 |
Главная |


Лабораторная работа №1. Изучение сварочного трактора ESAB A 2 Multitrac
|
из
5.00
|
Цель работы: изучить устройство и принцип работы сварочного трактора ESAB A2 Multitrac для сварки под слоем флюса и в защитных газах.
Общие сведения
Автоматический сварочный трактор A2T Multitrac SAW with PEK/A2T Multitrac SAW Twin with PEK предназначен для сварки под флюсом (SAW) стыковых и угловых швов. Автоматический сварочный трактор A2T Multitrac MIG/MAG предназначен для сварки в защитном газе (MIG/MAG) стыковых и угловых швов.
Сварочные тракторы работают совместно с контроллером A2-A6 (PEK) и со сварочными источниками ESAB типа LAF или ТAF.
Сварочные источники LAF имеют отличные сварочные характеристики во всем диапазоне токов и напряжений. Обладает высоким КПД и силовым фактором. Особенно хороши характеристики первичного и повторного зажигания дуги. Источники обеспечивают стабильную дугу, как на высоких, так и на малых величинах напряжения. Плавное регулирование напряжения дуги позволяет четко управлять сварочными параметрами. Выпрямители LAF обеспечивают стабильность дуги при очень малых величинах напряжений. Это значит, что они так же идеально подходят для сварки в среде защитных газов.
Сварочный трактор A2T Multitrac с блоком управления PEK используется для сварки под флюсом и для сварки в среде защитных газов. Сварка под флюсом может производиться как одной, так и двумя проволоками (расщепленной дугой). Механизм подачи с устройством спрямления, обеспечивает стабильную и равномерную подачу проволоки, уменьшает износ контактных частей и повышает стабильность сварочных процессов. Ручные суппорта перемещения сварочной головы в вертикальном и горизонтальном положении, в купе с возможностью поворота основной стойки дают возможность простого и быстрого позиционирования сварочной головы относительно стыка. Компактная конструкция позволяет легко переносить A2T Multitrac с одного изделия на другое. Точное перемещение трактора обеспечивается полным приводом. Компоненты имеют прочную конструкцию, и позволяют эксплуатировать его в самых тяжелых условиях. Электронная система управления с цифровым дисплеем позволяет программировать и управлять всеми сварочными параметрами.
Основные параметры сварочного трактора A2T Multitrac приведены в таблице 2.1.
Состав сварочного трактора A2T Multitrac при сварке под слоем флюса и в защитных газах приведен на рисунках 2.1, 2.2.
·
Таблица 2.1 - Технические характеристики сварочного трактора A2T Multitrac
| Наименование параметра | A2T Multitrac SAW with PEK/A2T Multitrac SAW Twin with PEK | A2T Multitrac MIG/MAG with PEK |
| Напряжение питания, В | ~ 42 | ~ 42 |
| Допустимая нагрузка (постоянный ток) при ПВ100%, А | 800 | 600 |
| Диаметр проволоки, мм: сплошная проволока порошковая проволока двойная проволока | 1,6 – 4,0 1,6 – 4,0 2 x 1,2 – 2,5 | 0,8 – 2,5 1,2 – 3,2 --- |
| Максимальная скорость подачи проволоки, м/мин | 9 | 16 |
| Тормозной момент ступицы катушки, Н·м | 1,5 | 1,5 |
| Скорость перемещения, м/мин | 0,1 – 2,0 | 0,1 – 2,0 |
| Радиус при сварке по окружности (минимальный), мм | 1500 | 1500 |
| Диаметр трубы при сварке внутренних швов (минимальный), мм | 1100 | 1100 |
| Максимальная масса проволоки, кг | 30 | 30 |
| Объем флюсового бункера, л | 6 | --- |
| Масса (без проволоки и флюса), кг | 47 | 47 |
| Класс защиты | IP10 | IP10 |

Рисунок 2.1 – Состав сварочного трактора A2T Multitrac SAW with PEK/A2T: 1 – Тележка, 2 – Стойка, 3 - Механизм подачи проволоки, 4 - Ручные суппорты, 5 - Контактная трубка, 6 - Мотор-редуктор, 7 - Направляющие для проволоки, 8 - Флюсовый бункер, 9 - Шланг подачи флюса, 10 - Игольчатый шуп
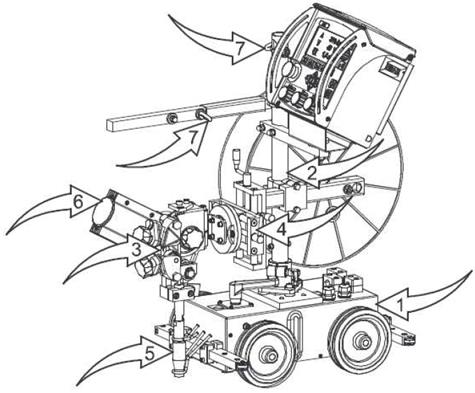
Рисунок 2.2 – Состав сварочного трактора A2T Multitrac MIG/MAG with PEK: 1 – Тележка, 2 – Стойка, 3 - Механизм подачи проволоки, 4 - Ручные суппорты, 5 - Контактная трубка, 6 - Мотор-редуктор, 7 - Направляющие для проволоки
Тележка оборудована четырьмя приводными колёсами, фиксируется на месте при помощи рычага. На стойке фиксируются такие основные части, как блок управления, механизм подачи проволоки и бункер для флюса. Механизм подачи проволоки служит для направления и подачи сварочной проволоки вниз к контактной трубке. Позиционирование сварочной головки по вертикали и горизонтали осуществляется линейными суппортами. Поворот головки легко осуществляется поворотным суппортом. Соединительная (контактная трубка) передает во время сварки сварочный ток сварочной проволоке. Мотор-редуктор служит для привода механизма подачи сварочной проволоки. Флюс загружается в бункер и транспортируется далее к свариваемому шву по шлангу с наконечником. Количество подаваемого флюса регулируется клапаном, расположенным на выходе бункера. Игольчатый щуп позиционировать сварочную голову относительно стыка. Устройство спрямления проволоки выправляет тонкую проволоку.
На рисунке 2.3 представлена схема подключения трактора A2T Multitrac SAW with PEK/A2T
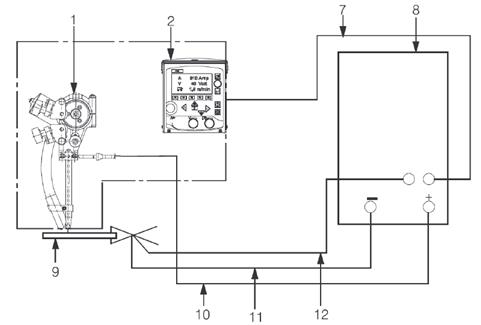
Рисунок 2.3 – Схема подключения сварочного трактора A2T Multitrac SAW with PEK/A2T
Порядок подключения:
1. Кабелем управления (7) соедините сварочный источник (8) и блок управления (контроллер РЕK) (2).
2. Соедините обратным кабелем (11) свариваемое изделие (9) с источником (8).
3. Соедините сварочным кабелем (10) сварочный источник (8) с автоматическим сварочным трактором (1).
4. Соедините измерительным кабелем (12) свариваемое изделие (9) и сварочный источник (8).
На рисунке 2.4 представлена схема подключения трактора A2T Multitrac MIG/MAG with PEK (сварка в защитном газе, MIG/MAG).

Рисунок 2.4 – Схема подключения сварочного трактора A2T Multitrac MIG/MAG with PEK
Порядок подключения:
1. Кабелем управления (7) соедините сварочный источник (8) и блок управления (контроллер РЕK) (2).
2. Соедините обратным кабелем (11) свариваемое изделие (9) с источником (8).
3. Соедините сварочным кабелем (10) сварочный источник (8) с автоматическим сварочным трактором (1).
4. Соедините газовый шланг (5) к редуктору газового баллона (6) и к газовому ниппелю (13) сварочного трактора.
5. Подсоедините шланги охлаждающей жидкости (3) к блоку охлаждения (4) и к сварочному трактору (1).
6. Подсоедините кабель обратной связи (12) к источнику питания (8) и к свариваемому изделию (9).
Блок управления РЕK представлен на рисунке 2.5
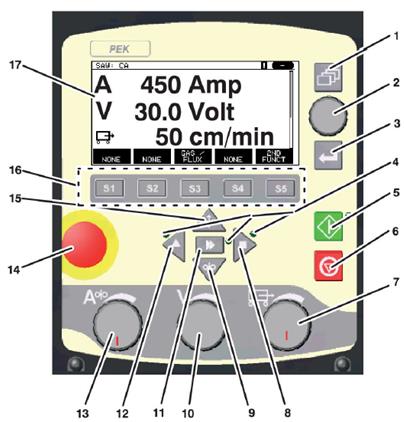
Рисунок 2.5 – Блок управления PEK: 1 - Кнопка меню, 2 - Рукоятка перемещения курсора, (рукоятка позиционирования), 3 – ВВОД, 4 - Зеленый индикатор (включение индикатора обозначает активацию функции), 5 - Пуск сварки, 6 - Останов сварки, 7 - Рукоятка установки скорости перемещения в меню измерений. В других меню служит для увеличения и уменьшения установленных значений (рукоятка установки), 8 - Кнопка перемещения в ручном режиме, 9 - Ручная подача проволоки вниз, 10 - Рукоятка установки напряжения дуги в меню измерений. В других меню служит для увеличения и уменьшения установленных значений (рукоятка установки), 11 - Быстрое перемещение, 12 - Кнопка перемещения в ручном режиме, 13 - Рукоятка установки сварочного тока / скорости подачи проволоки в меню измерений. В других меню служит для увеличения и уменьшения установленных значений (рукоятка настройки), 14 - Аварийный останов, 15 - Ручная подача проволоки вверх, 16 - Программные кнопки, 17 - Дисплей
Блок управления PEK полностью русифицирован, применяется для автоматической сварки под флюсом или в защитном газе. Блок управления приспособлен для работы совместно со сварочными источниками LAF и TAF. Тесная связь блока управления со сварочными источниками обеспечивает очень высокую стабильность сварочных процессов. Большой жидкокристаллический дисплей блока управления демонстрирует установленные сварочные параметры и выдает сообщения об ошибках, если эти параметры выходят за рамки доступных значений. Удобные и интуитивно понятные органы управления блоком PEK обеспечивают легкость и быстроту настроек параметров. Работа блока может вестись в ручном и автоматическом режиме.
В ручном режиме скорость подачи проволоки, скорость перемещения, а так же другие параметры устанавливаются и регулируются вручную. В автоматическом режиме выбирается группа параметров и в процессе сварки ведется лишь их тонкая настройка. Основное меню служит для установки: тепловложения, тока сварки, скорости подачи, напряжения дуги, скорости перемещения и отображает заданные параметры. Стартовое меню служит для установки: способа возбуждения дуги, вида окончания сварки, направления сварки, способа регулирования, типа проволоки, материала проволоки, диаметра проволоки. Могут быть установлены значения функций заварки кратера и времени окончания сварки.
Главное меню блока управления PEK содержит следующие подменю:
- Журнал неисправностей, с индикацией кода ошибки, позволяет мгновенно определить характер неисправности и оперативно ее устранить.
- Экспорт/импорт, обеспечивает передачу информации на панель управления и от нее посредством носителя данных с интерфейсом USB.
- Управление файлами, управляет информацией на устройстве памяти USB. Позволяет удалять и копировать данные сварки.
- Редактирование предельных значений. Выполняет задание индивидуальных изменяемых значений. Предусмотрено 50 ячеек памяти.
- Статистика производительности. Обеспечивает учет общего времени горения дуги, общего объема материала и количества сварных соединений. Отображает удельный объем расплавленного проволочного материала на единицу длины и времени последнего сброса.
- Функция обеспечения качества. Записывает и позволяет контролировать отдельные сварочные параметры: время начала сварки, продолжительность сварки, минимальные, максимальные и средние значения тока, напряжения и тепловложения в процессе сварки
- Учетные записи пользователей. Особую важность с точки зрения обеспечения качества зачастую приобретает возможность защиты изделия от эксплуатации посторонними лицами. Меню обеспечивает три уровня доступа: "администратор", "ответственный пользователь", "обычный пользователь".
Существует три типа настроек:
- Настройка числовых значений;
- Настройка различных вариантов;
- Настройка режима включения/выключения.
В главном меню можно менять процесс и способ сварки, тип проволоки, метод контроля, размер проволоки и др. Из этого меню можно переходить во вложенные меню.
В процессе дуговой сварки под флюсом дуга расплавляет непрерывно подающуюся проволоку. Зона сварки защищается флюсом.
При выборе процесса SAW можно выбрать один из двух методов с помощью пункта меню "МЕТОД", воспользовавшись рукояткой позиционирования и кнопкой ввода "AC" (Переменный ток) или "DC" (постоянный ток).
При выборе процесса SAW можно выбрать один из трех методов управления с помощью пункта меню "ТИП РЕГУЛИРОВКИ", воспользовавшись рукояткой позиционирования и кнопкой ввода. Можно выбрать постоянный сварочный ток CA, постоянную подачу проволоки CW.
В процессе дуговой сварки в среде инертного газа дуга расплавляет непрерывно подаваемую проволоку. Зона сварки защищается атмосферой из защитного газа. При выборе процесса дуговой сварки в среде инертного газа (GMAW) можно выбрать один из двух методов управления с помощью пункта меню "ТИП РЕГУЛИРОВКИ", воспользовавшись рукояткой позиционирования и кнопкой ввода: постоянную силу тока (CA) или постоянную подачу проволоки (CW).
|
из
5.00
|
Обсуждение в статье: Лабораторная работа №1. Изучение сварочного трактора ESAB A 2 Multitrac |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы