 |
Главная |


Выбор контрольной карты для статистического анализа процесса
|
из
5.00
|
Широко распространены методом контроля качества являются контрольные карты, представляющие собой разновидность графика, содержащего линии, называемые границами регулирования, или контрольными границами. Эти контрольные границы обозначают допустимый диапазон разброса характеристик, образующийся в обычных условиях течения процесса, т.е. определяют его естественные границы. Выход характеристик за пределы контрольных границ означает нарушение стабильности процесса и требует проведения анализа причин и принятия соответствующих мер.
Контрольные карты служат для наглядного отображения протекания производственного процесса, а также для выявления определенных причин нарушения процесса производства продукции.
В практической части курсовой работы необходимо провести оценку текущего фактического состояния процесса с целью исключения очевидных причин разброса параметров, которые будут подвергнуты регулированию с помощью контрольных карт. В таблице приведены исходные данные для анализа:
моделирование показатель воспроизводимость процесс
Вариант 6
| Тв | 110 |
| Тн | 90 |
| 111,09 | 106,31 | 94,58 | 112,33 | 99,34 | 101,01 |
| 102,08 | 90,93 | 96,16 | 133,15 | 114,26 | 83,09 |
| 121,39 | 108,43 | 95,05 | 109,81 | 107,89 | 107,46 |
| 101,69 | 103,95 | 93,57 | 99,98 | 88,92 | 86,82 |
| 96,48 | 97,15 | 99,82 | 87,55 | 101,45 | 102,43 |
| 69,31 | 102,52 | 103,43 | 106,02 | 98,93 | 132,46 |
| 108,02 | 105,22 | 84,50 | 86,32 | 78,67 | 105,24 |
| 93,01 | 94,17 | 95,93 | 102,96 | 116,92 | 95,59 |
| 113,91 | 111,14 | 108,96 | 93,61 | 100,57 | 81,25 |
| 110,27 | 92,71 | 99,85 | 90,59 | 87,86 | 107,52 |
| 103,02 | 94,75 | 126,32 | 81,55 | 80,43 | 108,77 |
| 98,81 | 90,85 | 102,34 | 97,08 | 119,56 | 103,28 |
| 114,23 | 91,78 | 101,74 | 92,30 | 97,39 | 112,77 |
| 100,71 | 82,99 | 96,28 | 89,14 | 93,92 | 81,77 |
| 113,93 | 94,26 | 82,54 | 75,69 | 100,08 | 119,74 |
| 106,12 | 94,79 | 101,00 | 87,53 | 103,39 | 104,02 |
| 98,49 | 81,83 | 97,08 | 100,35 | 95,79 | 99,86 |
| 112,14 | 96,75 | 103,41 | 85,42 | 99,65 | 96,69 |
| 112,22 | 104,61 | 91,42 | 106,40 | 85,56 | 112,78 |
| 93,12 | 94,61 | 106,00 | 104,34 | 106,07 | 103,04 |
| 81,62 | 88,09 | 103,33 | 86,08 | 97,19 | 84,38 |
| 81,91 | 96,64 | 98,38 | 120,57 | 107,30 | 104,27 |
| 88,69 | 116,79 | 93,81 | 90,09 | 111,25 | 97,15 |
| 120,74 | 77,93 | 92,10 | 77,21 | 80,70 | 98,77 |
| 92,00 | 125,61 | 98,81 | 89,59 | 111,81 | 103,27 |
Статистический анализ процесса начинается с построения гистограммы.
Перед построением гистограммы в диапазоне значений определяют  и
и  , выборочный размах R. Весь диапазон значений от
, выборочный размах R. Весь диапазон значений от  до
до  делят на одинаковые по величине интервалы и определяют их приблизительную ширину α.
делят на одинаковые по величине интервалы и определяют их приблизительную ширину α.
 = 69,31
= 69,31
=133,15
=  - ; R = 63,84
- ; R = 63,84
α ≈ R α = 5,56
Далее находим число попаданий в каждый интервал от Δ1 до Δ2; причём необходимо выполнить следующее требование:
На основании данных полученных в результате 132 измерений мы строим таблицу 1.1 попаданий исходных значений в интервалы, учитывая требование 
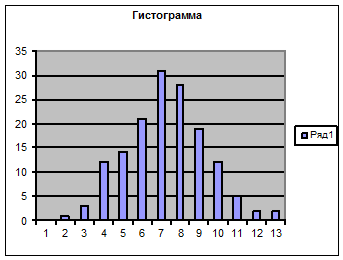
Таблица 1.1 рисунок 1.1.
| карман | частота |
| 66,94 | 0 |
| 72,5 | 1 |
| 78,06 | 3 |
| 83,62 | 12 |
| 89,18 | 14 |
| 94,74 | 21 |
| 100,3 | 31 |
| 105,86 | 28 |
| 111,42 | 19 |
| 116,98 | 12 |
| 122,54 | 5 |
| 128,1 | 2 |
| 133,66 | 2 |
| сумма | 150 |
По значениям таблицы 1.1 мы строим гистограмму рисунок 1.1.
Поскольку в центре гистограммы наблюдается скачок, то нельзя сказать, что она соответствует нормальному распределению, и можно сделать предварительный вывод о невоспроизводимости процесса и неизбежном появлении брака.
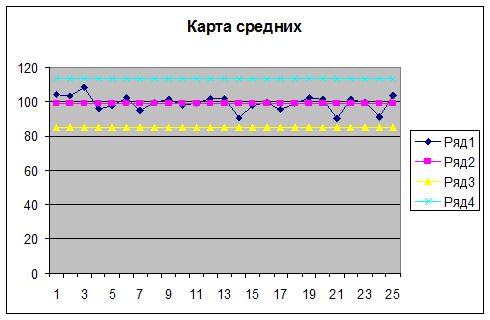
Это можно подтвердить, построив карту средних и карту размахов и рассчитав индексы воспроизводимости процесса.
Результаты измерений в выборках разделены на 6 групп, т.е. измерения проводились 6 раз. В каждой группе найдем  и
и  , размах (
, размах (  ) и среднее значение (
) и среднее значение (  ).
).
Размах определяется по формуле:
где
 - максимальное значение в группе;
- максимальное значение в группе;
- минимальное значение в группе.
Далее необходимо найти средний размах R и среднее средних Х.
Чтобы построить карты средних и карты размаха необходимо знать контрольные границы распределения.
Тн и Тв рассчитываются по формулам:
Тв=X+A2 R
Тн= X-A2 R
где - средний размах
Х - среднее средних
A2,- постоянный коэффициент, зависящий от объема выборки n. Находим их значения по таблице, исходя из значения n=6.
| n | 5 | 6 | 7 | 8 | 9 |
| A2 | 0,577 | 0,483 | 0,413 | 0,373 | 0,337 |
По уточненным данным, полученным в результате расчетов, строим карту средних:
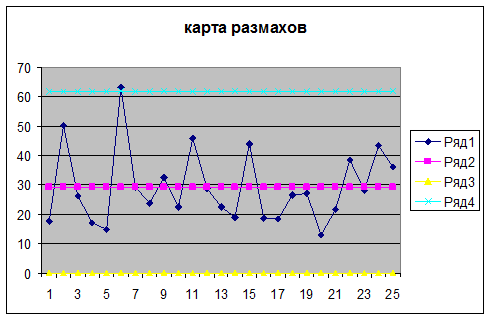
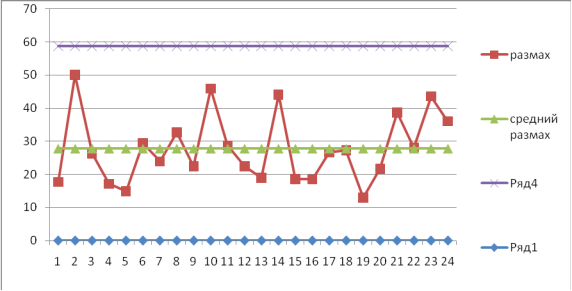
На карте размахов обнаруживаем отклонения: одна точка выходит за контрольную границу. Это могло произойти по нескольким причинам: Регулярная смена исполнителей, оборудования, инструмента, отсутствие опыта работы. Пересчитаем контрольные границы, исключив эту точку:
|
из
5.00
|
Обсуждение в статье: Выбор контрольной карты для статистического анализа процесса |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы