 |
Главная |


Технология сварки в углекислом газе
|
из
5.00
|
Порошковая проволока марок ПП-АН8, ПП-АН10, ПП-АН4 и ПП-АН9 рекомендуется для сварки конструкций из углеродистых конструкционных сталей, а также низколегированных низкоуглеродистых конструкционных сталей марок 09Г2, 09Г2С, 10Г2С1, 10Г2СД, 10ХСНД, 15ХСНД, 14Г2 и ряда других.
В тех случаях, когда к сварным конструкциям предъявляются специальные требования, возможность применения той или иной марки порошковой проволоки определяется после проведения дополнительных испытаний по соответствующим отраслевым нормалям. При сварке особо ответственных металлоконструкций с тяжелым режимом работы — котлов, резервуаров, воздухонагревателей, несущих узлов вагонов, кранов, экскаваторов, в том числе металлоконструкций, предназначенных для работы в условиях крайнего севера, — предпочтение отдается проволокам ПП-АН4 и ПП-АН9, обеспечивающим более высокие механические свойства металла шва и сварного соединения при отрицательных температурах.
Как показал опыт, потребители более охотно применяют проволоки марок ПП-АН8 и ПП-АН10, обладающие по сравнению с проволоками марок ПП-АН4 и ПП-АН9 более высокими сварочно-технологическими свойствами. Процесс сварки отличается большей устойчивостью горения дуги, особенно на малых токах. Эти проволоки имеют также хорошие гигиенические характеристики.
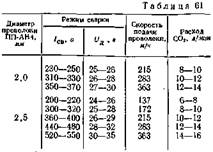



Сварка порошковой проволокой с дополнительной защитой углекислым газом применяется взамен ручной дуговой сварки электродами с покрытием рутилового, руднокислого и фтористо-кальциевого типов, а также взамен механизированной сварки в углекислом газе проволокой Св-08Г2С. В табл. 59—62 приведены рекомендуемые режимы сварки проволоками марок ПП-АН8, ПП-АН10, ПП-АН4 и ПП-АН9.
При сварке используется сварочная или пищевая углекислота, поставляемая в жидком состоянии в баллонах емкостью 40 л. Давление в баллоне 50—60 ати. Вес углекислоты в баллоне составляет 25 кг. После испарения ее при 0° С и 760 рт . ст. мм образуется 12600 л газа.
Жидкая углекислота поставляется также в специальных стальных контейнерах емкостью до 9 т. На предприятиях углекислоту разливают в накопители, которые подключают к централизованной магистрали с разводкой к сварочным постам. Такая система доставки углекислоты экономичнее, чем баллонная. Кроме того, централизованное обеспечение сварочных постов углекислым газон освобождает сварщика от трудоемких операций по замене баллонов и перемещению их в процессе работы, позволяет повысить культуру производства.
Состав углекислоты, используемой для сварки, должен соответствовать данным, приведенным в табл. 63. Однако практически содержание в углекислоте воды в свободном состоянии может достигать 2%. Эта вода скапливается на дне баллона. Влажность газа зависит от давления в баллоне. С уменьшением давления, влажность газа повышается. В связи с этим использование баллонов, в которых давление углекислоты менее 10 атм , недопустимо. В баллон с углекислотой при заправке неизбежно попадает воздух, скапливающийся над углекислотой. Поэтому перед использованием баллонов после заправки рекомендуют первые порции углекислоты выпустить в атмосферу.

Уменьшение попадания влаги в зону сварки достигается установкой на пути газа осушителей, заполненных силикагелем или другими поглотителями влаги. Силикагель необходимо периодически подвергать прокалке при температуре 200—250"С.
Выход газа из баллона сопровождается резким охлаждением его, возникающим вследствие затраты тепла на испарение жидкой углекислоты, что приводит к замерзанию содержащейся в углекислоте влаги и закупорке редуктора. Для предотвращения этого перед редуктором рекомендуется ставить подогреватель.
Для снижения давления газа до рабочего применяются понижающие редукторы. Редуктор-расходомер ДЗД-1 снижает давление газа от 50—35 сипи до рабочего давления 0,5 ати и обеспечивает оптимальный расход газа. На практике часто применяется дли этой цели кислородный редуктор РК-53Б. В качестве расходомера в этом случае служит манометр, установленный па камере низкого давления.
Расход газа контролируется расходомерами поплавкового или дроссельного типа. При использовании дроссельной шайбы, установленной на выходе газа из камеры низкого давления, расход газа зависит от диаметра калибровочного отверстия, не превышающего обычно 0,5—1,0 мм, и давления газа в камере низкого давления. Ниже приведен ориентировочный расход углекислоты в зависимости от показаний манометра низкого давления при диаметре отверстия в дроссельной шайбе 0,8 мм.

Порошковой проволокой в углекислом газе свариваются тавровые, угловые, нахлесточные, стыковые и другие соединения из стали толщиной 3 мм и выше. Положение швов в пространстве — нижнее и горизонтальное на вертикальной плоскости для проволоки диаметром 2,0—2,3 мм и нижнее — для проволоки диаметром 2,5— 3,0 мм.
Сварочные работы рекомендуется выполнять в закрытых помещениях. Сварка на открытых площадках и монтаже возможна при соблюдении мер предосторожности, предотвращающих сдувание защитного газа.
Поверхность кромок свариваемых изделий перед сваркой должна быть очищена от грязи, ржавчины, окалины, органических материалов. Сварка изделий после газовой резки допускается только при условии очистки поверхности реза от шлака.
Поставляемая проволока должна иметь сертификат завода-изготовителя, в котором указываются марка проволоки, се диаметр, коэффициент заполнения, номер партии, химический состав наплавленного металла и результаты испытания механических свойств металла шва. Применение порошковой проволоки без сертификата не допускается. Для проверки качества поставляемой проволоки, особенно при изготовлении ответственных изделий, потребителю необходимо проводить контрольные испытания проволоки в соответствие с требованиями технических условий.
Длительно хранившуюся проволоку перед применением необходимо прокалить при температуре 230—250° С в течение 1—3 ч. Для равномерной прокалки необходимо принять меры, предотвращающие прямое облучение, проволоки нагревателями. Признаком качественной прокалки проволоки может служить ее цвет — от желтого до коричневого. Отсутствие пожелтения — признак недостаточной выдержки или низкой температуры в печи; появление синего цвета на поверхности проволоки — признак завышенной температуры.
Полуавтоматы или автоматы должны иметь горелки, обеспечивающие ламинарное истечение газа из сопла. При использовании нестандартных держателей необходимо учитывать, что они должны обеспечивать радиальное по отношению к оси проволоки истечение газа из мундштука.
Перед пропусканием проволоки в шланг конец ее должен быть завальцован, наконечник с мундштука снят, а шланг не должен иметь перегибов. Несоблюдение этих правил может привести к деформации проволоки в роликах, выходу из строя деталей шланга и держателя. После прижима верхними роликами порошковая проволока должна быть на 2/3 диаметра утоплена в паз нижних роликов. Пропускание проволоки в шланг осуществляется нажатием кнопки пуск на держателе или подающем механизме.
Перед сваркой необходимо установить рекомендуемый для данных диаметра проволоки, толщины металла и типа сварного соединения режим сварки. По выбранному режиму отрегулировать расход газа; выждать несколько секунд для полного удаления воздуха из шлангов. Установить вылет проволоки 35—40 мм с таким расчетом, чтобы расстояние от конца проволоки до среза сопла было в пределах 15—25 мм.
Возбуждение дуги осуществляется касанием конца проволоки изделия, а подача проволоки — нажатием кнопки пуск на держателе.
От положения и перемещения горелки относительно свариваемого изделия зависят в значительной степени устойчивость горения


дуги, надежность газовой защиты зоны дуги от воздуха, скорость охлаждения металла, форма шва, интенсивность забрызгивания горелки, возможность наблюдения за зоной сварки.
Приближение горелки к изделию затрудняет наблюдение за процессом сварки и вызывает засорение горелки брызгами, а чрезмерное удаление может привести к дефектам в швах вследствие снижения эффективности защиты металла углекислым газом.
При пользовании непрокаленной проволокой сварку необходимо выполнять на повышенном вылете — до 50 мм (рис. 120). При этом вследствие нагрева проволоки на вылете влияние влаги в сердечнике и смазки на поверхности проволоки на качество швов уменьшается.
Сварка стыковых соединений или угловых в лодочку может выполняться углом вперед или углом назад. Угол наклона проволоки относительно вертикальной плоскости, перпендикулярной к оси шва, не должен превышать 15° (рис. 121). При сварке углом назад увеличивается глубина проплавления, ширина шва уменьшается, обеспечивается более надежная защита металла сварочной ванны и улучшается обзор зоны плавления металла. Сварка углом вперед характеризуется малой глубиной проплавления и большой шириной шва. При сварке однослойных швов горелка перемещается поступательно или по вытянутой спирали. В случае сварки многослойных швов первый слой выполняется без поперечных колебаний электрода, а последующие слои — с поперечными колебаниями по вытянутой спирали или змейкой. Сварка стыковых соединений с глубокой разделкой осуществляется горелкой с удлиненным наконечником, выступающим из сопла на 10—15 мм. При сварке угловых швов горелка должна быть отклонена от вертикальной стенки на 30—45°. Сварка производится углом назад или углом вперед. Сварку, углом назад рекомендуется производить на токах до 450 а. На более высоких токах лучшее формирование шва обеспечивается при сварке углом вперед. Перемещение горелки — поступательное или возвратно-поступательное. Сварку угловых швов в нижнем положении катетом более 10 мм не рекомендуется выполнять за один проход.
После прекращения сварки горелку не рекомендуется отводить от сварочной ванны до полной кристаллизации металла. При остановках процесса и необходимости выполнения непрерывных швов кратер предыдущего слоя должен быть переварен.
Изложенные выше правила техники и технологии сварки в равной мере относятся ко всем существующим порошковым проволокам, предназначенным для сварки в углекислом газе. При выполнении тех или иных типов сварных соединений существенное значение имеет правильное назначение режима сварки. В табл. 64 приведены режимы сварки некоторых соединений проволокой ПП-АН4 диаметром 2,2 мм. Рекомендуемые режимы при сварке стыковых соединений проволокой ПП-АН8 диаметром 2—3 мм приведены в табл. 65.
|
из
5.00
|
Обсуждение в статье: Технология сварки в углекислом газе |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы