 |
Главная |


Стационарные приспособления для восстановления направляющих
|
из
5.00
|
РЕФЕРАТ
на тему:
ПРИСПОСОБЛЕНИЯ , ПРИМЕНЯЕМЫЕ ПРИ РЕМОНТЕ ОБОРУДОВАНИЯ
Выполнил:
студент 112 гр.
А.С. Куриянов
Омск – 2007
ПРИСПОСОБЛЕНИЯ , ПРИМЕНЯЕМЫЕ ПРИ РЕМОНТЕ ОБОРУДОВАНИЯ
Стационарные приспособления для восстановления направляющих
Ремонтные службы предприятий и производственных объединений восстанавливают изношенные направляющие промышленного оборудования (в том числе станков) разными способами, зависящими от оснащенности предприятия специальными станками для финишной обработки таких поверхностей. Многие предприятия, не имея специального дорогостоящего оборудования для механической обработки направляющих станин, применяют относительно недорогие специальные стационарные и переносные приспособления, позволяющие механизировать эту трудоемкую операцию и производить ее фрезерованием или шлифованием.
Стационарное приспособление устанавливают на продольно-строгальных, продольно-фрезерных и других станках, закрепляя их на соответствующем узле станка. Эти приспособления имеют различные конструкции, в основном отличающиеся тем, что в одних движение от электродвигателя шпинделю передается через ременную или зубчатую передачу, а в других шпиндель является валом электродвигателя. Первые относительно громоздки, однако обладают достаточной жесткостью, вторые более компактны, но менее жесткие в эксплуатации. На предприятиях применяют и те, и другие приспособления.
В одном из наиболее совершенных шлифовальных приспособлений (рис. 8.1) шпиндель 18 установлен на четырех радиально-упорных шарикоподшипниках 19 и вмонтирован в гильзу 17, установленную в корпусе //. Нижняя опора шпинделя прикреплена к корпусу и шпинделю гайками 20, на которых имеются лабиринтовые канавки. Электродвигатель 2, размещенный на крышке 10 и передающий вращение шпинделю через сменные спиральные зубчатые колеса 5 и 5, а также валики 4 и 7, смонтированные на подшипниках качения в стаканах 6 и Р, соединяется с валиком 4 кулачковой муфтой 3; валик 7 связан со шпинделем шлицевым соединением.
Приспособление закрепляют на суппорте станка тремя винтами 14. Корпус 11 соединен шарнирно с плитой 13 осью 12. Поворотом эксцентрикового валика 16 через сухарь 15 осуществляют наклон оси шпинделя на 1—3° по отношению к направлению движения обрабатываемой поверхности (для предварительного шлифования), а затем шпиндель устанавливают в исходное положение (без наклона) для окончательного шлифования. Поворотом суппорта станка (на рисунке не показан) устанавливают приспособление под различными углами в зависимости от формы и расположения обрабатываемых направляющих.
Для переустановки сменных колес и изменения частоты вращения шпинделя (в пределах 1000—6000 об/мин) отвинчивают гайку / шарнирного болта и поднимают крышку 10 'С помощью реечной передачи 25.. Абразивный чашечный круг 23 защищен выдвижным кожухом 21 и установлен на переходном фланце 22, закрепленном шайбой 24.
Тонкую подачу шпинделя на глубину резания осуществляют суппортом станка через червяк и червячное колесо, которые специально устанавливают в механизме подач (на рисунке не показан). Приспособление выполняют и в другом варианте, когда тонкую подачу шпинделя производят перемещением гильзы со шпинделем. Для этого на выступающей части гильзы нарезают резьбу, навинчивая на нее червячное колесо. Подачу осуществляют через
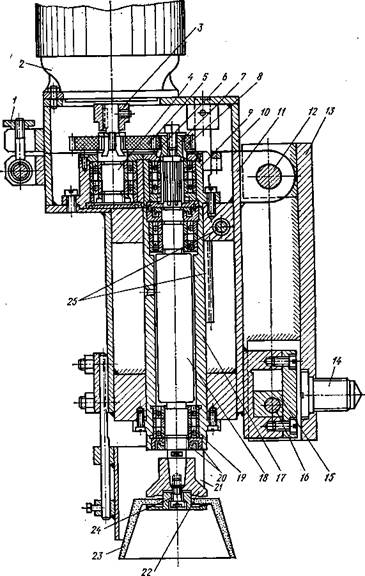
Рис. 8.1. Стационарное приспособление для восстановления направляющих шлифованием или фрезерованием.
червяк, вмонтированный в кожух, который удерживает червячное колесо от осевого смещения.
Рассмотренное приспособление применяют для фрезерования или шлифования направляющих станков, в том числе и станин, с одной установки. Наклонять ось шпинделя можно на ходу станка, что обеспечивает высокую производительность.
| — 1 | ^ — =ч\ |
|
|
а) б)
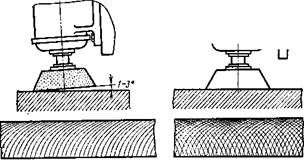
Рис. 8.2. Схема шлифования торцом круга:
а — с уклоном,
б — без уклона
При шлифовании поверхности торцом чашечного шлифовального круга при наклоне последнего на 1—3° (рис. 8.2, а) вдоль направляющих возрастает производительность обработки. В этом случае улучшается отвод стружки, обеспечивается меньший нагрев поверхности и достигается необходимая прямолинейность. Однако при этом шероховатость поверхности немного превышает норму, а поверхность в поперечном сечении оказывается несколько вогнутой, поэтому данным производительным способом пользуются при черновой стадии обработки, т. е. при предварительном шлифовании. На обработанной поверхности образуются неперекрещивающиеся штрихи.
Чистовое шлифование осуществляют, когда ось шпинделя строго перпендикулярна обрабатываемой направляющей. Однако в этих условиях ухудшается отвод стружки и повышается нагрев обрабатываемой поверхности. В связи с этим снижают глубину резания до 0,01 мм и осуществляют охлаждение подводом СОЖ или подачей сжатого воздуха. Точность установки шпинделя определяют по узору на обрабатываемой поверхности, образующемуся в результате перекрещивания штрихов (рис. 8.2, б).
Рассмотренным приспособлением обрабатывают направляющие разных типоразмеров (см. рис. 8.3, б — ж). Для их обработки пользуются сменными переходными фланцами 22 (см. рис. 8.1), а разворот головки на заданный угол в соответствии с формой направляющей осуществляют суппортом станка с закрепленным приспособлением (как видно на рисунке, в ряде случаев приходится переустанавливать или заменять шлифовальный круг). Шлифование производят с подачей стола 8—10 м/мин и скоростью резания 35-40 м/с. Черновую обработку осуществляют при глубине резания 0,03 мм, а чистовую — до 0,01 мм. На обработку шлифованием станины токарного станка с направляющей длиной 3 м при износе 0,5 мм затрачиваете 2-3 ч и обеспечиваются заданные точность и шероховатость поверхности. Направляющие с износом более 0,5 мм восстанавливают фрезерованием этим же приспособлением. Для этого вместо шлифовального круга устанавливают торцовую фрезу с резцами из твёрдых сплавов. Обработку ведут со скоростью резания 5-6 м/с, подачей стола 2-3 мм на один оборот шпинделя и глубиной резания 0,1—0,2 мм.
Приспособление для ремонта направляющих кареток суппортов:
предназначено для установки кареток токарно-винторезных станков разных типов и размеров при обработке их поперечных направляющих чистовым строганием, шлифованием или скоростным чистовым финишным фрезерованием. Двухступенчатое основание 7 приспособления (рис. 8.5) — облегченной конструкции с пазами и ребрами жесткости. В трех пазах нижней его ступени, изготовленной из серого чугуна, установлены три домкрата, состоящие из подвижных опор с винтами // и регулировочными гайками 10. В среднем пазу также подвижно установлено зажимное устрой-
| 11 |
 189
189
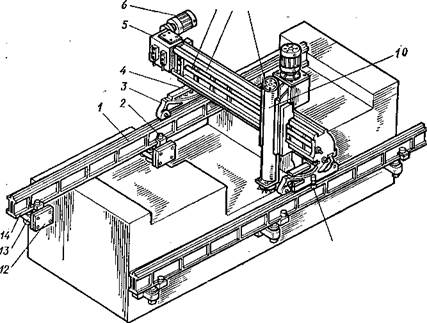
Рис. 8.6. Приспособление для ремонта рабочих поверхностей шаботов молотов:
I —- направляющие, 2, 12 — планки, 3 — опоры, 4 — салазки, 5 — коробка подач, 6 — электродвигатель, 7, 14 — винты, 8 — траверса, 9 — маховик,. 10 — фрезерная головка,
II — реечное зацепление, 13 ^- кронштейны
ство, которое состоит из болта, ввинченного в подвижную гайку, и упорного винта с подпятником и клеммой. На нижней ступени основания неподвижно закреплена верхняя ступень, представляющая собой каленую опорную площадку с тремя Т-образными пазами 5, в каждом из которых подвижно размещены гайки с винтами. При использовании приспособление устанавливают на столе станка и размещают на нем подлежащую обработке каретку, поверхность 6 которой (для крепления фартука) базируется на верхнюю опорную площадку и закрепляется на ней винтами и гайками через отверстия 8 каретки, предназначенные для крепления фартука и совпадающие с одним или двумя пазами опорной площадки. Под поверхность 12 подводят подвижные домкраты и регулируют их гайками 10 так, чтобы обеспечить легкий подпор для исключения деформации каретки при закреплении ее зажимным устройством 14. С помощью индикатора (на рисунке не показан) выверяют поверхность 13 закрепленной каретки — она должна быть расположена параллельно движению стола в поперечном направлении (допускается отклонение до 0,03 мм на всей длине). Эту выверку можно осуществить по контрольной оправке, которую устанавливают в отверстие 5 каретки. После этого приспособление закрепляют на столе станка с помощью зажимного устройства и винтов с гайками.
Поперечные направляющие типа «ласточкин хвост» предпочтительно обрабатывать скоростным фрезерованием специальной угловой фрезой 15 с режущими пластинками из твердого сплава (скорость резания 4—5 м/с; подача 300 мм/мин). Сначала за один или два рабочих хода обрабатывают одновременно поверхности / и 2, затем 3 и 4 (или наоборот). Достигаемая точность обработки находится в пределах 0,01—0,03 мм, а шероховатость поверхностей Ка 1,25. Поперечные направляющие после обработки оказываются взаимно параллельными, а также параллельными оси отверстия 8 и поверхности с пазами 9.
Применение рассмотренного приспособления позволяет значительно сократить трудоемкость восстановления изношенных направляющих кареток, а также исключает необходимость изготовления и применения контрольных оправок, обычно устанавливаемых в отверстие 5 для восстановления параллельности направляющих оси винта. На установку приспособления и каретки затрачивают 10—15 мин и примерно столько же — на обработку поверхностей.
|
из
5.00
|
Обсуждение в статье: Стационарные приспособления для восстановления направляющих |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы