 |
Главная |


Порядок выполнения работы
|
из
5.00
|
3.2.1 Изучить конструкцию и принцип работы датчиков слежения (сенсоров): электромеханических, электромагнитных, дуговых, телевизионных (видеосенсоров).
3.2.2 Изучить особенности и области применения различных систем слежения по стыку и видеонаблюдения сварочных головок.
3.3.3 Изучить технические характеристики и работу указанных преподавателем систем слежения по стыку.
3.3.4 Сделать выводы о проделанной работе.
Содержание отчёта
Отчёт по работе должен содержать: цель работы; назначение, конструкцию, технические характеристики, особенности работы указанных преподавателем систем слежения по стыку; выводы по работе.
Контрольные вопросы
1 Опишите конструкцию и принцип работы тактильных систем слежения с электромеханическими датчиками.
2 Опишите конструкцию и принцип работы следящих систем с электромагнитными датчиками.
3 Приведите функциональную схему и опишите работу системы с дуговыми датчиками.
4 Опишите принцип работы следящих систем с телевизионными датчиками.
5 Сравните различные системы слежения по стыку.
Лабораторная работа №4. Изучение сварочных позиционеров и манипуляторов
Цель работы: изучение конструкции и работы сварочного манипулятора Fanuc.
Общие сведения
Дня механизации основных и вспомогательных операций при сварке применяют манипуляторы, позиционеры, кантователи, роликовые стенды, конвейеры и другие устройства.
Манипуляторы предназначены для установки изделий в удобное для сварки положение путём поворота их вокруг вертикальной, горизонтальной и наклонной осей, а также для вращения со сварочной скоростью. Область применения - автоматическая и полуавтоматическая сварка.
Позиционеры в отличие от манипуляторов не рассчитаны на
вращение изделия со сварочной скоростью. Предназначены только для
установки и поворота изделия в удобную для сварки позицию. Поворот изделия можно осуществлять относительно двух взаимно перпендикулярных плоскостей. Позиционеры применяют для сварки рамных, корпусных и других изделий.
Вращатели предназначены для установки изделий в удобное
для сварки положение путём поворота их вокруг постоянной оси, а также вращения их со сварочной скоростью при автоматической и полуавтоматической сварке. Это упрощенные манипуляторы, в которых отсутствует механизм наклона; ось вращения занимает постоянное положение.
Кантователи предназначены для установки изделий в удобное для сварки положение путём поворота их вокруг горизонтальной оси.
Роликовые стенды предназначены для вращения цилиндрических,конических и сферических изделий с маршевой скоростью - при сборке и сварке продольных швов, а также со сварочной скоростью при различных видах сварки кольцевых швов. Роликовые стенды с маршевой скоростью применяют также при отделке и контроле.
Сварочный манипулятор Fanuc (рисунок 4.1) предназначен для сварки кольцевых и продольных швов изделий любой конфигурации. Обеспечивает плавную регулировку скорости вращения в широком диапазоне.
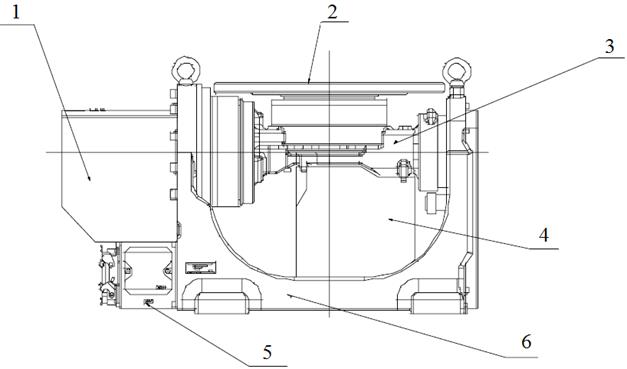
Рисунок 4.1 – Сварочный манипулятор Fanuc: 1 – серводвигатель переменного тока для оси J 1 (с тормозом), 2- фланец, 3 – блок оси J 2, 4 - серводвигатель переменного тока для оси J 2 (с тормозом), 5 – батарея, 6 – блок оси J 2
На рисунке 4.2 изображен механизм привода оси J1.
Механизм привода оси J1 устроен так, что основание оси J2 поворачивается при понижении скорости вращения серводвигателя переменного тока с редуктором. Основание оси J2 удерживается на основании оси J1 за счет редуктора.
На рисунке 4.3 изображен механизм привода оси J2. Приводной механизм оси J2 вращает фланец при понижении скорости вращения серводвигателя переменного тока с редуктором.
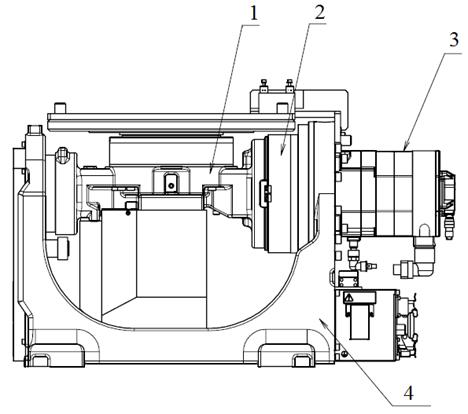
Рисунок 4.2 – Механизм привода оси J 1:1 – основание оси J 2, 2 – редуктор оси J 1, 3 – двигатель М1, 4 – основание оси J 1
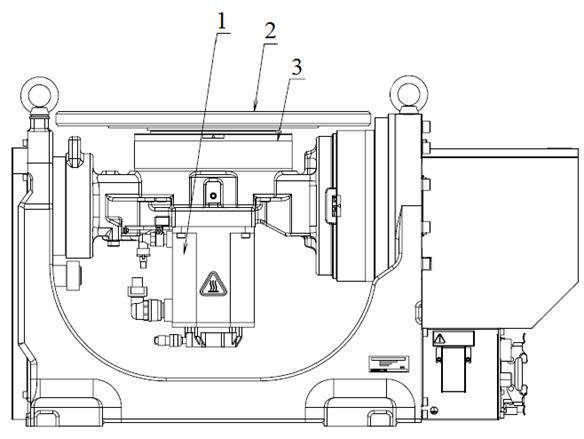
Рисунок 4.3 – Механизм привода оси J 2:1 – двигатель М2, 2 – фланец, 3 – основание оси J 2
Резервная батарея предназначена для сохранения данных исходного положения каждой оси позиционера.
Основные технические параметры сварочного манипулятора приведены в таблице 4.1.
Таблица 4.1- Технические характеристики манипулятора Fanuc
| Наименование параметра | Значение |
| Количество осей | 2 оси (J1, J2) |
| Диапазон движения Ось J1 Ось J2 | 270° (от -135° до +135°) 4.72 рад (от -2.36 рад. до +2.36 рад.) 480° (от -240°до +240°) 8.38 рад (от -4.19 рад. до +4.19 рад.) |
| Максимальная скорость Ось J1 Ось J2 | 120°/с 2.09 рад/с 190°/с 3.32 рад/с |
| Максимальная нагрузка | 500 кг |
| Допустимый момент нагрузки Ось J1 Ось J2 | 180 кгс·м 1764 Н·м 70 кгс·м 686 Н·м |
| Допустимая инерция нагрузки Ось J1 Ось J2 | 3061 кгс·см·с2 300 кг·м2 1020 кгс·см·с2 100 кг·м2 |
| Тип привода | Электрический сервопривод с серводвигателем переменного тока |
| Вес | 295 кг |
| Условия эксплуатации | Температура воздуха: 0 - 45°C Влажность воздуха: Постоянно: не более 75% отн. влаж. В течение короткого времени: не более 95% отн. влаж. (в теч. 1 мес.) Вибрация: не более 0,5 Гц (4,9 м/с2) |
На рисунке 4.4 изображена рабочая зона манипулятора.
Управление манипулятором осуществляется контроллером FANUC R30iB
Лицевая панель контроллера представлена на рисунке 4.5.
Слева от лицевой панели контроллера имеются черный тумблер включения («ON» – включено, «OFF» – выключено) и решетка с охлаждающего кулера.
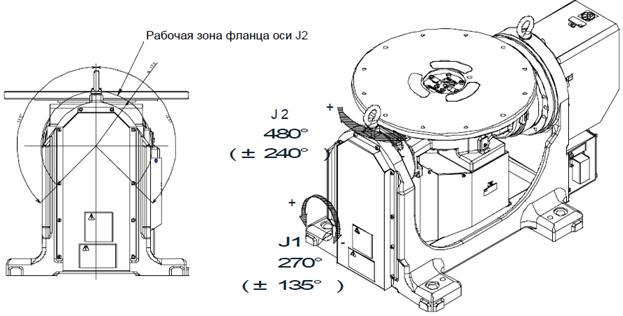
Рисунок 4.4 – Рабочая зона манипулятора

Рисунок 4.5 – Лицевая панель контроллера робота
На лицевой панели находится тумблер переключения скоростных режимов перемещений манипулятора:
– автоматический режим AUTO (защитное заграждение закрыто; робот может работать с определенной заранее максимальной скоростью);
– режим Т1 (программа может быть активирована только с пульта управления; робот не может работать со скоростью более 250 мм/с; защитное заграждение открыто);
– режим Т2 (программа может быть активирована только с пульта управления; робот может работать с определенной заранее максимальной скоростью более 250 мм/с; защитное заграждение открыто).
При проведении лабораторных работ необходимо работать только в режиме Т1 во избежание травмирования людей и повреждения робота!
Также на лицевой панели контроллера имеются четыре кнопки индикации: «СБРОС» (RESET), «СТАРТ» (CYCLE START), «ОШИБКА» (FAULT), «ПИТАНИЕ» (POWER).
Большая красная кнопка в желтом контуре, расположенная справа на лицевой панели контроллера, предназначена для аварийного останова робота в случае наступления непредвиденных проблем при работе.
Пульт управления робота FANUC Robot ARC Mate 100iC представлен на рисунке 4.6.
а) б)


Рисунок 4.6 – Лицевая (без дисплея) (а) и обратная (б) стороны пульта
На обратной стороне пульта управления имеются две желтые кнопки вытянутой формы. Они предназначены для активации пульта в рабочий режим уже после его включения тумблером лицевой панели (пульта). Необходимо зажимать их одновременно с небольшим усилием, т. к. они являются двухтактными.
На лицевой стороне пульта, помимо жидкокристаллического сенсорного дисплея, имеются следующие основные кнопки:
1) «PREV» – возврат в предыдущее меню;
2) «F1»…«F5» – функциональные кнопки вызова меню и субменю;
3) «NEXT» – переход в меню и субменю, не охваченные кнопками «F1»…«F5»;
4) «SHIFT» – важнейшая кнопка для одновременного нажатия с некоторыми другими кнопками, например, с кнопкой «FWD» – на запуск отработки манипулятором робота созданной траектории движения как в режиме «без сварки», так и «со сваркой»;
5) «MENU» – вызов основных меню (программ, систем координат и др.);
6) «SELECT» – просмотр списка программ;
7) «EDIT» – отображение экрана редактирования;
8) «DATA» – отображение счетчиков;
9) «FCTN» – меню дополнительных функций;
10) «DISP» – переключение дисплеев (можно работать в нескольких дисплеях одновременно с возможностью переключения);
11) «STEP» – пошаговое выполнение операций;
12) «HOLD» – остановка робота b vfybgekznjhf;
13) «RESET» – сброс ошибок;
14. четыре кнопки «ВВЕРХ», «ВНИЗ», «ВЛЕВО», «ВПРАВО» – для позиционирования курсора в нужных строках меню и субменю;
15) «BACK SPACE» – отмена ввода (вернуться назад);
16) «ITEM» – выбор номера строки;
17) «ENTER» – ввод;
18) «FWD» – пуск программы в прямом направлении;
19) «BWD» – пуск программы в обратном направлении;
20) «COORD» – выбор системы координат;
21) «WELD ENBL» – включение/выключение сварки;
22) «+%» – увеличение скорости перемещения робота и манипулятора;
23) «–%» – уменьшение скорости перемещения робота и манипулятора;
24) 12 кнопок «0»…«9», «ТОЧКА», «ЗАПЯТАЯ/ТИРЕ» – цифровой блок, используемый при написании программ, их корректировке, нумерации, вызове и т. д.;
25) 16 кнопок «J1–J8» (+), «J1–J8» (–) – клавиши перемещений (для каждой из шести осей J1–J6 перемещения вдоль трех координатных осей OX, OY, OZ в прямом направлении; для каждой из шести осей J1–J6 перемещения вдоль трех координатных осей OX, OY, OZ в обратном направлении; вращения каждой из шести осей J1–J6 вокруг соответствующих координатных осей в прямом и обратном направлениях; кнопки для осей J7 и J8 под манипулятор изделия).
|
из
5.00
|
Обсуждение в статье: Порядок выполнения работы |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы