 |
Главная |


Основы нормирования параметров точности
|
из
5.00
|
Основные понятия и определения
Принцип взаимозаменяемости имеет особое значение при производстве, эксплуатации и ремонте изделий любого назначения.
Взаимозаменяемость – свойствонезависимо изготовленныхдеталей исборочных единицобеспечивать сборку изделий при изготовлении или замену одноименных деталей и сборочных единиц при ремонте без применения подбора, пригонки или регулировки; при этом должно быть обеспечено соответствие готового изделия предъявляемым к нему требованиям по всем показателям качества.
Взаимозаменяемость обеспечивает высокое качество изделий и снижает их стоимость, способствуя при этом развитию прогрессивной технологии и измерительной техники. Без взаимозаменяемости невозможно современное производство.
Взаимозаменяемость базируется на стандартизации – нахождении решений для повторяющихся задач в сфере науки, техники и экономики, направленной на достижение оптимальной степени упорядоченности в определенной области.
Различают следующие виды взаимозаменяемости:
- полную – это взаимозаменяемость, при которой обеспечивается возможность беспригоночной сборки (или замены при ремонте) любых независимо изготовленных с заданной точностью однотипных деталей в сборочные единицы, а последних - в изделия при соблюдении предъявляемых к ним (к сборочным единицам или изделиям) технических требований по всем параметрам качества. Выполнение требований к точности деталей и сборочных единиц изделий является важнейшим исходным условием обеспечения взаимозаменяемости. Для обеспечения взаимозаменяемости необходимо выполнять и другие условия:
- устанавливать оптимальные номинальные значения параметров деталей и сборочных единиц;
- выполнять требования к материалу деталей;
- к технологии их изготовления и контроля
В первую очередь взаимозаменяемыми должны быть детали и сборочные единицы, от которых зависят надежность и другие эксплуатационные показатели изделий, это относится и к запчастям.
- неполной – это сборка изделий на основе вероятностных расчетах;
Ее можно осуществлять не по всем, а только по отдельным геометрическим параметрам.
- групповая – сборка, основанная на предварительной сортировке деталей по группам (селективная сборка). Детали, изготовленные на распространенном станочном оборудовании с технологически выполнимыми допусками, сортируют по размерам на несколько размерных групп (допуски деталей в каждой группе уменьшаются в зависимости от числа групп сортирования, затем проводят сборку деталей одинакового номера групп. При изготовлении подшипников качения, сборке резьбовых соединений с натягом и сборке изделий высокой точности эта сборка является единственно экономически целесообразным методом обеспечения требуемой точности.
- метод регулирования – предполагает сборку с регулированием положения или размеров одной или несколиких отдельных, заранее выбранных деталей изделия, называемых компенсаторами.
- метод пригонки – сборка изделий методом непосредственной пригонки или подбора деталей по „месту”.
- внешняя взаимозаменяемость – это взаимозаменяемость покупных и кооперируемых изделий и сборочных единиц по эксплутационным показателям, а также по размерам и форме присоединительных поверхностей (в подшипниках качения внешнюю взаимозаменяемость обеспечивают по наружному диаметру наружного кольца и внутреннему диаметру внутреннего кольца);
- внутренняя взаимозаменяемость – это взаимозаменяемость деталей, сборочных единиц и механизмов, входящих в изделие (в подшипниках качения эту взаимозаменяемость имеют тела качения и кольца);
- функциональная взаимозаменяемость – это свойство независимо изготовляемых деталей (стандартных) занимать свое место в изделии без дополнительной обработки, при которой обеспечивается работоспособность изделий с оптимальными и стабильными показателями качества сборочных единиц (наиболее важна).
Взаимозаменяемость машин и механизмов базируется на системе допусков ипосадок.
Прежде, чем перейти к понятиям допусков и посадок, рассмотрим понятие размеров (Термины и определения по ГОСТ 25346-89).
При конструировании определяются линейные и угловые размеры детали, характеризующие ее величину и форму. Они назначаются на основе результатов расчета деталей на прочность и жесткость, а также исходя из обеспечения технологичности конструкции и других показателей в соответствии с функциональным назначением детали. На чертеже должны проставлены все размеры, необходимые для изготовления детали и ее контроля. Размеры, непосредственно или косвенно влияющие на эксплуатационные показатели машины или служебные функции узлов и деталей, называются функциональными. Они могут быть как у сопрягаемых (вал-отверстие), так и у несопрягаемых поверхностей (размер пера лопатки турбины, размер каналов жиклеров карбюраторов и т.п.).
Размер – это числовое значение линейной величины (длина, диаметр и т.д.) в выбранных единицах измерения.
Размеры подразделяются на номинальные, действительные и предельные.
Номинальный – это размер, относительно которого определяются предельные размеры и который служит также началом отсчета отклонений. Номинальный размер – это основной размер, полученный на основе кинематических, динамических и прочностных расчетов или выбранный из конструктивных, технологических, эксплуатационных, эстетических и других соображений и указанный на чертеже.
Действительный размер – это размер установленный измерением сдопустимой погрешностью.
Предельные размеры – это два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
В терминологии по допускам и посадкам размеры всех элементов деталей независимо от их формы условно делят на три группы: размеры валов, размеры отверстий и размеры не относящиеся к валам и отверстиям.
„Вал” – термин условно применяемый для обозначения наружных (охватываемых) элементов деталей, включая и нецилиндрические элементы, и соответственно сопрягаемых размеров.
„Отверстие” – термин, условно применяемый для обозначения внутренних (охватывающих) элементов деталей, включая нецилиндрические элементы, и соответственно сопрягаемых размеров.
Принято обозначать номинальный, действительный и предельные размеры:
- для отверстий – D, DД, Dmax, Dmin;
- для валов – d, dД, dmax, dmin;
Сравнивая действительный размер с предельными, можно судить о годности детали. Условия годности:
- для отверстий Dmin ≤ DД ≥ Dmax;
- для валов dmax ≤ dД ≥ dmin
Для упрощения простановки размеров на чертежах вместо предельных размеров проставляют предельные отклонения:
- верхнее отклонение – алгебраическая разность между наибольшим предельным и номинальным размерами;
- нижнее отклонение – алгебраическая разность между наименьшим предельным и номинальным размерами;
Верхнее отклонение обозначается ES – для отверстия и es – для вала.
Нижнее отклонение обозначается EI – для отверстия и ei – для вала.
ES = Dmax – D; EI = Dmin – D; – для отверстия
es = dmax – d; ei = dmin – d; – для вала
Допуском размера называется разность между наибольшим и наименьшимпредельными размерами или алгебраическая разность между верхним и нижним отклонениями, обозначается IT или TD – допуск отверстия; Td – допуск вала.
TD = Dmax – Dmin = ES – EI;
Td = dmax – dmin = es –ei
Допуск размера всегда величина положительная. Допуск размера выражает разброс действительных размеров в пределах от наибольшего до наименьшего предельных размеров, физически он определяет величину официального разрешенной погрешности действительного размера элемента детали в процессе его изготовления
Поле допуска – это поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При одном и том же допуске для одного и того же номинального размера могут быть разные поля допусков.
Для графического изображения полей допусков, позволяющего понять соотношения номинального и предельных размеров, предельных отклонений и допуска, введено понятие нулевой линии.
Нулевая линия – это линия, соответствующая номинальному размеру, от которой откладываются предельные отклонения размеров при графическом изображении полей допусков.
Основное отклонение – одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии, отклонение ближайшее к нулевой линии.
Основной вал – вал, верхнее отклонение которого равно 0 (es = 0).
Основное отверстие – отверстие, нижнее отклонение которого равно 0 (EI = 0)
Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Рисунок 1 – Схема полей допусков
Различают три типа посадок: с зазором, с натягом и переходные.
Посадка с зазором – это посадка, при которой обеспечивается зазор в соединении (поле допуска отверстия расположено над полем допуска вала).
Зазор (S) – разность размеров отверстия и вала до сборки, если размер отверстия больше размера вала.
Эту посадку характеризует наименьший Smin = Dmin – dmax = EI – es и наибольший зазоры Smax = Dmax – dmin = ES – ei.
Посадка с натягом – это посадка, при которой обеспечивается натяг в соединении (поле допуска вала находится над полем допуска отверстия).
Натяг (N) – разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия.
Эту посадку характеризует наибольший натяг Nmax = dmax – Dmin = es – EI и наименьший натяг Nmin = dmin – Dmax = ei – ES.
Переходная посадка – это посадка, при которой возможно получение как зазора, так и натяга.



Рисунок 2 – Графическое изображение посадки с зазором



Рисунок 3 – Графическое изображение посадки с натягом

Рисунок 4 – Графическое изображение переходной посадки
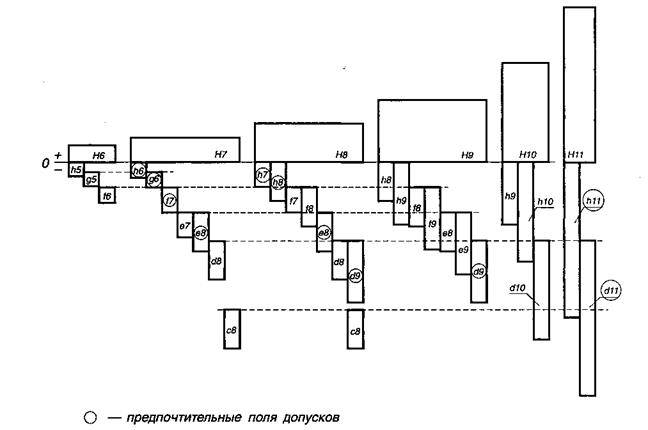
Рисунок 5 – Схема полей допусков с зазором

Рисунок 6 – Схемы полей допусков с натягом

Рисунок 7 - Схема полей допусков переходных посадок
Для обеспечения точности размеров в России действует Единая система допусков и посадок (ЕСДП), которая создана на основе системы ИСО (международная организация по стандартизации).
В ЕСДП в первую очередь стандартизованы базовые элементы, необходимые для получения различных полей допусков, а не посадки и образующие их поля допусков отверстий и валов. Каждое поле допуска можно представить сочетанием двух характеристик, имеющих самостоятельное значение, - величины допуска и его положения относительно номинального размера.
Допуск зависит от квалитета и номинального размера.
Квалитет – это совокупность допусков, характеризуемых постоянной относительной точностью (определяемой коэффициентом а) для всех номинальных размеров данного диапазона (1…500 мм).
Точность в пределах одного квалитета зависит только от номинального размера.
Допуск определяется
Т = а ∙ i,
где а – число единиц допуска (коэффициент точности);
i – единица допуска
В ЕСДП установлен 21 квалитет: 01, 0, 1, 2…19. Квалитет определяет допуск на изготовление и, следовательно, методы и средства обработки и контроля деталей машин.
В машиностроении для создания посадок и получения свободных размеров применяют квалитеты с 5…19.
Число единиц допуска от квалитета к квалитету изменяется по геометрической прогрессии со знаменателем  ≈ 1,6. Для квалитетов 5…19 число единиц допуска а соответственно равно: 7, 10, 16, 25, 40, 64, 100, 160, 250, 400, 640, 1000, 1600, 2500 и 4000.
≈ 1,6. Для квалитетов 5…19 число единиц допуска а соответственно равно: 7, 10, 16, 25, 40, 64, 100, 160, 250, 400, 640, 1000, 1600, 2500 и 4000.
Единица допуска i для размеров до 500 мм
i = 0,45  + 0,001∙D;
+ 0,001∙D;
для размеров свыше 500…10000 мм
i = 0,004∙D + 2,1,
где D – среднее геометрическое крайних размеров каждого интервала
Для размеров менее 1 мм допуски по квалитетам 14…19 не назначаются.
Общий вид полей допусков отверстий и валов в системе ИСО и ЕСДП представлен на рисунке 8

Рисунок 8 – Схема полей допусков отверстий и валов
Различают две равноценные системы образования посадок – систему отверстия и систему вала.
Посадки в системе отверстия – это посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием. У основного отверстия нижнее отклонение равно 0 и оно обозначается „Н”.
На чертеже такие посадки обозначаются Ø50  ; Ø85
; Ø85  ; Ø102
; Ø102 
Посадки в системе вала – это посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом. У основного вала верхнее отклонение равно 0, он обозначается „h”. На чертеже такие посадки обозначаются Ø50  ; Ø85
; Ø85  ; Ø102
; Ø102 
Система отверстия имеет более широкое применение по сравнению с системой вала, что связано с ее преимуществами технико-экономического характера на стадии отработки конструкции.
Для обработки отверстий с разными размерами необходимо иметь и разныекомплекты режущих инструментов (сверла, зенкера, развертки, протяжки и т.п.), а валы независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом.
Таким образом, система отверстия требует существенно меньших расходов производства как в процессе экспериментальной отработки сопряжения, так и в условиях массового или крупносерийного производства.
Система вала является предпочтительной по сравнению с системой отверстия, когда это оправдано конструктивными или экономическими условиями, например, если необходимо получить разные посадки на одном валу с разными отверстиями.
Допускается применение комбинированных посадок, в которых отверстие и вал выполнены в разных системах. Например, у посадки Ø50 F8/f7 отверстие выполнено в системе вала, а вал – в системе отверстия
Обозначение предельных отклонений размеров на чертежах деталей представлено на рисунке 9. Предельные отклонения линейных размеров указываются на чертежах условными (буквенными) обозначениями полей допусков или численными значениями предельных отклонений, а также буквенными обозначениями полей допусков с одновременным указанием справа в скобках числовых значений предельных отклонений.

Рисунок 9 – Схема обозначений отклонений на чертежах
Предельные отклонения, не указанные непосредственно после номинальных размеров на чертежах, оговариваются общей записью в технических требованиях чертежа следующей записью:
„Общие допуски по ГОСТ 30893.1: Н14, h14, ±  ”
”
|
из
5.00
|
Обсуждение в статье: Основы нормирования параметров точности |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы