 |
Главная |


Устройство и прицип работы станка
|
из
5.00
|
Широкоуниверсальный фрезерный станок по металлу 6Т83Ш (аналог 6Р83Ш, 6М83Ш) широко применяется в металлообрабатывающих производствах для выполнения разнообразных фрезерных работ цилиндрическими, угловыми, фасонными, торцевыми и другими фрезами. 6Т83Ш предназначен для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и пластмасс.
Таблица 2- Элементы управления.
| Порядковый номер | Наименование |
| Рукоятка включения продольных перемещений стола | |
| 2, 37 | рукоятки включения поперечной и вертикальной подач стола |
| переключатель ввода «Включено—выключено» | |
| переключатель насоса охлаждения «Включено—выключено» | |
| переключатель вращения горизонтального шпинделя «Влево—вправо» | |
| 6, 24 | маховички ручного продольного перемещения стола |
| рукоятка переключения скоростей горизонтального шпинделя | |
| 8, 27 | кнопка «Стоп» |
| 9, 26 | кнопка «Пуск шпинделя»; |
| стрелка указателя частоты вращения шпинделя | |
| указатель частоты вращения шпинделя | |
| 12, 25 | кнопка «Быстро стоп» |
| кнопка «Импульс шпинделя» | |
| переключатель освещения | |
| маховичок ручного перемещения хобота | |
| рукоятки переключения скоростей шпинделя поворотной головки | |
| механизм зажима серьги | |
| механизм зажима поворотной головки | |
| Продолжение таблицы 2 | |
| маховичок выдвижения гильзы шпинделя | |
| рукоятка зажима гильзы и шпинделя | |
| звездочка механизма автоматического цикла | |
| рукоятка включения продольной подачи стола | |
| механизм зажима стола | |
| переключатель ручного или автоматического управления стола | |
| маховичок ручных поперечных перемещений стола | |
| лимб механизма поперечных перемещений стола | |
| кольцо нониуса | |
| рукоятка ручных вертикальных перемещений стола | |
| кнопка фиксации грибка переключения подачи | |
| грибок переключения подачи; | |
| указатель подачи стола | |
| стрелка указателя подачи стола | |
| рукоятка зажима салазок на направляющих консоли |
Таблица 3- Основные узлы станка
| Порядковый номер | Наименование |
| фундаментная плита | |
| станина | |
| электрооборудование; | |
| коробка скоростей | |
| коробка переключения | |
| хобот | |
| поворотная головка | |
| Продолжение таблицы 3 | |
| накладная головка | |
| стол и салазки | |
| консоль | |
| коробка подач |
На этих направляющих монтируется стол 9. Такая компоновка узлов обеспечивает столу перемещение в трех направлениях (продольном, поперечном и вертикальном). В станине расположена коробка скоростей 4 с рукояткой и лимбом 5 и привод с электродвигателем 3, обеспечивающим вращение шпинделя. В консоли 10 размещена коробка подач 11 с электродвигателем, лимбом и рукояткой для установки подач. В верхней части станины смонтирован горизонтальный шпиндель, а над выдвижной частью — хобот 6. На направляющих хобота закреплены поворотная 7 и накладная 8 головки, которые являются опорами фрезерных оправок для установки на них фрезу
Компоновка широкоуневерсалного фрезерного станка 6Р83Ш приведена на рисунке 3
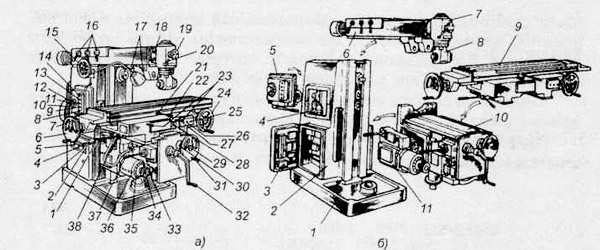
Рисунок 3 - компоновка станка 6Р83Ш
Кинематика станка
Частоты вращения :
nmin = 24,3 • (27/53) • (16/38) • (17/46) • (19/69) = 0,52 с-1;
максимальная
nmaх = 24,3 • (27/53) • (22/32) • (38/26) • (82/38) = 26,6 с-1.
Шпиндель поворотной головки приводится во вращение от электродвигателя М2 через зубчатые передачи. Число ступеней вращения 2x3x2=12; птin= 23,8 • (28/72) • (34/66) • (21/59) • (28/28) х (19/19) = 0,83 с-1; nmaх= 23,8 • (52/48) • (51/49) • (28/28) • (19/19) = 26,6 с-1.
Привод подач стола в поперечном и продольном направлениях осуществляется через зубчатые передачи от электродвигателя МЗ.
Минимальная подача стола в указанных направлениях
smin = 23,8 • 60 • (26/50) • (26/57) • (18/36) • (18/40) • (13/45) • (18/40) х (28/35) • (18/33) • (33/37) • (18/16) • (18/18) • 6 = 25 мм/мин;
максимальная
smax = 23,8 • 60 • (26/50) • (26/57) • (36/18) • (24/24) • (40/40) х (28/35) • (18/33) • (33/37) • (18/16) • (18/18) • 6 = 1250 мм/мин.
Ускоренная подача стола в продольном и поперечном направлениях Sу = 23,8 • 60 • (26/33) • (28/35) • (18/33) • (33/37) х (18/16) • (18/18) • 6 = 3000 мм/мин.
Максимальная подача стола в вертикальном направлении
S в mах = 23,8 • 60 • (26/50) • (26/57) • (36/18) • (24/34) • (40/40) х (28/35) • (22/33) • (23/46) •6 = 416 мм/мин;
минимальная
SB min = 23,8 • 60 • (26/50) • (26/57) • (18/36) • (18/40) • (13/45) х (18/40) • (28/35) • (18/33) • (22/33) • (23/46) • 6 = 8,3 мм/мин.
Установочная подача стола в вертикальном направлении
S у.в = 23,8 • 60 • (26/33) • (28/35) • (18/33) х (22/33) • (23/46) - 6 = 1000 мм/мин.
Вращением маховика 15, при отжатом зажиме, хобот в котором монтируют коробку скоростей привода шпинделя поворотной головки, перемещается по направляющим станины. На направляющих хобота могут быть установлены серьги для поддержки конца фрезерной оправки. Зазор в подшипниках серьги регулируют гайкой 3. Масло в подшипниках поступает из ниши серьги через паз во втулке 2. Подачу масла регулируют изменением площади сечения подводящего канала 7. Коробка скоростей горизонтального шпинделя расположена в станине и соединена с валом электродвигателя упругой муфтой.
Шпиндель станка установлен на трех подшипниках. Осевой зазор в шпинделе регулируют подшлифовкой колец. Повышенный зазор в подшипнике устраняют подшлифовкой полуколец и гайкой следующим образом. Снимают крышку (или боковую крышку), фланец, пружинное кольцо и вынимают полукольца. Гайкой выбирают зазор так, чтобы при работе нагрев подшипников не превышал 60°С.
Управление станком осуществляют с помощью кнопок и рукояток Станок включают в сеть и выключают переключателем 3. Шпиндели включают кнопками 9 или 26, а отключают кнопками 8 и 27. Для изменения направления вращения шпинделей служат переключатели. При выключении шпинделей отключается движение подачи. Продольную подачу включают и отключают рукояткой 22 (три положения: вправо, влево, среднее) или дублирующей рукояткой 1 при управлении станком сбоку. Рукояткой 37 (дублирующая рукоятка 2) управляют поперечными и вертикальными перемещениями. Она имеет пять фиксированных положений: среднее (нейтральное); к себе, от себя (перемещаются салазки); вниз, вверх (перемещается консоль). Одновременное включение подач исключено электроблокировкой и конструкцией механизма.
На рисунке 4 изображена кинематика станка 6Р83Ш
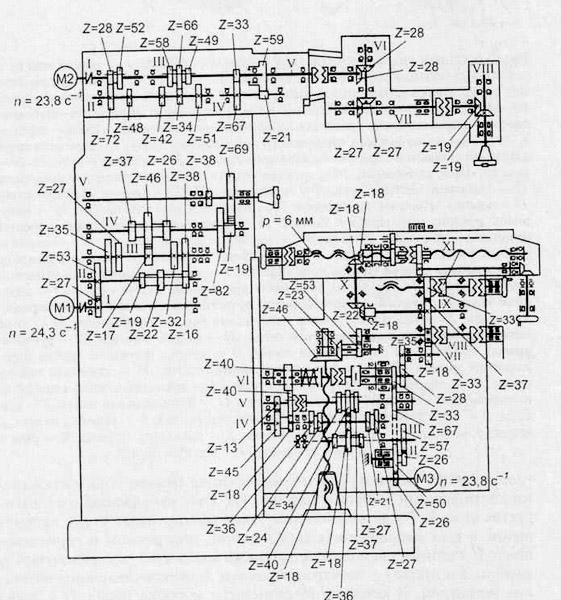
Рисунок 4 - Кинематика станка 6Р83Ш
|
из
5.00
|
Обсуждение в статье: Устройство и прицип работы станка |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы