 |
Главная |


Основные узлы и технические характеристики станка
|
из
5.00
|
На рис. 8 показаны основные узлы, входящие в состав станка MIKRON VCE 600 Pro.
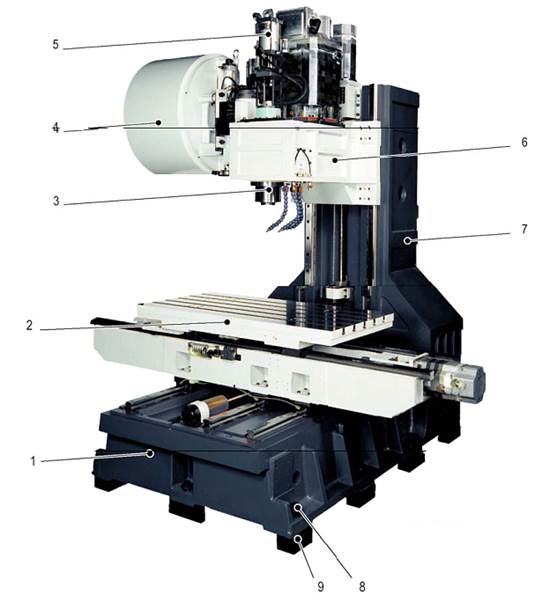
Рис. 8. Основные узлы MIKRON VCE 600 Pro : 1 – станина; 2 – рабочий стол; 3 – инструментальный шпиндель; 4 – инструментальный магазин; 5 – пневмогидравлический усилитель давления; 6 – шпиндельная бабка; 7 - стойка; 8 – привод подачи
Станина 1 и стойка 7 станка являются конструктивной основой системы связи всех узлов, обеспечивающих формообразующие движения при резании. Высокостабильное и жесткое основание достаточно больших размеров приспособлено для успешного гашения вибраций даже при полной нагрузке и в режиме непрерывной работы. Эта особенность полезна при проведении фрезерных работ, когда требуется обеспечивать высокое качество при обработке различных поверхностей деталей с требуемой точностью по форме и геометрии.
Рабочий стол 2 предназначен для установки, закрепления и позиционирования заготовки относительно режущего инструмента. Рабочий стол в станке выполняет линейные движения по координатам X и Y. На открытой поверхности рабочего стола расположены Т-образные пазы параллельные координаты X. В передней части стола предусмотрено подключение сжатого воздуха для зажима паллет.
Инструментальный шпиндель 3 расположен в шпиндельной бабке 6 на высокоточных шариковых подшипникам, опоры которых расположены друг от друга на расстоянии, обеспечивающем высокую жесткость шпинделя. Подшипники смазаны консистентной смазкой на длительный период. Защита переднего подшипника основана на использовании «воздушной» заслонки, что является простым и надежным уплотнением подшипника. Зажим режущего инструмента происходит за счет пружины, расположенной в шпинделе, а разжим – от гидравлической системы. При смене инструмента внутренний «крутой» конус обдувается сжатым воздухом. Инструментальный шпиндель обеспечивает работу на большие усилия при фрезеровании и расточках, а также высокие частоты вращения шпинделя при обработке алюминиевых сплавов. Инструментальная шпиндельная головка имеет водяное охлаждение. Охлаждающая жидкость закачивается из резервуара СОЖ. Охлаждение постоянное, но не контролируемое и не регулируемое. Применение активного охлаждения шпинделя положительно сказывается на работе шарикоподшипников, сохраняя при этом высокую термостабильность шпинделя и сохраняя долгий срок службы. Вращение инструментального шпинделя происходит от мотора-шпинделя через ременную зубчатую передачу.
Инструментальный магазин 4, входит в состав автоматической смены инструмента. Устройство смены инструментов выполнено как магазин барабанного типа, который комплектуется инструментами, необходимыми для процесса обработки. Автооператор подает инструмент из магазина в рабочий шпиндель и выгружает из шпинделя в магазин отработанный инструмент. Управление сменой происходит автоматически в общем цикле работы станка. В барабанном магазине инструменты размещаются в гнездах (ячейках) и с помощью пружинного устройства механически поддерживаются в гнезде от выпадения. Стандартная процедура заправки магазина производится вручную, путем установки инструмента в шпиндель станка. Затем из шпинделя автооператором передается инструмент в соответствующую ячейку магазина.
Пневмогидравлический усилитель давления 5 создает высокое давление, необходимого для приведения в действие (разжима инструмента) гидромеханического устройства установки инструмента. Инструментальный шпиндель имеет пассивную систему установки инструмента. Это означает, что инструмент удерживается в шпинделе за счет пружины, а освобождается гидравлически. Пневмогидравлический усилитель расположен над инструментальным шпинделем.
Перемещения на станке (привода подач 8) осуществляются столом по двум координатам (X и Y) и шпиндельной бабкой 6 вертикально по координате Z. Каждая координата представляет систему, состоящую из высокомоментного электродвигателя, соединительной муфты шариковой винтовой пары. Шариковые ходовые винты, зафиксированные с двух сторон, монтируются с предварительным натягом. Благодаря этому обеспечивается точность движения, что в свою очередь является важным условием достижения высокого качества изготовления изделия на станке. Перемещения исполнительных органов станка (стола, шпиндельной бабки) осуществляются по линейным направляющим (изготовленных из закаленной стали) с шариковыми блоками. Эти решения обладают отличными динамическими свойствами и не требуют больших затрат энергии. Величина и точность перемещения по координатам обеспечивается резольверами, встроенными в двигателях. Сигнал от резольвера передается в систему управления.
|
из
5.00
|
Обсуждение в статье: Основные узлы и технические характеристики станка |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы