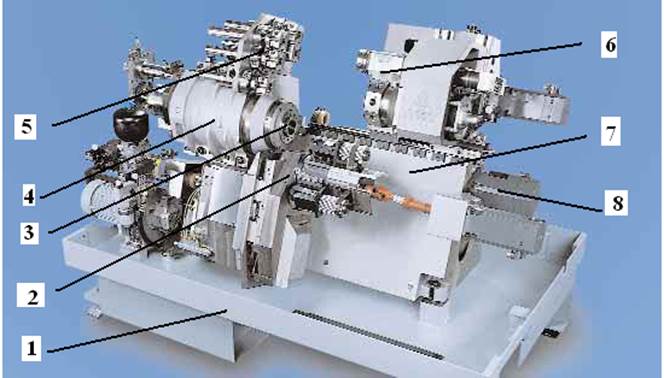
Рис.2. Узлы токарного многоцелевого станка с ЧПУ Index серии ABC: 1 – основание; 2 – второй револьверный суппорт; 3 – мотор-шпиндель; 4 – главный привод; 5 – суппорт для обработки тыльной стороны детали; 6 – первый револьверный суппорт; 7 – наклонная станина; 8 – привод подачи
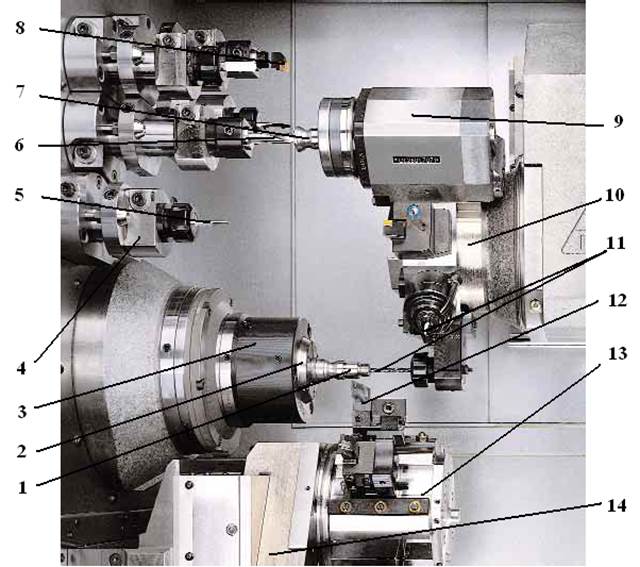
Рис. 3.Рабочая зона станка: 1 - правая часть обрабатываемой детали; 2 – цанговый патрон; 3 – шпиндель; 4 – суппорт для обработки тыльной стороны детали; 5 – сверло малого диаметра; 6 – сверло; 7 – левая часть обрабатываемой детали; 8 – резец; 9 – синхронный шпиндель; 10 – первый револьверный шпиндель; 11 – сверло; 12 продольный резец; 13 – второй револьверный суппорт; 14 – каретка
Правая сторона заготовки 1 может обрабатываться любым вариантом проходного (или подрезного) резца 12, расположенного во втором суппорте 13, который имеет линейные координатные перемещения по X2, Y2, а также возможность устанавливаться по углу по координате с1. Линейные перемещения суппорта осуществляются каретками 14. Кроме того, на этой части заготовки от первого суппорта 10 можно обрабатывать центральные или боковые поверхности инструментами 11.
После полной обработки правой части заготовки, к ней подводится синхронно вращающийся шпиндель 9 и захватывает обработанную правую часть. Поперечным резцом, расположенным на втором суппорте (на рисунке не показано), правая часть отрезается от заготовки и суппорт первый 10 выводит заготовку 7 в положение, как это показано на рис. 3, для окончательной обработки ее инструментами 5, 6, 8 дополнительного суппорта 4. Окончательно обработанная деталь освобождается от зажима и падает в магазин готовых деталей.
При обработке пруткового материала, после окончания первой части обработки из загрузочного устройства подается заготовка до упора с целью не прерывания цикла обработки от совмещенного режима одновременной обработки правой и левой частей заготовки.
Таким образом, на станке при обработке заготовок можно использовать несколько вариантов технологических стратегий обработки.
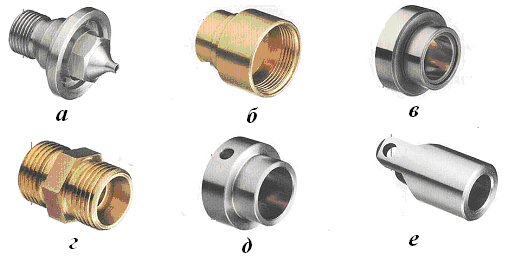
Рис. 4 Образцы деталей, изготовленные на станках серии АВС INDEX : а - деталь из алюминия; б – бронзовая втулка; в – стальная шайба; г -медный штуцер; д – стальная втулка; е - вилка
|
из
5.00
|
Обсуждение в статье: Разработка управляющих программ для станков с ЧПУ с использованием современных CAD / CAM – систем. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы